Строй-Техника.ру
Строительные машины и оборудование, справочник
Основными способами изготовления деталей автомобиля являются литье, обработка давлением, сварка и обработка резанием.
Литье. Литьем называется технологический процесс изготовления отливок путем заливки жидкого металла в специально приготовленную форму. Форма заполняется металлом через систему каналов, называемую литниковой системой.
После затвердевания отливку извлекают из формы, освобождают от литниковой системы, очищают и направляют на механическую обработку. В ряде случаев отливки предварительно проходят термическую обработку.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Литые детали нашли широкое применение в автомобилестроении, так как литье наиболее экономичный способ производства деталей.
Изготовление деталей сложной формы литьем является наиболее рациональным и не может быть заменено другими технологическими процессами. Методом литья можно изготовлять такие детали, как блоки цилиндров, гильзы, поршни, поршневые кольца, коленчатые валы.
Обработка металлов давлением. В основе всех процессов обработки давлением лежит способность металлов и их сплавов под действием внешних сил пластически деформироваться, т. е. изменять свою форму, не разрушаясь. При пластической деформации изменяется не только форма, но и в зависимости от условий деформации (температуры, скорости и степени деформации) также структура, механические и физические свойства металла.
В современной металлообрабатывающей промышленности обработка давлением является одним из основных способов производства. Продукция целого ряда ее процессов не нуждается в последующей механической обработке.
Процессы обработки металлов давлением отличаются высокой производительностью, относительно малой трудоемкостью, обеспечивают экономное расходование металла. В автомобилестроении наиболее широко применяются процессы горячей объемной и листовой штамповки. В современном автомобиле до 70—80% штампованных деталей, половина из которых не подвергается никаким другим видам обработки (исключая покраску).
Основными процессами обработки металлов давлением являются прокатка, волочение, ковка, штамповка.
Сварка. Сваркой называется технологический процесс, в результате которого получают неразъемные соединения деталей местным оплавлением или пластическим деформированием. Сварку используют для производства сварных конструкций и для наплавочных работ.
Основными параметрами сварочных процессов являются температура и давление. Соответственно этому все способы сварки можно разбить на две группы: сварка плавлением и сварка давлением. Наибольшее распространение имеет сварка плавлением. Для нагрева мест сварки используют теплоту, получаемую при превращении различных форм энергии.
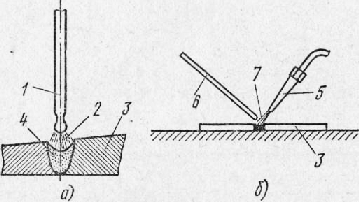
Дуговая сварка состоит в том, что кромки деталей и конец электрода нагревают мощным источником тепла — электрической дугой, возникающей между электродом и свариваемым металлом. Жидкий металл, перемешиваясь, заполняет стык между деталями и после остывания образует шов.
Для защиты жидкого металла шва от вредного воздействия кислорода и азота воздуха электроды покрывают специальными обмазками или процесс проводят в защитных средах — аргоне, гелии, углекислом газе или их комбинациях (сварка в среде защитного газа). Когда защитной средой является сыпучая смесь компонентов, говорят о сварке под слоем флюса.
Почти все способы дуговой сварки обладают определенной универсальностью, с их помощью можно сваривать детали толщиной от 2 до 40 мм и более.
При газовой сварке кромки свариваемого металла нагревают выходящим из горелки сварочным пламенем, получаемым при сгорании горючего газа в смеси с кислородом. Для формирования шва добавляют присадочный материал. Тепловая мощность пламени невелика, поэтому этот вид сварки в автомобилестроении используют для производства деталей из тонкого листа, деталей из цветных металлов и сплавов, при ремонтных работах.
Из способов сварки давлением в автомобилестроении широко применяют контактную сварку.
Электрическая контактная сварка основана на использовании тепла, выделяющегося при прохождении электрического тока через свариваемые детали, при этом металл в местах соприкосновения свариваемых деталей нагревается до пластического состояния, при котором детали соединяются под действием внешнего усилия и свариваются.
Контактная сварка имеет три разновидности: стыковую, точечную и шовную. При стыковой сварке детали собираются встык и свариют по всему контактному сечению.
При выполнении конструкций, работающих на герметичность, используется шовная сварка, при которой точки перекрывают друг пуга Шовная сварка применяется преимущественно при изготовлении баков для масла и бензина, труб из листовой стали и т. п.
Дефекты, возникающие в сварных соединениях. Дефектами сварных швов и соединений называют такие отрицательные признаки, наличие которых ухудшает механические, физико-механические и другие свойства швов и сварных соединений. Как правило, дефекты сварных швов исправляют вырубкой дефектных участков и последующей заваркой.
При дуговой и газовой сварке различают внешние и внутренние Дефекты сварных швов.
К внутренним дефектам сварных швов относятся: непровар кромок основного металла, несплавление валиков при многослойной сварке, аличие в шве загрязнений и шлаков, газовых пор, трещин в шве и основном металле, перегрев и пережог металла.
Дефекты сварных соединений, выполненных контактной сваркой Шк, точками и непрерывным швом, имеют особенности по сравнению с пороками при сварке плавлением, причем дефекты при точечной и шовной сварке аналогичны.
При стыковой сварке могут возникать следующие дефекты: непровар, подгар поверхности деталей, отсутствие соосности, пережог и перегрев металла. При точечной и шовной сварке встречаются следующие дефекты: непровар, трещины и перегрев.
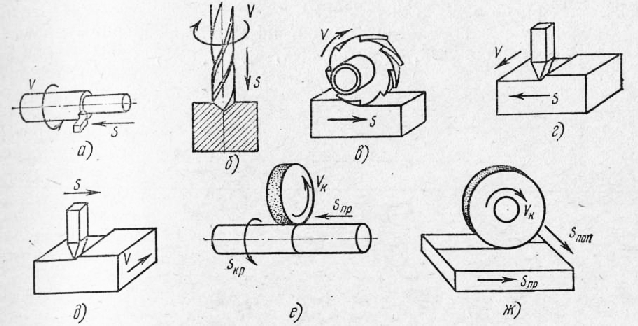
Обработка металлов резанием. Для получения заданных форм, размеров и класса шероховатости поверхности заготовки деталей автомобилей подвергают механической обработке резанием.
Обработку резанием осуществляют на металлорежущих станках: токарных, сверлильных, строгальных, фрезерных, шлифовальных и др.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Основные виды обработки металлов в автомобилестроении"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы