Строй-Техника.ру
Строительные машины и оборудование, справочник
Неотъемлемой частью ремонта крана является демонтаж и монтаж узлов, разборка их с целью замены изношенных деталей и сборка после ремонта.
Демонтаж узлов и агрегатов кранов в процессе ремонта, а также разборку узлов и механизмов на детали выполняют по заранее разработанным технологическим картам. В них указываются последовательность разборки и сборки и инструмент или приспособления, необходимые для выполнения этих операций с наименьшими затратами труда.
В конструкциях кранов различают четыре типа соединений деталей: неподвижные неразборные, неподвижные разборные, подвижные неразборные и подвижные разборные.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Неподвижные неразборные соединения выполняют сваркой, паянием, посадкой с натягом, неподвижные разборные — с применением неподвижных посадок (тугой, напряженной или плотной), резьбовых соединений (винтами, шпильками, болтами), шлицевых или шпоночных соединений. Подвижные неразборные и разборные соединения выполняют посредством подвижных посадок.
Резьбовые соединения отличаются конструктивной простотой, удобством регулирования, легкостью разборки и сборки.
Шлицевые и шпоночные соединения применяют для закрепления на валах и осях вращающихся деталей (например, шестерен, дисков, шкивов, муфт, колес). Такое соединение деталей может быть подвижным и неподвижным. Неподвижные шлицевые и шпоночные соединения разбирают и собирают с применением специальных приспособлений, подвижные — без них. Если деталь имеет неподвижную посадку с небольшим натягом, ее снимают при помощи съемника.
Соединения на прессовых посадках разбирают при помощи прессов. Если соединенные детали имеют большие размеры и пресс применить невозможно, применяют съемники, а насаженную деталь предварительно нагревают. При сборке детали насаживают так же, как и при разборке: в холодном состоянии под давлением (при помощи пресса) или свободной установкой нагретой детали. Устанавливаемые или снимаемые детали нагревают в горячем масле, имеющем температуру 85—90 °С, а также паром, газовыми горелками и т. п.
Подшипники качения, служащие опорами для валов, демонтируют в двух случаях: если опорный подшипник препятствует снятию с вала установленных на нем и подлежащих замене деталей и при замене неисправного подшипника. В первом случае снятый подшипник должен быть снова установлен на место, поэтому его следует демонтировать особенно аккуратно. При демонтаже неисправного подшипника необходимо следить за тем, чтобы не повредить вал.
Для демонтажа подшипников качения применяют съемники, при этом пользоваться следует только чистым инструментом. Если в подшипник попала грязь, его немедленно промывают в чистом керосине или бензине. Хранят подшипники смазанными и завернутыми в чистую промасленную бумагу.
При монтаже подшипников качения следует соблюдать особую аккуратность, так как неправильный монтаж является причиной их преждевременного износа. Перед монтажом подшипник тщательно промывают в бензине, нагревают в масляной ванне в течение 10—15 мин до температуры не выше 100 °С, затем устанавливают на вал при помощи специальных оправок. Устанавливать подшипники на место ударами молотка непосредственно по кольцу запрещается, так как при этом можно повредить кольца и шарики (ролики). Немедленно после установки подшипник смазывают, потому что горячее масло, в котором его нагревали, быстро стекает и подшипник остается без смазки.
Работоспособность зубчатой передачи во многом зависит от качества ее сборки. Для бесперебойной работы зубчатой передачи необходимо, чтобы радиальный зазор был равен 1/4 модуля зацепления; боковой зазор в зависимости от величины модуля и межцентрового расстояния допускается от 0,2 до 1 мм. Чем больше модуль зацепления, тем больше допустимые зазоры.
Радиальный зазор измеряют по направлению осевой линии щупом, калиброванной проволокой или свинцовой полоской, которые пропускают между зубьями шестерен, а затем измеряют их толщину микрометром или штангенциркулем. Боковой зазор измеряют щупом или проверкой наличия «игры» в зацеплении при одном заторможенном зубчатом колесе.
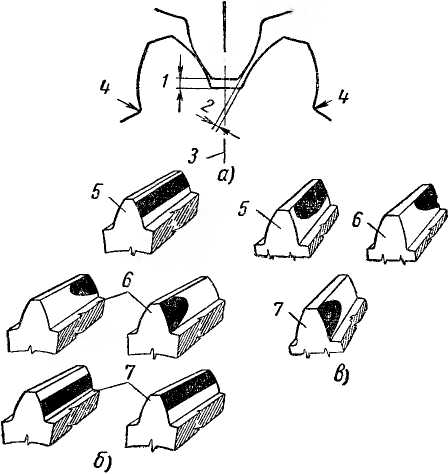
Правильность сборки зубчатых колес можно проверить по пятну касания — на краску. Для этого на рабочую поверхность зубьев меньшего колеса наносят тонким слоем жидкие белила или смесь сурика с маслом, затем вращают шестерни и наблюдают отпечатки краски в местах касания зубьев. В реверсивных передачах проверяют обе стороны зубьев. При правильном прилегании отпечаток будет ложиться ровной полосой вдоль рабочей плоскости зубьев с обеих сторон.
Сборка червячных передач должна обеспечивать правильное зацепление червяка с зубьями червячного колеса. Для этого необходимо, чтобы оси червяка и средней плоскости червячного колеса совпадали, были выдержаны межцентровые расстояния и зазор между выступом червяка и впадиной червячного колеса, а также установлен правильный боковой зазор.
Положение оси червяка относительно средней плоскости червячного колеса проверяют отвесом и шаблоном, а также на краску. В последнем случае краску наносят на поверхность червяка, вводят его в зацепление с червячным колесом, медленно поворачивают червяк и наблюдают за расположением отпечатков. Смещение отпечатков свидетельствует о неправильной сборке передач. При правильном зацеплении червяка краска должна покрывать не менее 60% поверхности зуба по его высоте и столько же по длине.
Межцентровое расстояние проверяют так же, как у зубчатых передач,— по величине радиального зазора. При отсутствии радиального зазора выступы червяка будут касаться впадин червячного колеса, что вызовет чрезмерный нагрев и преждевременный выход из строя червячной пары.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Текущий ремонт автомобильных кранов"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы