Строй-Техника.ру
Строительные машины и оборудование, справочник
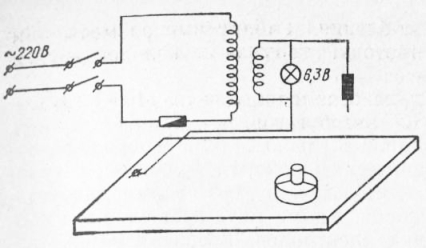
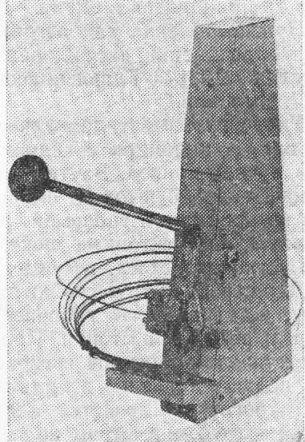
Прибор для маркировки деталей (рис. 1) предназначен для маркировки различных металлических изделий (инструмента, штампов, приспособлений и т. п.).
Маркировка металлических изделий осуществляется путем нанесения гравировки на их поверхности. Для нанесения гравировки маркируемая деталь укладывается на металлическое основание прибора. Гравировальный щуп снабжен медным наконечником и рукояткой, изготовленной из диэлектрического материала.
Прибор для маркировки деталей освоен в грузовом автопредприятии № 69 Главленавтотранса. Авторы В. С. Крупский, В. В. Туманов.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
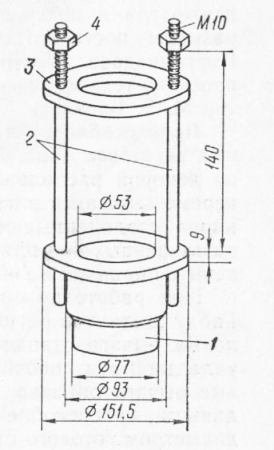
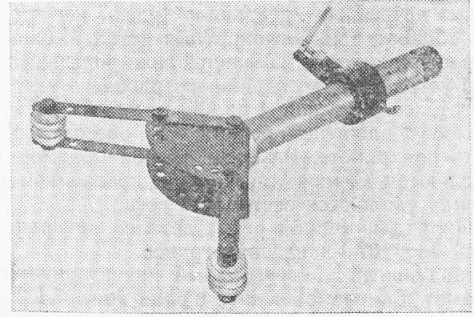
Приспособление для сверления отверстий в заготовках регулировочных шайб переднего моста автомобилей КамАЗ показано на рис. 2. Сверление отверстий большого диаметра в тонкой пластине представляет определенную сложность. Рационализатор А. Г. Агаев предложил простое приспособление для изготовления регулировочных шайб на токарно-винторезном станке. Это приспособление представляет собой оправку с двумя направляющими стержнями и прижимное кольцо. Заготовки регулировочных шайб (до 100 шт.) зажимаются между оправкой и прижимным кольцом с помощью гаек. Приспособление устанавливают в патрон токарного станка и производят высверливание отверстий во всем пакете шайб.
Данное приспособление внедрено в автоколонне № 1109 Главленавтотранса. Экономический эффект от его использования составляет 1324 руб.
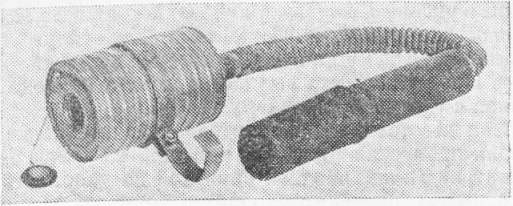
Устройство для подогревания масла в картере двигателя автомобилей, работающих на сжатом газе, в холодное время года состоит из инфракрасной горелки, расходного вентиля, шлангов, ручки, редуктора РДГ-6 и переходника.
Работа приспособления сводится к следующему: газ от редуктора высокого давления поступает по шлангам в переходник и далее в расходный вентиль, проходит через понижающий редуктор РДГ-6, где давление газа понижается до 0,3 кг/см2, после чего поступает в газовую горелку. Разогрев горелки после включения занимает не более 2 мин. Горелка должна работать без проскока пламени на сопло и видимых языков пламени на поверхности.
После того как горелка разогрелась, ее прижимают к картеру. Разогрев масла в картере происходит за 10—15 мин. Горелка выключается при прекращении подачи газа. Расход газа на разогрев масла в картере составляет около 3 м3.
Устройство внедрено в автоколонне № 1104 Главлен-автотранса. Автор Ю. В. Степанов.
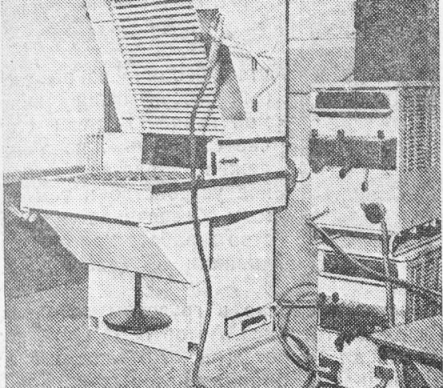
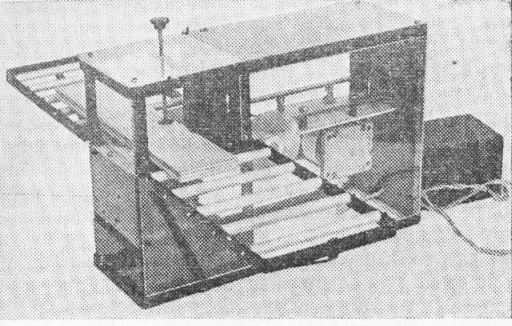
Пост электросварщика (рис. 3) оборудован поворотным столом с механическим ножным приводом, регулируемой системой отсоса газов и державками для установки защитных шторок. Кроме того, пост снабжен карманами для укладки электродов, креплением электродержателя и подсветкой рабочего места. Габаритные размеры поста — 1100X950X1900 мм, масса —450 кг. Пост внедрен в опытно-экспериментальных мастерских проектно-технологического бюро Главленавтотранса. Автор М. Э. Васильев.
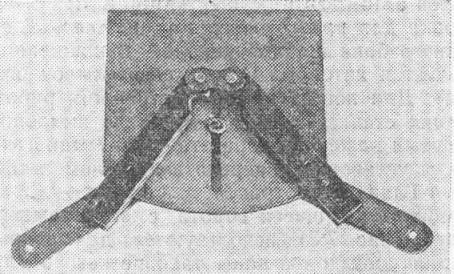
Приспособление для изготовления шплинтов из мерных заготовок (рис. 4) состоит из основания — плиты, на которой расположены гибочная оправка, свободно перемещающаяся в пазе плиты, и гибочные рычаги, шар-нирно соединенные между собой. Два силовых рычага, размещенных под плитой, в свою очередь, шарнирно связаны с оправкой и гибочными рычагами.
При работе приспособление устанавливают в тиски. Гибку шплинтов осуществляют следующим образом. Силовые рычаги отводят в крайние положения, заготовку укладывают в гибочные рычаги. При нажатии на силовые рычаги оправка формирует головку шплинта. На данном приспособлении изготавливаются шплинты с диаметром готового стержня до 3,6 мм.
Предлагаемое приспособление освоено в объединении пассажирского таксомоторного транспорта № 1 Главленпассажиравтотранса. Автор А. Н. Смирнов.
Опорное устройство (рис. 5) предназначено для облегчения работы ремонтника при отворачивании и заворачивании гаек колес с помощью баллонного ключа. Опорное устройство представляет собой площадку размером 700X180 мм, выполненную из стального листа толщиной 5 мм. К площадке приварена вертикальная стойка высотой 620 мм и толщиной 10 мм, для придания жесткости стойка снизу укреплена распорными косынками. К стойке под углом 45° приварена гребенчатая пластина длиной 880 мм, второй конец пластины приварен к площадке и укреплен распорными косынками. На гребенчатой пластине профрезерованы девять вырезов на глубину 30 мм шириной 25 мм.
Устройство устанавливается параллельно колесу так, чтобы один из вырезов был соосен отворачиваемой гайке. В этом случае стержень ключа надежно опирается на опорное устройство и тем самым обеспечивается удобство в работе при отворачивании (заворачивании) колесных гаек.
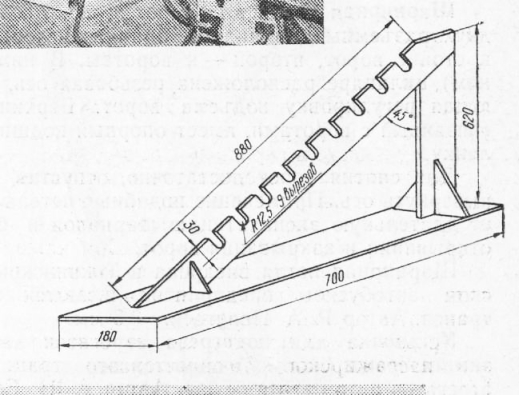
Опорное устройство внедрено в грузовом автопредприятии № 71 Главленавтотранса. Автор В. В. Остапюк.
Шарнирная петля для ворот (рис. 6) состоит из двух разъемных цилиндров, один из которых приварен к стойке ворот, второй — к воротам. В нижнем (опорном) цилиндре расположена резьбовая ось, обеспечивающая регулировку подъема ворот. Верхний цилиндр, связанный с воротами, имеет опорный подшипник и масленку.
Для снятия ворот достаточно, отпустив контргайку, вывернуть ось. Применение подобных петель обеспечивает длительную эксплуатацию шарниров и бесшумность открывания и закрывания ворот.
Шарнирная петля внедрена в Тихвинском пассажирском автобусном предприятии Главленпассажиравтотранса. Автор Р. А. Полетаев.
Установка для подогрева агрегатов автомобиля в зимнее время (рис. 7) является передвижной, подогрев агрегатов автомобиля осуществляется горячим воздухом. Установка для подогрева состоит из кожуха, отопителя, топливного бака и теплопроводов. В качестве отопителя используется автономный обогреватель от автомобиля «Татра». Для повышения эффективности работы удалена задняя стенка котла и заглушено выхлопное отверстие. Время разогрева агрегата — 5—7 мин.
Такая установка внедрена в грузовом автопредприятии № 4 Главленавтотранса.
Самоуплотняющиеся ворота с электромеханическим приводом (рис. 8) используются для закрывания и утепления проездов в зоны технического обслуживания и ремонта автомобилей. Ворота оборудованы самоуплотняющимися прокладками и защитными козырьками.
В конструкцию входят ворота, опоры, ловители и подъемный механизм. Ворота состоят из сварной металлической рамы, зашитой досками, и двери. Верхней частью ворота при помощи подшипниковых узлов крепятся к опорам. В их нижней части по обеим сторонам установлены ловители, через которые ворота связаны посредством троса с подъемным механизмом. Подъемный механизм представляет собой лебедку, состоящую из электродвигателя, ременной передачи, редуктора, двух барабанов и соединительных валов с муфтами.
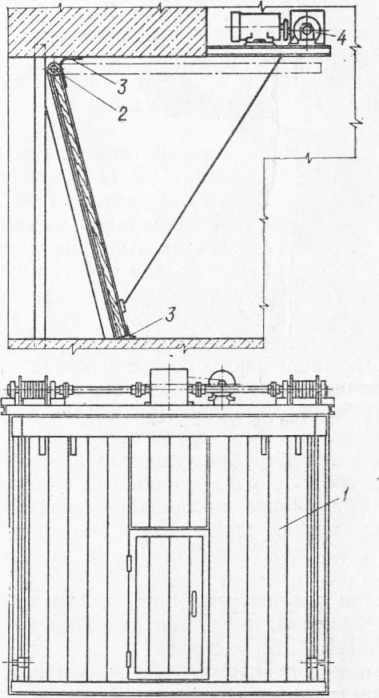
Уплотнения выполнены из листовой резинотканевой ленты. Управление открыванием и закрыванием ворот осуществляется с пульта, установленного на стене рядом с воротами. При закрывании (опускании) ворота силой своей тяжести самоуплотняются. При обрыве троса они фиксируются ловителями в том положении, при котором произошел обрыв троса.
Габаритные размеры ворот — 4000X3000 мм, масса — 200 кг. На подъем (опускание) ворот затрачивается 0,5 мин.
Конструкция ворот разработана рационализаторами грузового автопредприятия № 11 Главленавтотранса М. В. Дмитриевым, В. А. Комбаровым, Г. Ф. Хомутовым.
Устройство для нейтрализации выхлопных газов (рис. 9) устанавливается на выхлопную трубу любого автомобиля и предназначено для очистки выхлопных газов от вредных компонентов при проезде автомобиля к месту ремонта или обслуживания. Устройство состоит из коробки, резинового гофрированного шланга от противогаза (выбракованного по сроку хранения) и резинового наконечника для присоединения устройства к выхлопной трубе автомобиля. При въезде в ремзону устройство подвешивается к кронштейну кузова автомобиля и подсоединяется к трубе глушителя.
Установлено, что одна коробка от противогаза обеспечивает эффективное поглощение вредных компонентов выхлопных газов при заезде в зону ремонта или обслуживания 50 легковых или 15—20 грузовых автомобилей.
Устройство для нейтрализации выхлопных газов внедрено в пассажирских предприятиях Главленпассажирав-тотранса. Автор Г. В. Васильев.
Настольное полуавтоматическое приспособление для изготовления шплинтов изображено на рис. 10. На корпусе приспособления (он закрыт кожухом) размещены матрицы для обрезания заготовок в размер, ползун, несущие гибочные рычаги, один из которых является отрезным пуансоном, а также тара для сбора готовых шплинтов. Для установки размера шплинта имеется упор. Наружу кожуха выходит рукоятка привода, соединенная с гибочной оправкой.
При изготовлении шплинтов конец профильной проволоки пропускают плоской стороной по режущей кромке матрицы над гибочной оправкой до упора. Движением рукоятки привода приводят в действие ползун и гибочные рычаги. Производительность приспособления — до 5 тыс. шплинтов в смену.
Приспособление для изготовления шплинтов внедрено в объединении пассажирского таксомоторного предприятия № 1 Главленпассажиравтотранса. Автор А. Н. Смирнов.
Универсальный гидравлический трубогиб (рис. 11) состоит из цилиндра с гидравлическим насосом, имеющим ручной привод. Внутри цилиндра находится выдвигаемый силовой шток со сменным гибочным наконечником по профилю изгибаемой трубы. К корпусу цилиндра крепятся две секторные щеки, имеющие ряд отверстий для установки стоек, несущих гибочные ролики.
Для сгибания труб стойки закрепляют на нужную ширину, устанавливают гибочный наконечник на силовой шток и ролики на стойки. Профиль роликов должен соответствовать профилю изгибаемых труб. Ручным насосом подают давление в цилиндр и выдвигают шток.
Трубогиб применяется для гибки водопроводных и газовых труб диаметром до 20 мм. Он освоен в автоколонне № 1107 Главленавтотранса. Автор С. А. Хотяков.
Безопасная поперечная пила для мерной резки деталей из древесных материалов (рис. 12) предназначена для обработки малогабаритных деталей. Она состоит из сварного каркаса, направляющих рольгангов, прижимного устройства и подвижного рабочего узла с.электродвигателем и дисковой пилой, который вводится в рабочую зону нажатием педали, что обеспечивает безопасность при работе. Размеры обрабатываемой детали определяются мерной линейкой, закрепленной на панели. Опилки удаляются системой отсоса.
Пила для мерной резки деталей внедрена в автоколонне № 1107 Главленавтотранса.
Модульный универсальный двухпозиционный пресс-автомат для листовой штамповки (рис. 13) состоит из нескольких сменных узловых элементов листовой штамповки, образующих комплект-модуль, с помощью которого можно получить большое число разнообразных штампованных деталей высокого качества. Производительность пресс-автомата зависит от сложности получаемой детали, количества рядов деталей в обрабатываемой заготовке, технической характеристики пресса и составляет от 100 тыс. до 2,5 млн. шт. деталей в смену.
Пресс-автомат предназначен для изготовления деталей из ленты или полосы в автоматическом режиме. Подача заготовки осуществляется за счет горизонтального возвратно-поступательного движения рабочих частей штампа. Одновременно с этим производится штамповка деталей в вертикальном направлении. Процесс самоподачи начинается с момента зажима материала между пуансоном и матрицей и заканчивается при выходе пуансона из матрицы и снятии материала с пуансона. Конструкция пресса предусматривает возможность замены любого из его элементов без демонтажа соседних.
На пресс-автомате возможна установка грейферного механизма переноса штучных заготовок (деталей) с одной позиции на другую, а также установка кассеты со штучными заготовками. Все подвижные части пресса во время работы закрыты прозрачным кожухом, что обеспечивает необходимую технику безопасности и в то же время позволяет вести визуальное наблюдение за работой механизмов и процессом формообразования. Загрузка обрабатываемого материала (ленты или полосы) в зону штамповки производится только при работающем пресс-автомате.
Преимущество пресс-автомата перед кривошипно-ша-тунными прессами заключается в значительном повышении производительности труда, снижении уровня шума и сокращении сроков подготовки производства, а также в возможности загружать обрабатываемый материал в зону штамповки через тормозное устройство без остановки пресса. Пресс-автомат является металлоемким механизмом.
Модуль листоштамповочного пресса-автомата, состоящий из комплекта конструктивных элементов, можно изготовить на любом промышленном производстве, в том числе и на автопредприятии, оснащенном станочным оборудованием. Стоимость изготовления одного пресса — около 2 тыс. руб.
Пресс-автомат разработан проектно-технологическим бюро Главленавтотранса. Экономический эффект от внедрения одного пресса-автомата составляет 60 тыс, руб. в год. Автор В. А. Лященко (авт. свид. № 1183396).
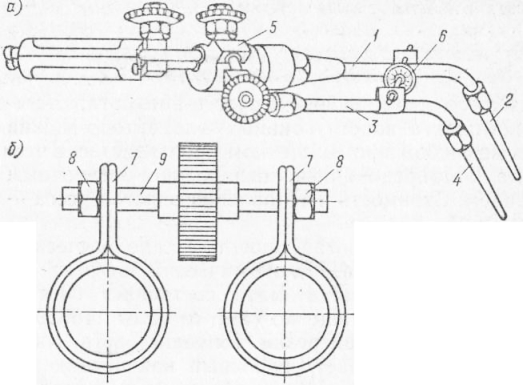
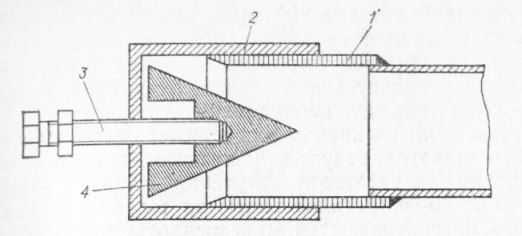
Резак для кислородной резки тонколистового материала (рис. 14) включает сварочный наконечник с мундштуком для подвода горючей смеси и дополнительный сварочный наконечник с мундштуком для подвода струи кислорода, расположенный параллельно с наконечником в горизонтальной плоскости. Наконечники с помощью резьбовых накидных гаек соединены с распределительным коллектором.
Для изменения расстояния между наконечниками предусмотрен узел регулировки. Узел (рис. 14, б) состоит из хомутиков, надетых на наконечники и имеющих гайки (одну — с левой, а другую — с правой резьбой) и винта с барашком (соответственно с одного конца — с левой, а с другого — с правой резьбой) .
При такой конструкции резака легко и плавно производится регулировка расстояния между каналами горючей смеси и режущего кислорода, чем обеспечивается необходимый нагрев металла для получения реза хорошей го качества, а хорошая видимость направления струиГ режущего кислорода позволяет направлять ее точно пег линии реза.
Предлагаемая конструкция резака позволяет регулировать нагрев металла также и поворотом наконечника горючей смеси к поверхности нагрева в ту или иную сторону к направлению резки, что позволяет быстро установить оптимальный нагрев металла практически для любой толщины листа.
Резак внедрен в опытно-экспериментальных мастерских Главленавтотранса. Авторы М. Э. Васильев, Э. М. Васильев, В. С. Шумский (авт. свид. № 759798).
Запор заднего борта кузова (рис. 15) предназначен для уменьшения потерь сыпучих грузов. Это обеспечивается плотным прилеганием борта к кузову при закрытом положении борта. Запор заднего борта содержит двуплечий рычаг, шарнирно закрепленный в кронштейне кузова самосвала. Плечо рычага посредством гибкой тяги через пружину связано с кронштейном рамы самосвала. Тяга соединена с пружиной при помощи резьбового стержня, имеющего регулятор силы прижима запора, выполненный в виде гаек.
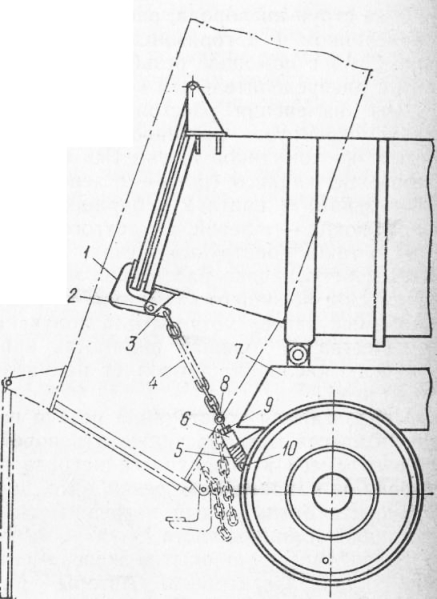
Устройство работает следующим образом. При опускании кузова самосвала рычаг под действием тяги 4 поворачивается в кронштейне и прижимает своим плечом борт к кузову. Пружина 5 обеспечивает прижатие борта к кузову с определенным усилием и в случае попадания между бортом и кузовом какого-либо предмета предохраняет устройство от поломки.
Запор заднего борта внедрен в грузовом автопредприятии № 4 Главленавтотранса. Авторы Л. В. Дариенко, В. М. Сычев (авт. свид. № 742187).
Противоугонный замок (рис. 16) состоит из разъемного хомута, болта с конусной головкой, конусной втулки со шлицами и болта крепления втулки на конусной головке. В торце головки замкового болта имеется резьба под стяжной болт. Для затяжки замкового болта на него надевают конусную втулку, которая прижимается болтом. С помощью этого болта и затягивают замковый болт. Затем, придерживая втулку за шлицы, отворачивают стяжной болт и снимают конусную втулку. Без наличия втулки с гладкой конусной поверхностью замковый болт практически отвернуть невозможно. Шарниром хомута служат гайка и болт с заклепанной резьбой. Противоугонный замок разработан применительно к полуприцепу, где он устанавливается на шейку буксирного штыря.
Замок разработан и внедрен в объединении грузового автопредприятия № 9 Главленавтотранса.
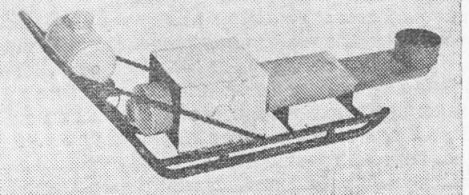
Передвижная установка для подогрева двигателей автомобилей в зимнее время показана на рис. 17. Способ подогрева двигателей в зимнее время с помощью газовых горелок инфракрасного излучения получил широкое распространение как на автопредприятиях Ленинграда, так и по всей стране. В основном используется централизованный метод подачи газа к горелкам из городской системы снабжения бытовым газом. При этом каждый автомобиль «привязан» к определенной точке подогрева и обогревается весь межсменный период, что приводит к неоправданному перерасходу газа.

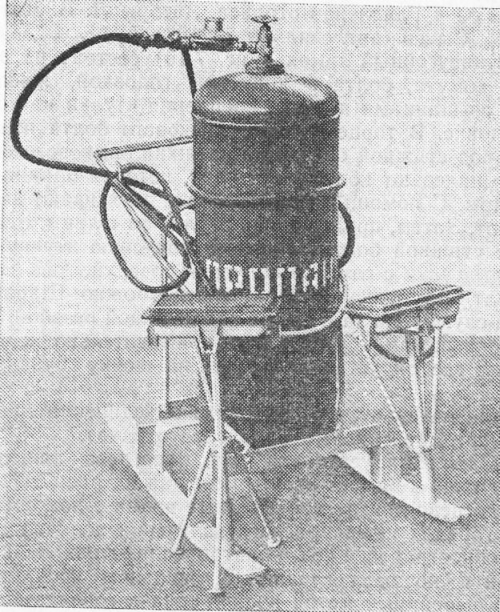
Рационализаторами грузового автопредприятия № 39 Главленавтотранса (и ряда других предприятий) предложено передвижное устройство для разогрева двигателя только в предпусковой период. Устройство представляет собой тележку, оборудованную газовым баллоном емкостью 50 л, тройником для присоединения гибких резиновых шлангов, редуктором низкого давления и горелками инфракрасного излучения типа ГИИ-В-3, ОСТ-51-02-25-85. Установленные на тележке колеса или полозья обеспечивают ей маневренность и возможность подачи газообогрева к автомобилям, расположенным в любом месте стоянки. Прогрев двигателя для надежного запуска длится 15—20 мин.
Как показал опыт, годовой экономический эффект от использования подобных устройств в грузовом автопредприятии № 39 достигает 5855 руб. Авторы В. Ф. Митен-ков, В. И. Гагильцев, В. И. Матвиенко, К. Д. Широков.
Насадка на выхлопную трубу газобаллонных автомобилей (рис. 18) служит для изменения температуры газовой смеси при низких температурах окружающего воздуха. Устройство работает на принципе изменения проходного сечения выхлопной трубы на выходе отработавших газов. Основным элементом насадки является труба диаметром 50 мм и длиной 70 мм, приваренная к срезу выпускной трубы глушителя. На трубу устанавливается скоба из стальной полосы толщиной мм. Скоба по оси трубы имеет резьбовое отверстие под болт (М10), на конце которого установлен конус из нержавеющей стали. Регулировка температуры газовой смеси производится вводом конуса в наконечник трубы с помощью болта до достижения устойчивой работы двигателя.
Авторы А. В. Леншин, Н. А. Широков.
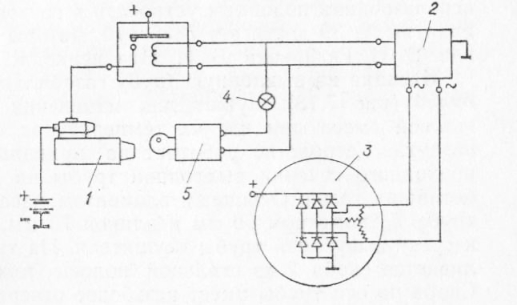
Устройство для блокировки включения стартера автомобилей «Москвич» (рис. 19) предназначено для блокировки включения стартера при работающем двигателе. Устройство разгружает контакты включения зажигания и обеспечивает введение в схему лампы контроля работы генератора. Для этих целей требуется включить в электросхему дополнительно реле стартера от автомобиля ГАЗ-24 типа РС-507, реле блокировки 3 РБ-1 от автомобиля «Запорожец» и контрольную лампу А-12 с красным стеклом. Контрольная лампа устанавливается на щитке приборов, а реле стартера и реле блокировки — в моторном отсеке (порядок соединения приборов указан на схеме). Проводники, подающие напряжение от клеммы стартера на дополнительное и тяговое реле, должны иметь в сечении не менее 2 мм2, так как по ним проходит ток значительной силы. Все остальные проводники схемы могут иметь сечение 0,75—1,0 мм2.
Устройство внедрено в объединении грузового автотранспорта № 1 Главленавтотранса. Автор Н. В. Лебедев.
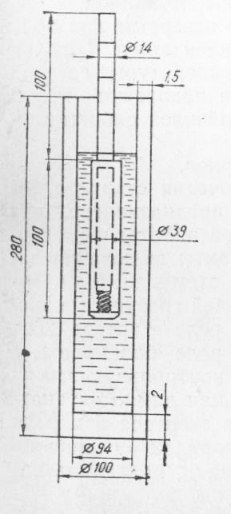
Ареометр для определения концентрации тосольной смеси (рис. 7.20) представляет собой стеклянный стакан, наполненный испытуемой жидкостью, в который погружен алюминиевый поплавок со штоком. На шток нанесены деления (тарированная шкала). В зависимости от того, на какое деление всплывает поплавок по отношению к линии отсчета (т. е. от уровня жидкости в стакане), и определяется насыщение тосолом жидкости.
Данное приспособление применяется в Ленинградском производственном автотранспортном объединении ме ладу город ных перевозок № 1. Экономический эффект от его использования составляет 370 руб. Автор Б. С. Гончарук.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Прочие устройства, приспособления и оснастка для обслуживания и ремонта автомобилей"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы