Строй-Техника.ру
Строительные машины и оборудование, справочник
В процессе эксплуатации изнашиваются многие детали, в результате возникают отказы, устраняемые при ремонте.
В условиях гаража могут быть устранены следующие основные виды отказов:
а) износ вкладышей коренных и шатунных подшипников коленчатого вала;
б) износ поршней, гильз, поршневых колец и пальцев;
в) отложение нагара на поршнях, клапанах, головке цилиндров;
г) подгорание клапанов и их седел;
д) прогорание прокладок головки цилиндров, выпускных коллекторов;
е) износ направляющих втулок и стержней клапанов;
ж) трещины блока и головки цилиндров двигателя;
з) прогорание выпускных трубопроводов, глушителя и др.
Изношенные вкладыши, поршни, гильзы, поршневые кольца и пальцы заменяют новыми. Для этого сливают масло нз картера двигателя, отсоединяют оборудование и снимают двигатель с автомобиля. Снятый двигатель разбирают на специальном стенде, позволяющем поворачивать его на 360° относительно оси коленчатого вала, пользуясь съемниками. Все снятые детали проверяют и при необходимости помечают (крышки коренных и шатунных подшипников, шатуны, поршни и т. д.)-При восстановлении пар трения изношенных деталей их подбирают так, чтобы обеспечивались необходимые зазоры или натяги.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Чтобы узнать, под какую размерную группу восстанавливать изношенный цилиндр двигателя, следует учитывать величину износа, его неравномерность, а также величину требуемого припуска на обработку (при расточке цилиндров — 0,1—0,2 мм, при хонинговании — 0,02— 0,05 мм).
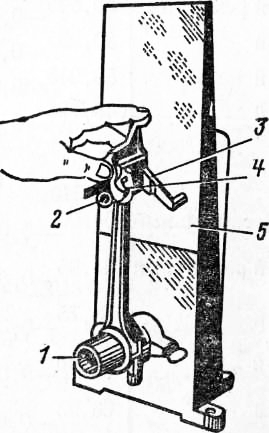
Поршни и гильзы подбирают так, чтобы зазор между стенкой гильзы и юбкой поршня был в пределах 0,012—0,24 мм. Величину зазора можно проверить лентой-щупом, который протягивается с усилием 2,25—4,5 кг при неподвижном поршне. Если ленты-щупа нет, то при правильном подборе поршень должен опускаться в гильзе под действием собственного веса. Подобранные гильзы и поршни нумеруются в соответствии с порядковыми номерами цилиндров. При сборке поршней с шатунами необходимо проверить шатуны на погнутость и скручивание в специальном приспособлении.
Для этого нижняя головка шатуна надевается на оправку, а в верхнюю головку вставляется поршневой палец и на него накладывается с помощью призмы калибр с тремя ножками. Калибр устанавливается так, чтобы торцы ножек касались плиты. Если при этом все три ножки калибра касаются плиты, то шатун исправен, если одна нижняя ножка,— шатун скручен, а если одна верхняя или обе нижние,— шатун погнут.
Поршневые кольца к гильзам и поршням подбирают в соответствии с размерами гильз Цилиндров и поршней. Зазор в замке поршневых колец должен быть в пределах (мм): для компрессионных колец — 0,15—0,65, для мас-лосъемных чугунных — 0,25—0,60 и для маслосъемных стальных разборных— 0,3—0,8. Зазор по высоте между кольцами и канавками поршня должен быть (мм): у компрессионных колец 0,028—0,082, а у масло-съемных — 0,02—0,08. Необходимый зазор в замке колец достигается подпиливанием стыков колец. При этом необходимо следить, чтобы стенки колец были параллельными. Зазор между канавкой и кольцом по высоте достигается путем подбора колец по канавкам, а при необходимости — притиркой мелкозернистой наждачной шкуркой или бруском.
Подобранные поршни соединяют с шатунами, предварительно заменив втулки верхних головок шатунов. При замене втулки в ней сверлят отверстие для смазки и разворачивают разверткой отверстие номи-папьного размера под поршневой палец. Последний должен плавно входить под нажимом пальца руки в отверстие втулки после его развертывания. При соединении шатуна с поршнем последний нагревают в масляной или водяной ванне до температуры 75—80 °С. При этом поршневой палец должен плавно входить в отверстие бобышки поршня.
Вкладыши подшипников подбирают в соответствии с размерами шеек коленчатого вала, которые могут быть номинального и ремонтных размеров. Выбор ремонтного размера шейки коленчатого вала зависит от того, какой размер они имели до ремонта (номинальный, 1-й, 2-й ремонтный и т. д.), а также от величины и характера износа (наличие царапин, неравномерность износа и т. п.). При этом следует учитывать наиболее изношенную шейку и по ней определять ремонтный размер, а все остальные шейки (коренные или шатунные) шлифуются под этот же размер.
Коленчатый вал устанавливают так, чтобы был обеспечен необходимый осевой зазор, который регулируется путем подбора упорных шайб. Проверяют осевой зазор прибором, содержащим индикатор, который крепится на носке конического вала, а измерительный стержень соприкасается с поверхностью блока двигателя.
Затяжку болтов крепления крышек коренных и шатунных подшипников двигателя необходимо производить динамометрическим ключом с установленными моментами.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Ремонт двигателя в условиях гаража"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы