Строй-Техника.ру
Строительные машины и оборудование, справочник
Автомобили на поточных линиях могут перемещаться следующими способами;
1) собственным ходом;
2) перекатыванием;
3) специальными конвейерами.
Перемещение автомобилей собственным ходом имеет ряд недостатков: ввиду частых пусков двигателя происходит интенсивное загрязнение воздуха производственных помещений отработавшими газами; возникает необходимость в специальных рабочих для перегона автомобилей с поста на пост; значительно увеличивается время на перемещение автомобилей с поста на пост, так как часть времени затрачивается на пуск двигателя (для легковых автомобилей время перемещения с поста на пост составляет 0,6—1 мин, для грузовых — 1—2 мин)\ для перекатывания автомобиля с поста на пост вручную необходимо отрывать рабочих от их основной работы. Эти недостатки частично устраняются при перемещении автомобилей по рельсовому пути на специальных тележках, устанавливаемых под переднюю и заднюю оси. Однако в этом случае затруднен возврат тележек в исходное положение после прохождения автомобилей поточной линии. Для возврата тележек используют монорельс с тельфером, установленный над поточной линией, или рельсовый путь, проложенный в тоннеле или паралелльно поточной линии.
Наиболее совершенным способом является перемещение автомобилей на поточных линиях с помощью конвейеров.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Конвейеры по конструкции разделяют на следующие основные типы:
1) тяговые или толкающие (цепные или тросовые);
2) транспортирующие (несущие) цепные;
3) транспортирующие пластинчатые.
Перечисленные типы конвейеров могут быть прерывного или непрерывного действия. В первом случае все автомобили, установленные на поточной линии, перемещаются непрерывно с небольшой скоростью. Одновременно с автомобилями перемещаются на своих участках и рабочие, выполняя заданный объем работ. Во втором случае все автомобили одновременно перемещаются на величину, равную шагу поста (расстояние между осями постов), а затем останавливаются на время, равное такту линии. По истечении указанного времени происходит последующее перемещение автомобилей на шаг поста и т. д. На автотранспортных предприятиях поточные линии с конвейерами непрерывного действия целесообразно применять для уборочно-моечных работ. Скорость перемещения таких конвейеров 0,5— 1,1 м/мин. Для выполнения ежедневного, первого и второго технических обслуживаний применяют поточные линии прерывного действия, которые в дальнейшем и рассматриваются. Скорость перемещения конвейеров прерывного действия 7—25 м/мин.
Тяговый конвейер буксирует автомобиль вдоль межколейной осмотровой канавы (бесконечно движущейся цепью или тросом). В начале поточной линии переднюю ось автомобиля соединяют с цепью (тросом) конвейера легкосъемным захватом, а в конце линии отсоединяют от конвейера. Такой тип конвейера несложен по устройству, надежен в работе и приводится в движение двигателем небольшой мощности. Однако применение его вызывает в процессе обслуживания ряд неудобств (ограниченное рабочее пространство в межколейной осмотровой канаве; для вывешивания осей автомобиля часть постов необходимо оборудовать подъемником).
Тяговые конвейеры наиболее рационально применять на линиях ежедневного и первого технических обслуживаний. Для удобного доступа к деталям, расположенным сбоку автомобиля, и соблюдения чистоты на рабочих местах перемещение автомобилей целесообразно производить на полурампах высотой 250— 300 мм, установленных вдоль осмотровых канав.
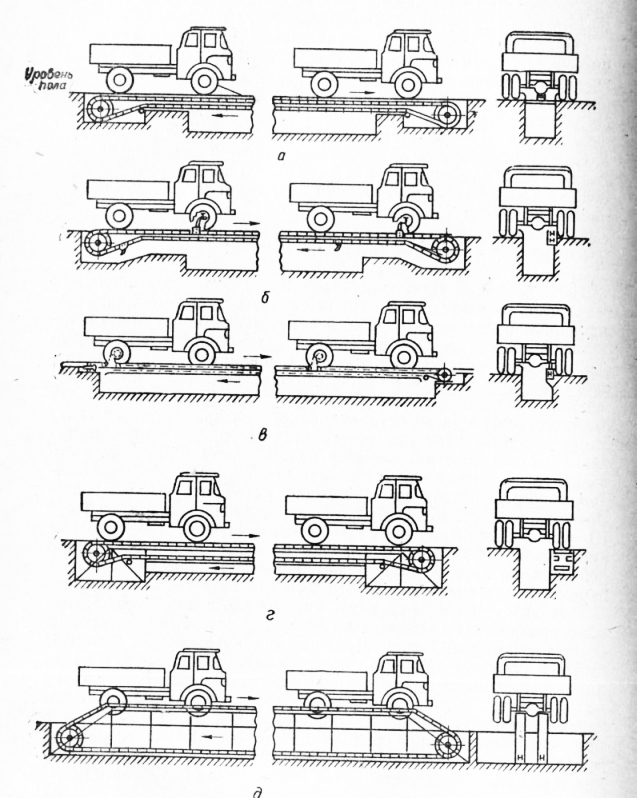
Удобным в эксплуатации для ежедневного и первого технических обслуживании является цепной конвейер с толкающими тележками (рис. 1). К втулочно-роликовой цепи, расположенной с ле-вдй стороны межколейной канавы, по ходу перемещения автомобиля прикреплены тележки с толкателями, которые передают усилие на автомобиль через специальный упор, закрепляемый на балке передней оси. Кулачки толкателей могут отклоняться от оси по направлению движения автомобиля под нажимом упора или передней балки и возвращаться в рабочее положение под воздействием специальной пружины. Это предохраняет их от излома при наезде автомобиля на линию. Чтобы сохранить прямолинейное движение автомобиля при его одностороннем толкании, передние колеса перемещаются в специальных бетонных или металлических желобках, расположенных симметрично оси канавы. Направляющие дорожки необходимы только для автомобилей, у которых расстояние между внутренними сторонами шин передних и задних колес неодинаково (грузовые автомобили марок ГАЗ, ЗИЛ, МАЗ).
При применении этого конвейера для перемещения легковых автомобилей и автобусов передние колеса направляются колесоотбоями, которые устанавливаются по обеим сторонам осмотровой канавы. Скорость перемещения такого конвейера при периодическом действии 6,8 м/мин и при непрерывном 1 м/мин. Приводная станция конвейера состоит из звездочек, электродвигателя мощностью 3,1 кет при 1500 об/мин, редуктора типа РМ-250 и коробки передач автомобиля марки ЗИЛ-150, смонтированных на общей раме.
Хорошо зарекомендовал себя в эксплуатации на линии первого технического обслуживания конвейер с возвратно-принудительным движением толкающих тележек — импульсный конвейер (рис. 2). Количество тележек равно числу постов на линии. Каждая тележка совершает возвратно-поступательное движение на величину, равную шагу постов (с помощью электродвигателя и концевых переключателей). При рабочем движении тележка толкает автомобиль за рукав полуоси.
Для поточных линий ТО-2 наиболее удобным является транспортирующий цепной конвейер, перемещающий автомобиль с подвешенными колесами вдоль канавы шириной 2,8—3,0 м (рис. 3). Холостые ветви цепей движутся в закрытых желобах, расположенных заподлицо с полом канавы. На конвейере транспортирующие цепи имеют шаг 150 мм и состоят из отдельных шарнирно связанных между собой звеньев. Пальцы звеньев с роликами смещены вниз по отношению к оси симметрии звена. Поэтому в нижней части цепи ролики выступают, являясь опорами качения грузовой ветви по направляющим желобам. Перед въездом на конвейер к заднему мосту автомобиля прикрепляют две деревянные подушки, которыми он садится на транспортирующие цепи, что дает возможность равномерно нагружать обе ветви цепи.
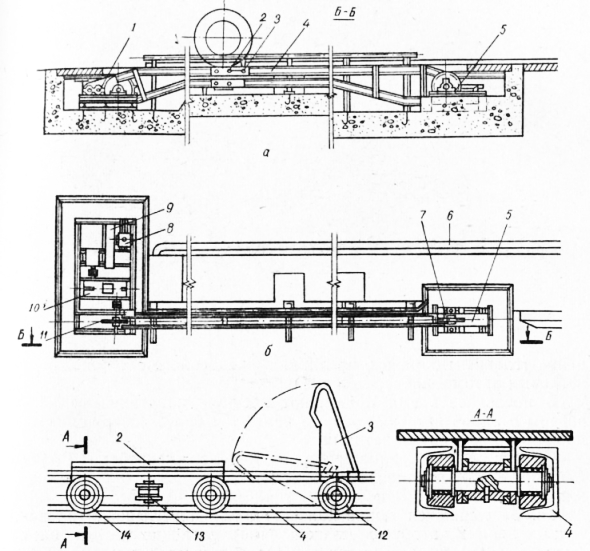
Приводная станция состоит из электродвигателя мощностью 7 кет и 970 об/мин, редуктора с передаточным отношением 1 : 30,5 и звездочек.
При помощи транспортирующего пластинчатого конвейера автомобиль устанавливают на две несущие ветви, движущиеся параллельно осмотровой канаве. Этот тип конвейеров имеет все недостатки тягового (цепного или тросового), кроме того, он металло- и энергоемок и поэтому получил ограниченное применение (главным образом, на линиях ежедневного обслуживания легковых автомобилей).
В последнее время применяют несущие пластинчатые конвейеры с одной ветвью, которые являются более совершенными по сравнению с двумя ветвями.
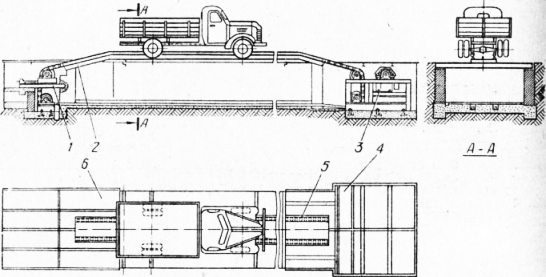
На рис. 4 показана одна из моделей конвейера ГАРО (модель 4002), предназначенного для непрерывного перемещения автомобилей ГАЗ и ЗИЛ на линиях технического обслуживания. Выпускаются также конвейеры для перемещения на поточных линиях автобусов (модель 4100), легковых автомобилей (модель 4012) и др. Эти конвейеры отличаются между собой длиной (23,3—39,3 м), скоростью движения, мощностью приводного электродвигателя и типом толкающего органа (толкатель с тележкой или роликовый).
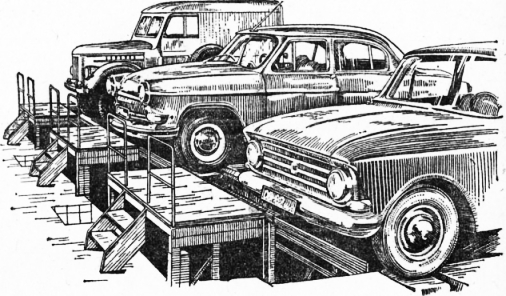
На рис. 5 показан цепной конвейер для линий второго технического обслуживания с поперечным расположением автомобилей. Каждый автомобиль устанавливается на четыре тележки, шарнирно соединенные с втулочно-роликовой цепью. Для удобства перехода через приводную и натяжную станции каждая тележка имеет посредине шарнир.
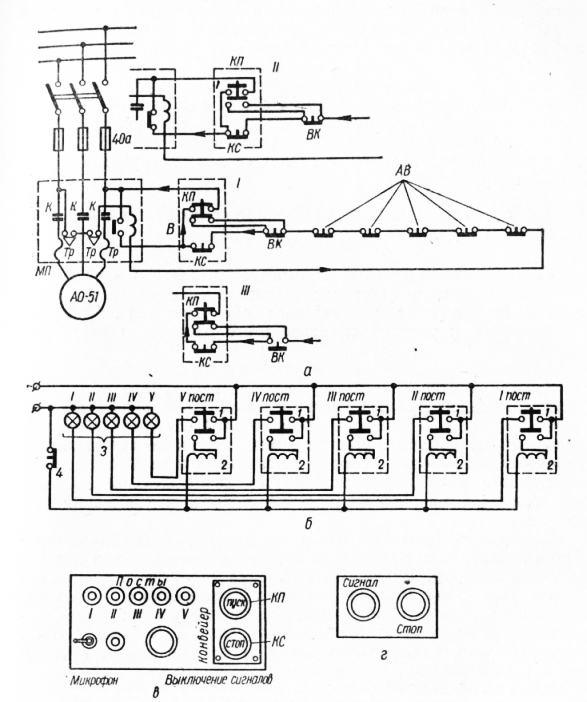
На ряде автотранспортных предприятий внедрено автоматическое управление конвейером (рис. 6). При этом обеспечивается подача сигналов о предстоящем перемещении конвейера (при помощи электрической сирены или мигающих ламп), пуск электродвигателя приводной станции после подачи предупреждающих сигналов, остановка конвейера после перемещения автомобилей на шаг поста, а также пуск электродвигателя приводной станции по истечении времени, равного такту поста.
Кроме перечисленного оборудования, на постах и линиях технического обслуживания автомобилей устанавливаются слесарные верстаки, маслораздаточные колонки и баки, приспособление для проворачивания коленчатого вала ЦКБ-П-901, солидолонагнетатели, гайковерты, стеллажи для инструмента и нормалей и пр.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Оборудование поточных линий"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы