Строй-Техника.ру
Строительные машины и оборудование, справочник
Электрические и пневматические ручные ножницы, применяемые для резки листового металла и проката, делятся на ножевые, вырубные, прорезные, дисковые и рычажные. В строительстве наибольшее распространение получили ножницы первых трех типов.
Тип ручных ножниц определяется конструкцией режущего инструмента: у ножевых ножниц имеются два ножа, из которых один — подвижный, а другой — неподвижный; у вырубных ножниц режущим инструментом служат пуансон и матрица, у прорезных — два неподвижных ножа и один подвижный, перемещающийся между ними; у дисковых ножниц режущий инструмент — два вращающихся диска.
Модификацией вырубных ножниц являются кромкорезы — ручные машины для подготовки кромок деталей под сварку встык. Они позволяют получать фаску длиной до 10 мм (по гипотенузе) и под углом 30, 45 и 60
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Для резки профильного металла и труб небольшого диаметра получили широкое распространение высокооборотные электрические и пневматические шлифовальные ручные машины, оснащенные абразивными армированными кругами высотой до 3—4 мм.
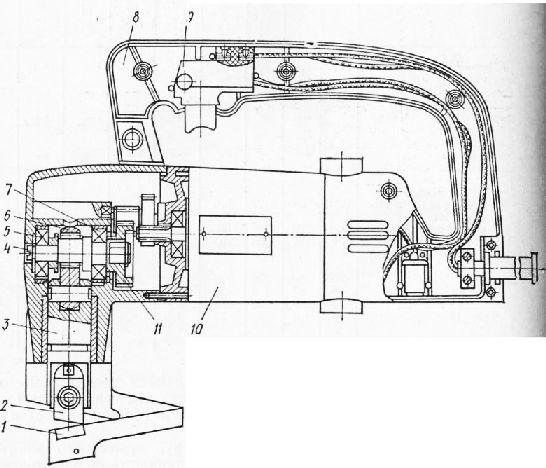
Электрические ручные ножницы ножевые ИЭ-5403 предназначены для прямой и фасонной резки листовой стали средней твердости толщиной до 2,5 мм.
Они имеют однофазный электродвигатель с двойной изоляцией. Взаимное расположение (необходимый зазор и заход) обоих ножей регулируется винтами. В рукоятке смонтирован выключатель куркового типа с фиксатором включенного положения. В задней крышке закреплен токоподводящий кабель. Имеется устройство для подавления радиопомех.
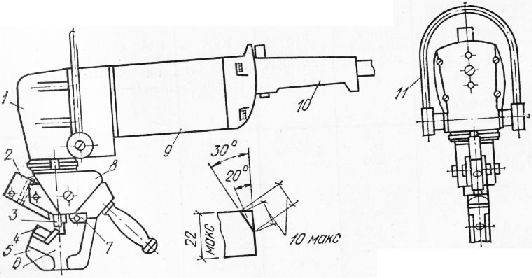
Пневматические ручные ножницы вырубные ИП-5502 используют для прямолинейной и фасонной резки листового проката из стали средней твердости и цветных металлов.
Пневмодвигатель встроен в литой корпус. Вращение ротора передается через водило редуктора кривошипу, на котором установлен шатун, сообщающий ползуну возвратно-поступательное движение.
Электрокромкорез Э-21 предназначен для снятия фасок под сварку металлических крупногабаритных деталей из листового материала и труб. Для обработки мелких деталей кром-корез можно использовать в виде стационарной установки, закрепив его на специальной стойке в вертикальном или горизонтальном положении. При помощи электрокромкореза можно подготовить любые кромки листовой стали для последующей газовой и электродуговой сварки К-, У- и Х-образной формы.
Для уменьшения воздействия веса машины на руки рабочего кромкорез может быть укреплен на балансирной подверке, для чего предусмотренным.
Пневматические ручные ножницы ножевые, вырубные и кромкорезы по «воей конструкции повторяют электрические с той лишь разницей, что вместо электрических в них встроены двигатели пневматические.
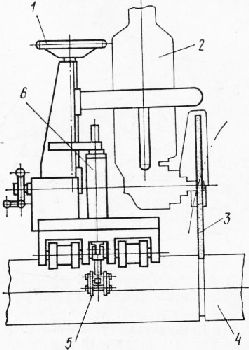
Дисковые маятниковые пилы переносные предназначены для резки стальных труб и металлопроката абразивными кругами.
Пила маятниковая ПД М-75, наиболее распространенная в строительных и монтажных организациях, состоит из двух площадок — неподвижной и подвижной, качающейся на оси. На неподвижной площадке закреплены тиски с двумя подвижными губками для крепления разрезаемого материала и стойка для оси. На подвижной площадке установлены электродвигатель и подшипниковый узел с абразивным кругом. Шпиндель приводится во вращение электродвигателем через клиноременную передачу.
Для резки стальных труб на стройках применяются приводные труборезные станки.
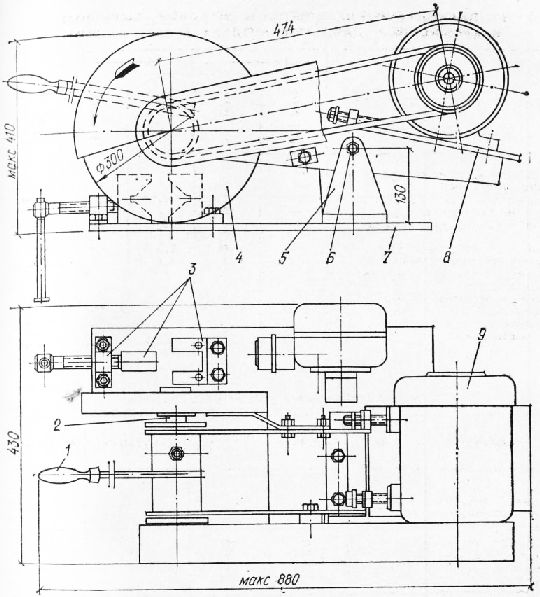
Электротруборез И Э-6302 предназначен для резки стальных труб и снятия фасок на них при выполнении монтажных и строительных работ. Резка осуществляется армированными абразивными кругами путем обкатки трубореза вокруг обрабатываемой трубы.
Шлифовальная электромашина крепится к механизму подачи обкатного устройства, состоящего из опорной плиты с кронштейнами, подпружиненного захвата и механизма подачи.
Электротруборез устанавливают на трубе при помощи втулоч-но-роликовой цепи с закрепленными на ней с определенным шагом тележками, которые служат для обкатки трубореза в процессе работы.
Конструкция электротрубореза позволяет обрабатывать трубы больших диаметров с использованием второй шлифовальной машины. п этом случае машины располагаются симметрично.
Эксплуатация ручных машин и устройств для резки металла и труб. Ножевые и вырубные ручные ножницы.
При подготовке ручных ножниц к работе следует проверить: – соответствие напряжения в сети напряжению, на которое рассчитаны электрические ножницы, или давление сжатого воздуха в магистрали; – надежность закрепления ножей или пуансона и отсутствие на них трещин, выбоин, сколов и пр.; – прочность затяжки резьбовых соединений.
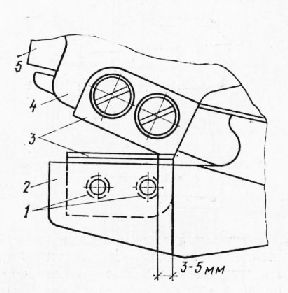
Как подтверждает многолетняя практика, оптимальный раскрой металла достигается в том случае, когда угол а между нижним неподвижным и верхним подвижным ножами не превышает 25°. При большем угле разрезаемый лист выталкивается из зева, а при меньшем увеличивается усилие реза.
Зазор между ножами в плоскости, перпендикулярной плоскости реза, устанавливают по щупу в каждом конкретном случае в зависимости от толщины разрезаемого листа.
Металл перед резкой очищают от грязи и песка, после чего проводят разметку.
В процессе резки ножевые ножницы нужно наклонять так, чтобы ножи имели относительно плоскости разрезаемого листа небольшой угол.
Для улучшения условий резки режущие кромки ножей периодически смазывают машинным маслом.
При переточке ножей следует строго сохранять рекомендуемые задние углы заточки: 5° для неподвижного ножа и 7° для подвижного.
Периодически, но не более чем через каждые 200 ч работы ножевых и вырубных ножниц, необходимо заменять универсальную смазку УС-3 (ГОСТ 1033—79). При этом следует учитывать, что смазка шарикоподшипников и шестерен обеспечивается запасом смазки, находящейся в гнездах подшипников и в редукторе. При замене смазки нельзя заполнять более 2/3 свободного пространства корпуса.
Вырубные ножницы более маневренны, чем ножевые, благодаря сравнительно небольшому размеру пуансона в поперечном сечении и возможности поворота ножниц вокруг него. Поэтому ими можно раскраивать лист по сложному криволинейному контуру, вырезать фигурные отверстия внутри листа. Для захода режущего инструмента необходимо предварительно просверливать отверстие диаметром 25—35 мм. Чистота реза достигается при соблюдении надлежащего зазора между пуансоном и матрицей и угла заточки, выверенных при помощи специального шаблона, прилагаемого к вырубным ножницам.
При внезапной остановке вырубных ножниц (выход из строя эксцентрика и шатуна или другие причины) их следует немедленно отключить от источника питания и заменить в инструментально-ремонтной мастерской на другие.
Ножи к ножевым ножницам, пуансоны и матрицы к вырубным могут быть изготовлены из стали марки У8А с последующей термической обработкой. Однако для увеличения стойкости инструмента целесообразно изготовлять его из стали марки Х12Ф1 или Р18.
Кр/мкорезы. Электрическим и пневматическим кром-корезом можно работать при движении как спраза налево, так и слева направо, в обычном и перевернутом (потолочном) положении.
При работе следует учитывать, что наименьшая толщина обрабатываемого листового металла равна 4 мм, а наибольшая — 22 мм, наибольшая образуемая фаска по гипотенузе не превышает 10 мм. Диаметр обрабатываемой кромкорезом трубы — от 150 мм и выше.
Перед работой электрокромкорез Э-21 подключают к сети через преобразователь тока ИЭ-9401, выходные параметры которого соответствуют паспортным данным машины.
Подготавливая кромкорез к работе: – проверяют состояние резца: на его режущих кромках не допускаются сколы, трещины, выбоины, притупления; – устанавливают требуемый угол скоса кромок; – регулируют нижний и боковой упоры на толщину обрабатываемого листа или трубы; – проверяют, что давление воздуха в магистрали (применяя пнев-мокромкорез) не менее 0,6 МПа.
Работу кромкорезом можно начинать только после того, как он наберет необходимую частоту вращения.
В процессе эксплуатации машины нужно постоянно наблюдать за исправным состоянием токопровода, надежно его защищать от механических повреждений и не допускать излишних натяжений. Штепсельное соединение надо содержать всегда сухим с закрытым запорным кольцом.
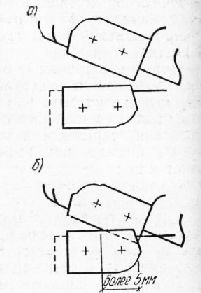
Для получения удовлетворительного качества скоса следует подбирать величину подачи так, чтобы в крайнем верхнем положении резца режущая кромка его полностью выходила за плоскость верхней опоры на 1—2 мм, а в крайнем нижнем положении — режущая кромка резца также полностью выходила за плоскость, но боковой опоры в пределах 1—1,5 мм.
После затупления одной режущей кромки пуансон переставля-юг на другую кромку, повернув его на 180°.
Заточку пуансонов к кромкорезам проводят в соответствии с ре-омендациями, разработанными Всесоюзным проектно-технологи-ческим институтом ВПТИ Монтажспецстрой (рис. 5).
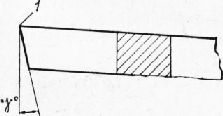
При обработке очень мягких материалов рекомендуется перетачивать передний угол пуансона с 0 на 5—10°. Заточку проводят при хорошем охлаждении и небольшом усилии. Минимальная длина пуансона после переточки должна быть не менее 95 мм.
Обеспечивая безопасность рук в процессе замены режущего инструмента и ручного проворачивания эксцентрикового вала, в зависимости от рода привода кромкореза следует надежно отключить электропитание или подачу сжатого воздуха.
В период работы ось кромкореза необходимо располагать так, чтобы она была параллельна кромке обрабатываемого листа.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Ручные машины и устройства для резки металла и труб"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы