Строй-Техника.ру
Строительные машины и оборудование, справочник
Для удаления продуктов коррозии (ржавчины) с поверхности металлов используют механический и химический методы. В первом случае пользуются различным механизированным инструментом или очищают металл вручную стальными щетками, шаберами, шлифовальной шкуркой либо другим абразивным материалом. Такую обработку нужно делать очень осторожно, так как прокорродировавший металл хрупок и легко повреждается. Механмескую очистку обычно начинают с удаления ржавчины с легкодоступных мест. Труднодоступные участки, зазоры, щели, места соединения деталей сваркой и болтами очищают от ржавчины скребками и стальными иглами.
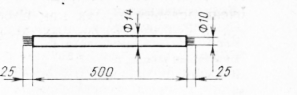
Снятие ржавчины механическим методом – тяжелый и трудоемкий процесс. Для его облегчения автолюбители придумывают разлинные инструменты. Например, предложен простой способ изготовления приспособления для очистки от ржавчины труднодоступных мест кузова. С этой целью отрубают кусок стального троса диаметром 10 и длиной 500 мм. Трос вставляют в трубу диаметром 14 и длиной 500 мм так, чтобы с обеих сторон трубы выступило по 25 мм троса, после чего концы трубы зажимают в тисках (рис. 2). Естественно, что размеры троса и трубы при изготовлении приспособлений описанного типа могут быть самые разные.
Небольшую ржавчину удаляют вручную грубой (крупнозернистой) шлифовальной шкуркой. Для облегчения работы и уменьшения пылеобразования можно проводить “мокрую” очистку. В этом случае поверхность очищаемого металла нужно смочить уайт-спиритом или керосином, а затем шлифовать, как обычно. Свежеочищенная поверхность металла легко ржавеет, поэтому не рекомендуется оставлять очищенные поверхности на длительное время без защитного покрытия.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Процесс удаления окислов и гидратов окислов металлов с поверхности металла химическими методами называют травлением. Обычно его проводят, обрабатывая изделия растворами кислот или кислых солей.
Использование химических средств удаления ржавчины значительно облегчает работу. Однако при этом необходимо помнить, что если после обработки препаратами, содержащими кислоту, их остатки недостаточно тщательно удалены, то в дальнейшем они сами могут способствовать развитию коррозии.
Перед травлением поверхность необходимо обезжирить, потому что остатки смазки и жиров ухудшают ее смачиваемость и травление протекает неравномерно. Процесс травления состоит из следующих операций: обезжиривание, обработка кислотосодержащим составом, промывка водой, промывка нейтрализующим составом, промывка водой, сушка.
В магазинах продают готовые к употреблению составы для удаления ржавчины с металлических поверхностей. Наиболее распространен “Автоочиститель ржавчины Омега-1”. Он представляет собой смесь ортофосфорной кислоты, карбокси-м ет ил целлюлозы, аэросила и ингибитора коррозии. Перед употреблением очиститель необходимо хорошо перемешать, а затем нанести шпателем или кистью слоем 1-3 мм на ржавую поверхность и выдержать на ней 5—30 мин (в зависимости от толщины слоя ржавчины). После этого очиститель удаляют сухой тканью или щеткой и протирают поверхность насухо. Расход очистителя 0,8—1,2 кг на 1м2. Аналогичными свойствами обладает паста “Морж”.
Состав наносят на кузов автомобиля кистью, выдерживают 3-5 мин при температуре 20-25 °С, после чего смывают теплой водой га шланга. Остатки кислоты удаляют нейтрализующим составом № 107, состоящим из 47,5% этилового спирта, 2,5% нашатырного спирта и 50% воды.
Широкое распространение получили травильные пасты на основе соляной кислоты.
Для получения паст нужно сначала растворить в воде производные целлюлозы, затем добавить туда жидкое стекло и бумажную массу. В образовавшуюся суспензию при постоянном перемешивании медленно влить кислоты и формалин.
Состав наносят на очищаемую поверхность кистью или деревянным шпателем слоем 1—3 мм и оставляют на ней на 20-40 мин. Периодически поверхность осматривают, для чего в отдельных местах пасту снимают шпателем.
Снимают травильную пасту с поверхности также шпателем, а для окончательной очистки поверхность промывают водой из шланга. После этого на нее наносят пасту-ингибитор, выполняющую роль пассиватора. Ее наносят и удаляют с поверхности так же, как и травильную пасту. Время выдержки пасты-ингибитора на поверхности при комнатной температуре 30 мин. После удаления пасты-ингибитора поверхность промывают водой, протирают насухо и сразу же грунтуют.
Паста-ингибитор имеет следующий состав (в массовых частях): калий хромовокислый 9, сульфитцеллюлозный щелок (50%-ный раствор), вода 95, инфузорная земля 80. Приготавливают ее следующим образом. Калий хромовокислый растворяют в воде, затем к раствору при перемешивании добавляют сульфитцеллюлозный щелок и инфузорную землю. Паста должна быть однородной, вязкотекучей.
Наиболее эффективна смешанная очистка ржавчины. Она заключается в том, что сначала поверхность очищают механическими средствами, а затем остатки ржавчины в порах металла обрабатывают травильными составами.
Удаление продуктов коррозии — одна из наиболее трудоемких операций при подготовке поверхности под окраску. Значительно облегчить ее может использование преобразователей ржавчины, которые позволяют перевести ее в неактивное состояние. Преобразователи ржавчины делятся на 2 группы. К первой относятся собственно преобразователи, которые только преобразуют продукты коррозии в более стабильные соединения. Обычно это водно-спиртовые или водно-ацетоновые растворы фосфорной кислоты с добавлением таннина, гидрохинона, различных ингибиторов коррозии и др. Их наносят на поверхность, не удаляя предварительно ржавчины, и через 12—24 ч поверхность считается готовой для нанесения грунтовки.
Вторая группа – это грунтовки-преобразователи, т. е. составы, которые не только преобразуют ржавчину, но и образуют на поверхности металла плетку, являющуюся грунтовочным подслоем для последующих слоев защитного покрытия.
Из составов первой группы в продаже чаще всего бывают “Автопреобразователь-1 ржавчины”, “Автопреобразователь ржавчины лигнинный”, “Нейтрализатор ржавчины ВСН-1” и “Буванол”.
Необходимо отметить, что преобразователи ржавчины не взаимодействуют с окалиной, а максимальная толщина слоя ржавчины, как правило, не должна превышать 80-100 мкм. Поэтому, если не снять предварительно толстые пласты рыхлой ржавчины, то преобразователи проникнут только в наружные слои ржавой поверхности, а процесс коррозии будет беспрепятственно развиваться вглубь уже под слоем преобразованных продуктов. Кроме того, необходимо строго выдерживать продолжительность преобразования, иначе непро-реагировавшая кислота сама станет источником коррозии.
Типичным представителем модификаторов первой группы является “Автопреобразователь-1 ржавчины” – продукт взаимодействия фосфорной кислоты с хроматом натрия и окисью цинка. По внешнему виду это прозрамная оранжевая или оранжево-зеленая жидкость. Автопреобразователь негорюч и малотоксичен, а его расход 100-130 г/м2.
Перед нанесением преобразователя поверхность металла необходимо хорошо очистить от грязи и металлической щеткой соскрести рыхлую ржавчину. Затем обезжирить уайт-спи-ритом, высушить и через 20-30 мин жесткой кистью, тщательно растушевывая и втирая в поверхность, нанести преобразователь ржавчины. Через сутки поверхность нужно слегка увлажнить водой, а через 4—5 сут нанести грунтовку ГФ-021 или ФЛ-03К.
Для преобразования ржавчины и перевода ее в неактивное состояние предназначен “Нейтрализатор ржавчины ВСН-1”, выпускаемый в виде водного раствора. Наносят его также, как и “Автопреобразователь-1 ржавчины”. Примерно через 30 мин поверхность приобретает беловато-серый цвет, после чего ее нужно промыть водой, высушить и загрунтовать. Препарат эффективно преобразует ржавчину при 10-30 ° С и сохраняет свои свойства после замораживания и размораживания.
“Автопреобразователь ржавчины лигнмнный” – смесь, состоящая из аминолигнина, фосфорной кислоты, эмульгатора, коагулятора и воды. По внешнему виду — маслянистая жидкая паста темно-коричневого цвета с запахом фруктовой эссенции. Негорюч и малотоксичен. Обладает тиксотропными свойствами, легко удерживается на вертикальных и потолочных поверхностях. Расход 120-150 г/мг. Преобразует слой ржавчины толщиной до 150 мкм. При комнатной температуре процесс преобразования ржавчины проходит за 16-20 ч, при 100-110 С за 15-20 мин. Допускается нанесение преобразователя на влажную поверхность. Его можно наносить кистью, валиком или краскораспылителем. После обработки преобразователем поверхность металла может быть от серого до темно-кортневого цвета (в зависимости от марки стали и характера ржавчины) без вздутий и шелушения. Это средство преобразует ржавчину до водонерастворимых химически стойких соединений, прочно связанных с поверхностью металла.
Для стабилизации ржавчины и переведения ее в неактивное состояние предназначен “Модификатор ржавчины П-1Т”. Он представляет собой раствор следующего состава (в % по массе): ортофосфорная кислота (30%-ная) – 10Н5; танин 8-НО; бутиловый спирт 5-НО; этиловый спирт 9Н0; ацетон 9-НО; хромат цинка 9-10; углекислый барий <Н-10; вода – остальное, до 100 %.
Модификатор П-1Т рекомендуется применять для обработки поверхностей со слоем ржавчины до 100 мкм. Наносят его кистью, а разбавляют (при загустевании) водой. Продолжительность сушки при комнатной температуре 3 ч. В исходном состоянии модификатор имеет темно-кортневый цвет, а после нанесения на поверхность и высыхания становится темно-синим.
После обработки модификатором П-1Т поверхность перед окрашиванием необходимо покрыть грунтовкой ГФ-021 или ФЛ-03К.
“Модификатор ржавчины 444” содержит фосфорную кислоту, танин, буру, метасиликат натрия и ряд других веществ. Он обладает высокой проникающей способностью и может преобразовывать ржавчину толщиной до 150 мкм. Наносят его распылением или кистью. Модификатор негорюч и не теряет своих свойств при отрицательных температурах.
Защитные свойства покрытий, нанесенных на поверхности, обработанные преобразователями ржавчины, как правило, ниже, чем покрытий, нанесенных на очищенный от ржавчины металл.
При нанесении преобразователей ржавчины необходимо следить, чтобы они не попадали на поверхности с иеудален-ным лакокрасочным покрытиаи, так как содержащиеся в них фосфорная кислота и комплексообразователи, не вступившие в реакцию с окислами металла, снижают адгезию покрытий.
Для удаления с поверхности следов аиазочных масел и других жировых загрязнений, ухудшающих ее смачивание и снижающих адгезию покрытий, ее обезжиривают. Все обезжиривающие составы можно разделить на три группы: водные щелочные растворы, органические растворители и эмульсионные составы. Последние представляют собой эмульсии растворителей в воде, стабилизированные поверхностно-активными веществами. Достоинством таких составов является негорючесть, меньшая токсичность, чем индивидуальных растворителей, а также высокая эффективность процесса обезжиривания за счет одновременного растворения и эмульгирования загрязнений. Ниже приводится один из эмульсионных обезжиривающих составов (% по массе):
В промышленности, особенно при серийном и массовом производстве, обычно используют водные 5— 10%-ные растворы синтетических моющих препаратов: КМ-1, Лобамид-101, МС-15, МС-17 и др. Указанные составы выпускаются в виде порошков. Их основу составляют кальцинированная сода, тринатрийфосфат, поверхностно-активные вещества, а также пеногасители. Средний расход моющих композиций 2—6 г/м2.
При проведении ремонтного окрашивания в условиях необорудованного гаража для обезжиривания лучше использовать уайт-спирит или очищенный бензин. Обезжиривание проводят, протирая поверхность металла кистью либо хлопчатобумажной ветошью, смоченной растворителем, с последующей сушкой на воздухе. Необходимо следить, чтобы в процессе обезжиривания на поверхности не оставались ворсинки от ткани. Не рекомендуется использовать для обезжиривания керосин, так как он, хотя и очищает поверхность от смазки и масла, но оставляет на ней пленку, ухудшающую адгезию лакокрасочных покрытий.
Трихлорэтилен – очень эффективное обезжиривающее средство, однако его можно использовать только для черных металлов. Не допускается обезжиривать им изделия из алюминия и его сплавов, так как могут образоваться взрывоопасные смеси. Трихлорэтиленом нельзя также обезжиривать детали, смоченные водными растворами или эмульсиями, потому что при этом может образоваться нерастворимая клейкая масса.
При выборе обезжиривающих составов необходимо учитывать характер последующей обработки поверхности. Так, если после обезжиривания будет проводиться обработка изделия водным раствором, например фосфатирование, то для обезжиривания лучше применять водные щелочные составы.
Для проверки чистоты поверхности перед окрашиванием на отсутствие жировых загрязнений, пыли и влаги нужно протереть ее чистой фильтровальной бумагой. Если на фильтровальной бумаге остаются следы жира или грязи, то поверхность необходимо еще раз тщательно промыть растворителем.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Удаление продуктов коррозии и обезжиривание"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы