Строй-Техника.ру
Строительные машины и оборудование, справочник
До установки цилиндров на место отсоединяют крышки, отворачивают штуцера для подачи смазки, вынимают фонари и клапаны. Во избежание загрязнения клапанные отверстия закрывают крышками, а гнезда под штуцеры — деревянными пробками. Проверяют поверхности зеркала цилиндров, привалочных торцов и центрирующих поверхностей, предварительно очищенных от консервирующей смазки. Удаляют забоины, риски и следы коррозии. Резьбу шпилек очищают от загрязнений, смазывают маслом с графитом и прогоняют по гайке. При наличии на цилиндре охлаждающей рубашки ее гидравлически испытывают на давление, указанное в чертеже, или на избыточное давление 2 кгс/см в течение 10 мин. Места течи чеканят, запаивают медным припоем или подваривают электросваркой. Проверяют прилегание к зеркалу цилиндра всех поршневых колец и величину теплового зазора в их замках.
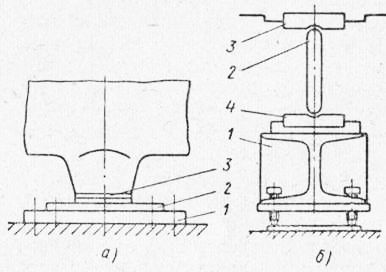
Рис. 47. Скользящая (а) и качающаяся (б) опоры цилиндров:
1 — фундаментная стойка; 2 — опорная пластина; 3 — установочная плита; 4 — опориая плита
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Монтаж начинают с установки фундаментной стойки, па которой крепят опорные плиты скользящих и качающихся опор цилиндров. Стойку устанавливают на клиновые подкладки или регулировочные болты, которые упираются в пластины, уложенные на фундамент. Цилиндр стропят так, чтобы при подъеме он находился в горизонтальном положении и его шпильки можно было свободно без повреждения резьбы завести в отверстия на фланце фонаря. При этом свободный конец цилиндра временно опирают на домкрат, одновременно на шпильки навертывают гайки и равномерно подтягивают их по окружности.
Горизонтальность цилиндра проверяют по уровню, установленному на его зеркало. Положение уровня фиксируют по пузырьку поперечной ампулы. Горизонтальности цилиндра и направляющей крейцкопфа должны иметь равные и однозначные отклонения. Однако практически это не всегда достижимо, особенно при нескольких цилиндрах в ряду. Допускается уклон цилиндра по отношению к фактическому положению направляющей крейцкопфа не более чем 0,1 мм на 1 м. Показания снимают при полностью затянутых гайках.
После проверки горизонтальности цилиндра устанавливают на место постоянную опору и удаляют домкрат, поддерживавший цилиндр. В скользящей опоре (рис. 47, а) фундаментную стойку подводят и прижимают к установочной плите цилиндра с помощью клиновых пар, установленных между стойкой и фундаментом. Встык между опорой и плитой не должен проходить щуп 0,05 мм. Иногда скльзящие опоры имеют телескопическое устройство, позволяющие регулировать контакты ее с цилиндром.
В качающейся опоре (рис. 47, б) пластину закрепляют между опорной и установочной плитами, поднимая фундаментную стойку с помощью клиновых пар или регулировочных болтов. Пластина должна быть зажата строго вертикально, что проверяется приложенным к ней рамным уровнем. Допускается уклон в сторону рамы до 0,5 мм на 1 м длины в связи с температурным удлинением неподвижных частей компрессора при работе. В возможный зазор между пластинами и плитами не должен проходить щуп 0,05 мм. После установки постоянных опор еще раз подтягивают гайки, крепящие цилиндр, и проверяют уровнем горизонтальность цилиндра.
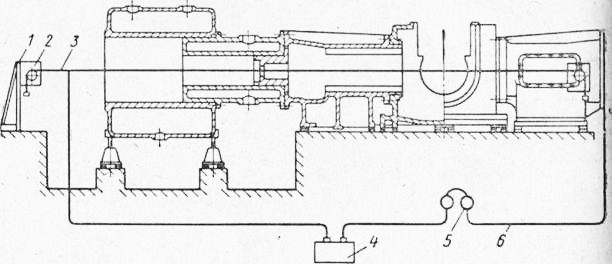
Рис. 48. Схема установки струны для центровки цилиндров оппозитного-компрессора:
1 — стойка; 2 — центратор; 3 — струна; 4 — батарея; 5 — наушник; 6 — провод
Центровка цилиндров. Следующей операцией является проверка соосности цилиндров и направляющих крейцкопфов. Это необходимо, так как у горизонтально установленных цилиндров оси могут быть смещены в горизонтальной или вертикальной плоскостях или могут иметь изломы относительно оси направляющих крейцкопфа. Проверку ведут с помощью струн. В оппозитных компрессорах центровочные приспособления устанавливают на определенном расстоянии со стороны цилиндра на стойке и с другой стороны — непосредственно на направляющей крейцкопфа в противоположном ряду (рис. 48), В горизонтальных компрессорах с односторонним расположением цилиндров струны натягивают на центровочных приспособлениях, закрепленных на стойках или кронштейнах, которые также устанавливают на определенном расстоянии от рамы. Эти расстояния приведены на диаграмме провисания струны, прилагаемой к паспорту, или в инструкции к данному компрессору.
На крупных компрессорах иногда применялась ценповка цилиндров и направляющих оптическим способом. Положение центров в сечениях с каждой стороны цилиндра и направляющей определяется по пересечению визирных проволочек. Совпадение осевой линии с центрами в четырех точках проверяется и корректируется нивелиром. Ввиду сложности способ не получил распространения.
При центровке по струне в связи с тем, что расстояние между точками подвеса струны значительное, нельзя не учитывать ее провисание. Замеры производят в определенных точках, которые показаны на диаграмме (рис. 49), прилагаемой к паспорту каждого компрессора. Для этих точек по всему ряду цилиндров указаны величины провисания струны, расстояния точек замера ,от точек подвеса струн, а также расстояния между точками подвеса и их расположение относительно корпуса компрессора.
Центрирование цилиндров по струне проводят следующим образом. После установки, выверки и закрепления первого в ряду цилиндра и его постоянной опоры натянутую струну расцентровывают по направляющим крейкопфа рамы. Если постоянная опора находится под промежуточным фонарем, то последний устанавливают и проверяют одновременно с цилиндром. Расцентровку проводят в двух сечениях по местам расположения центровочных приливов («банок»). Измерения проводят с помощью штихмаса электроакустическим способом. Сначала струну устанавливают по оси направляющих в горизонтальной плоскости. Расстояния от банок до струны, замеренные по обе стороны от нее по диаметру, в каждом сечении должны быть равны. Допускаемое отклонение ±0,01 мм, причем это отклонение должно располагаться по одну сторону от струны в обоих сечениях.
При установке струны в вертикальной плоскости положение ее в крайнем сечении I—I направляющих (см. рис. 4У) принимают за исходное — нулевое для удобства дальнейших замеров. При этом расстояния от струны до верхней и нижней направляющих должны быть равны (допускаемое отклонение ±0,01 мм). В сечении II—II направляющей крейцкопфа струну ставят с учетом провисания, заданного для этой точки (0,14 мм). Расстояние от струны до верхней направляющей должно быть больше расстояния от струны до нижней на удвоенную величину провисания (с допуском ±0,01 мм). Струну устанавливают на заданные расстояния в обоих сечениях направляющих одновременно, так как перемещение струны по показаниям только одного сечения вызывает нарушение ее установки в другом сечении. После расцентровки струны по направляющим проверяют расположение относительно нее первого цилиндра.
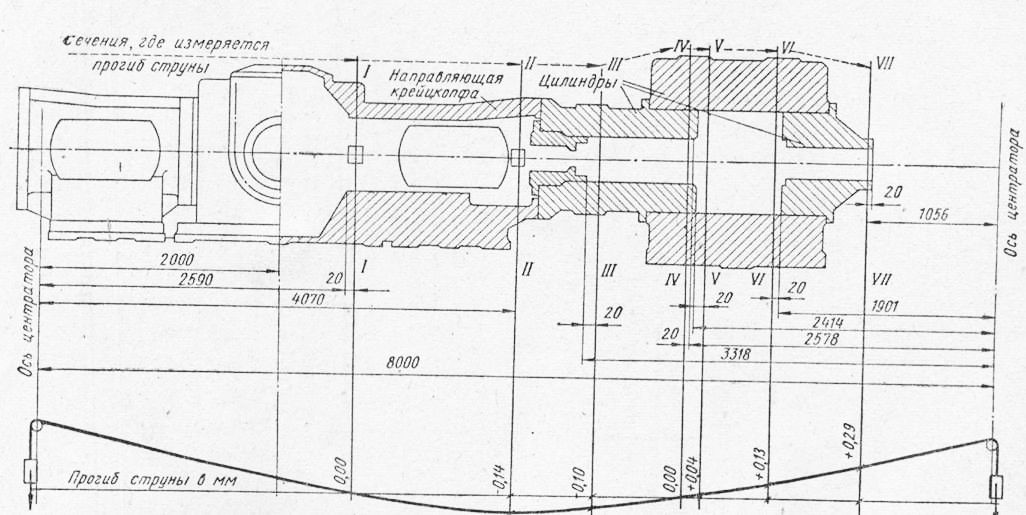
Рис. 49. Диаграмма провисания струны при центровке цилиндров оппозитного компрессора
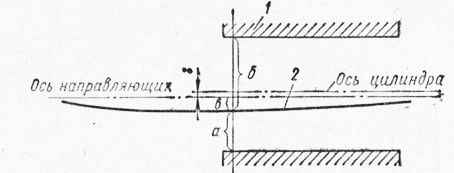
Рис. 50. Схема смещения оси цилиндра по вертикали:
1 — цилиндр; 2 — струна
Определение излома и смещения осей. По диаграмме намечают сечения ///—///; IV—IV и последующие (см. рис. 49), в которых будут сделаны замеры. Сначала в каждом сечении проверяют положение оси цилиндра относительно струны в горизонтальной плоскости. Смещение оси в горизонтальной плоскости подсчитывают как полуразность расстояний (замеренных штихмасом) от зеркала цилиндра до струны.
Смещение осей в вертикальной плоскости (рис. 50) измеряют с учетом провисания струны. К расстоянию а от нижней точки зеркала цилиндра до струны прибавляют величину ее провисания в, а из расстояния б от верхней точки зеркала до струны вычитают эту же величину в. Полуразность полученных значений дает величину смещения г осей в данном сечении. При совпадении оси цилиндра с осью струны расстояния а и б в обоих-сечениях будут равны (рис. 51, а). Если разности расстояний в каждом сечении равны и однозначны, то ось цилиндра смещается параллельно оси струны (рис. 51, б). Отклонение размера только в одном сечении свидетельствует об изломе осей (рис. 51, в). Различные отклонения в обоих сечениях указывают на излом и
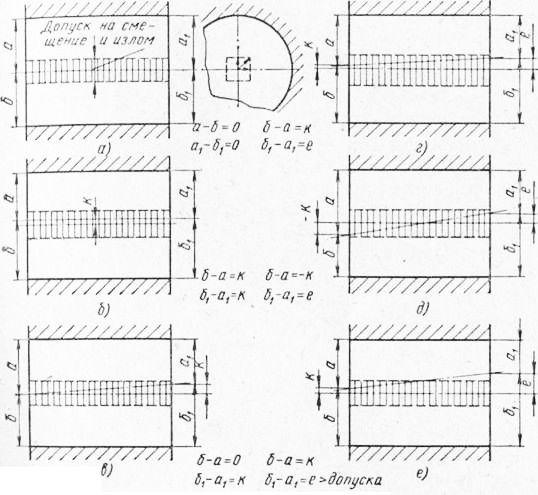
Рис. 51. Схема относительного расположения осей цилиндра и направляющих:
а — совмсщениое; б — со смещением осей; в — с изломом; г — со смещением и изломом, допустимое; д — со смещением и изломом, не допустимое из-за перекоса осей; е — со смещением и изломом, не допустимое, выходящее за Пределы допуска
смещение оси цилиндра (рис. 51, г). Во всех случаях смещение и излом оси цилиндров должны располагаться по одну сторону оси направляющих. Пересечение этих осей в пределах данного центрируемого цилиндра (рис. 51,5) не допускается, т. е. в обоих сечениях по концам рабочей поверхности цилиндра ось его должна располагаться по одну сторону от оси направляющих. Не разрешаются смещение и излом осей, выходящие за пределы допуска (рис. 51, е).
По полученным величинам смещений в вертикальной и горизонтальной плоскости подсчитывают абсолютную величину смещения оси цилиндра относительно оси направляющих. Эта величина равна гипотенузе прямоугольного треугольника, катетами которого являются смещения в горизонтальной и вертикальной плоскости.
Допуск на смещение осей (в мм) и излом осей (в мм на 1 м) цилиндров и направляющих в многоступенчатых оппозитных компрессорах для цилиндров первой и второй ступеней—0,15, третьей ступени—0,1, четвертой и пятой ступеней — 0,05. В одноступенчатых оппозитных компрессорах допуск на смещение осей 0,15—0,3 мм, а на излом 0,2—0,3 мм на 1 м или 0,02—0,03 мм на 100 мм длины зеркала цилиндра. В горизонтальных компрессорах с односторонним расположением цилиндров для цилиндра, примыкающего к раме, допуск на смещение и излом осей 0,2 и для следующих цилиндров 0,3 мм. Иногда рекомендуют допуски раздельно: для пересечения осей (излома) в обеих плоскостях и параллельного смещения осей в горизонтальной плоскости 0,3 мм, а в вертикальной плоскости до 50% от зазора между поршнем и зеркалом цилиндра.
Центровку цилиндров в оппозитных компрессорах обычно проводят одновременно с проверкой совмещения оси цилиндра с серединой шатунной Шейки коленчатого вала и с проверкой «угла вала». Измеряют расстояние от щек кривошипа у галтели до струны в переднем и заднем его положениях. В каждом из этих положений расстояния от щек до струны должны быть равны (допускаемое отклонение 0,1 мм на 1 м длины). При большем отклонении необходимо расцентрировать струну в обоих положениях кривошипа вала так, чтобы уложиться в величину допуска, а затем заново отцентрировать по струне направляющую крейцкопфа, фонарь и цилиндры.
Проводя измерения, необходимо следить за правильностью установки штихмаса относительно струны и обработанных поверхностей направляющих и цилиндров. Место установки штихмаса отмечают мелом. При правильном замере звук контакта в наушниках исчезает, если длину штихмаса уменьшить на 0,01 мм. Касание должно быть легким, чтобы струна не сдвинулась. Смещение рабочей поверхности промежуточного фонаря проверяют только в вертикальной плоскости.
По окончании проверки положения цилиндра, примыкающего к направляющей рамы, а в многоступенчатых компрессорах и промежуточного фонаря, следующего за этим цилиндром, устанавливают на место очередной по ряду цилиндр. На период установки струну временно снимают. Проверку горизонтальности вновь установленного цилиндра и его соосности с направляющими крейцкопфа по струне проводят, как описано выше.
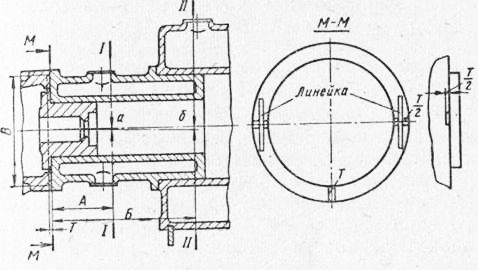
Рис. 52. Схема проведения опиловки торца цилиндра для устранения излома осей
Устранение смещения и излома осей. Все нарушения соосности, выходящие за пределы допусков, исправляют опиливанием и пришабриванием привалочных поверхностей. Излом осей устраняют, снимая слой металла клинообразного сечения.
Смещение оси цилиндра устраняют опиливанием центрирующего бурта. Снимают слой металла по полуокружности бурта, наибольший в направлении смещения, с постепенным уменьшением толщины слоя к диаметру, перпендикулярному направлению смещения. Наибольшая толщина снимаемого слоя равна величине смещения осей.
Если встречаются смещение и перекос одновременно, то сначала устраняют смещение опиливанием центрирующего бурта, а затем — перекос опиливанием привалочных поверхностей. Наибольшая толщина (в мм) слоя, подлежащего опиливанию на привалочной поверхности (рис. 52): где В — средний диаметр привалочной поверхности кольца; а и б — смещения цилиндров в сечении, примыкающем (/—/) и противоположном (//—II) привалочной поверхности; А и Б — расстояния от привалочной поверхности до сечений I—/ и II—II.
Опиливание производят следующим образом. На привалочной поверхности там, где необходимо снять наибольший слой металла, пропиливают на ширину напильника контрольную канавку глубиной Т мм, а на среднем диаметре, перпендикулярном контрольной канавке, — еще две канавки на глубину -у мм. Для замера глубины пропиливаемой канавки используют щуп, которым проверяют просвет между дном канавки и линейкой, установленной на бурт цилиндра.
Опиливание привалочной поверхности выполняют постепенным снятием слоев металла между канавками и той частью бурта, где толщина опиливаемого слоя достигает нулевого значения. За один проход новым напильником снимают слой металла 0,005 мм. Окончательную доводку опиленной поверхности проводят шабровкой на краску по контрольному чугунному кольцу, которое вытачивают по размеру бурта цилиндра и пригоняют по контрольной плите. После пришабривания контрольное кольцо должно прилегать к исправленной привалочной поверхности цилиндра, давая не менее восьми пятен на квадрате 25Х25 мм.
Точнее, но с большими затратами времени положение привалочной поверхности можно исправить, руководствуясь замерами по свинцовым оттискам. Для этого поверхность бурта делят на восемь равных частей по окружности. Цилиндр устанавливают на шпильки и в зазор между привалочными поверхностями цилиндра и рамы в местах разметки закладывают свинцовые пла-‘стинки толщиной 8—10 мм, длиной 100—120 мм.
Гайки цилиндров подтягивают так, чтобы сжать оттиски на 4—5 мм. Неравномерно затягивая гайки, правильно расценгровываюг цилиндр по струне. До снятия цилиндра оттиски маркируют по положению их на бурте. После снятия толщину оттисков измеряют микрометром. Толщину слоя, которую необходимо снять, определяют, вычитая из всех полученных замеров наименьший, характеризующий нулевое значение слоя.
При наличии соответствующего оборудования прива-лочную поверхность можно исправить также механической обработкой. Для снятия больших слоев металла применяют переносные шлифовальные машинки. После исправления привалочной поверхности цилиндра вновь проверяют правильность положения его зеркала по струне, окончательные данные замеров по горизонтальности и соосности заносят в монтажный формуляр. После проверки положение цилиндра относительно направляющих крейцкопфа и фонаря фиксируют контрольными штифтами. В случае исправления привалочной поверхности контрольные штифты ставят во вновь рассверленные отверстия. В заключение проверяют положение скользящей или качающихся опор, прилегание которых могло быть нарушено, и производят подливку бетоном фундаментной стойки.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Монтаж цилиндровой группы"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы