Строй-Техника.ру
Строительные машины и оборудование, справочник
Восстановление клапанов. Впускные клапаны изготавливают из сталей 4Х9С2, Х10СГМ; 4Х10С2М и других, подвергают закалке и отпуску до твердости HRC 35…40. Конец стержня на длине 3…5 мм от торца закаливают после механической обработки нагревом Т.В.Ч. до твердости HRC 45…60. Выпускные клапаны, работающие в условиях высоких температур, подвергаются газовой коррозии, поэтому их изготавливают из высоколегированных жаростойких сталей ЭИ-992, ЭП-303, Х5ТУОГМ, 4X14MJ4B2M и других или делают сварными, стержень — из стали 40ХМ и других, а тарелку — из жаростойкой стали.
Стержни выпускных клапанов двигателей ЗИЛ-130 и 3M3-53 заполнены металлическим натрием, чтобы улучшить отвод теплоты от тарелки, а рабочие фаски тарелки клапана наплавлены износостойким сплавом ВХН-1. Выпускные клапаны так же, как и впускные, подвержены закалке и отпуску до твердости HRC 25…38.
Основные дефекты клапанов: изгиб стержня и биение рабочей фаски, износ и подгорание поверхности фаски, износ торца, выточки под сухарики и боковой поверхности стержня.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Клапаны выбраковывают при подгорании тарелки, при любых трещинах, а также при высоте цилиндрического пояска тарелки менее 0,5 мм после шлифования фаски клапана.
Изгиб стержня и биение фаски проверяют на индикаторных приспособлениях. Клапан укладывают на призмы приспособления и прижимают его двумя роликами прижима. От осевого перемещения клапан удерживается регулируемым упором и пальцем с резиновым присосом на конце. Поворачивая клапан на 360° маховиком по индикаторам, установленным к стержню, и рабочей фаске клапана, определяют биение фаски и изгиб стержня. Правят стержень клапана вхолодную и снова проверяют на приспособлении. Биение фаски и стержня допускается не более 0,03 мм.
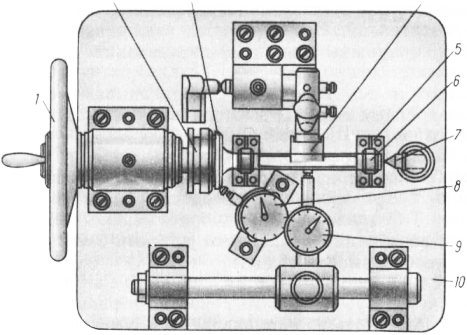
Рис. 1. Приспособление для проверки биения рабочей фаски и стержня клапана:
1 — маховик; 2 — палец; 3 — клапан; 4 — прижим; 5 — призма; 6 — ролик; 7 — упор; 8 и 9 — индикаторы; 10 — плита.
Изношенные фаски тарелок клапанов шлифуют на специальных станках типа ПТ-823, модели 2414 и других до выведения следов изнашивания. Если высота цилиндрического пояска тарелки окажется менее 0,5 мм, то клапан выбраковывают или восстанавливают протачиванием на уменьшенный размер клапана другого двигателя. Фаски восстанавливают также наплавкой смеси твердых сплавов газопламенной горелкой или плазменной струей при помощи специальных приспособлений. После наплавки фаски шлифуют до получения нормальной высоты цилиндрического пояска.
Изношенный стержень клапана шлифуют под уменьшенный диаметр (автомобильные двигатели) или наращивают (хромированием, железнением) и шлифуют под нормальный размер. Торец стержня шлифуют до выведения следов изнашивания.
Восстановленный клапан должен отвечать следующим требованиям: овальность и конусность стержня не более 0,02 мм, биение рабочей фаски тарелки клапана в пределах 0,01…0,03 мм (для двигателей разных марок). Шероховатость поверхности фаски и стержня не ниже 8-го класса.
Ремонт коромысла и оси коромысла. Коромысла клапанов штампуют из стали 45. Поверхность бойка закаливают нагревом В.Ч. на глубину 2…5 мм до твердости не ниже HRC 50. Ось коромысел изготавливают из малоуглеродистой стали 20 или 30, рабочую поверхность цементуют на глубину 0,4…0,8 мм, а возле отверстий ее закаливают нагревом Т.В.Ч. до твердости HRC 50…58.
Основные дефекты коромысел: износ поверхности бойка, отверстия под втулку и втулки; повреждения и износ резьбы; трещины; изгиб и излом. Ось коромысел изнашивается по наружной поверхности, возможны трещины, отслаивание слоя цементации, изломы и изгибы.
Коромысло и ось коромысла выбраковывают при трещинах, изломах, аварийных изгибах и отслаиваниях слоя цементации на оси коромысла.
Боек коромысла шлифуют по шаблону до выведения следов изнашивания; при уменьшении высоты бойка за пределы допускаемой и при снижении твердости бойка его наваривают электродами Т-590 или Т-620 и обрабатывают по шаблону под нормальный размер или наплавляют другими электродами и закаливают до необходимой твердости.
Отверстие коромысла под ось восстанавливают развертыванием до увеличенного ремонтного размера, постановкой втулки и обработкой ее до нормального или уменьшенного размера. При ослаблении втулки (коромысла с втулками) отверстие развертывают под втулку с увеличенным размером по наружному диаметру. Изношенные втулки развертывают под увеличенный ремонтный размер или заменяют и развертывают под уменьшенный размер или нормальный, в зависимости от размера устанавливаемой оси.
Изношенную резьбу восстанавливают нарезанием резьбы увеличенного размера и изготавливают новый регулировочный винт — с контргайкой. Можно также восстанавливать резьбу осадкой, то есть конец коромысла с резьбовым отверстием нагреть до температуры 900…950°С и осадить. Затем рассверлить отверстие и нарезать резьбу нормального размера.
Ось коромысла восстанавливают шлифованием под уменьшенный размер или наращивают (вибродуговой наплавкой, хромированием, железнением) и обрабатывают под нормальный или увеличенный размер. Погнутую ось правят вхолодную.
После окончательной обработки овальность посадочных мест под коромысла допускается не более 0,02 мм и непрямолинейность на всей длине — не более 0,02 мм.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Ремонт деталей клапанного механизма"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы