Строй-Техника.ру
Строительные машины и оборудование, справочник
Для восстановления изношенных деталей двигателей создаются поточно-механизированные линии, обеспечивающие наряду с высоким качеством восстановления высокую производительность труда и объем производства 20…30 тыс. деталей в год.
Поточно-механизированная линия восстановления гильз цилиндров двигателей СМД-14 термопластическим обжатием с последующей расточкой и алмазно-абразивной обработкой зеркала цилиндров и восстановлением наружных поясков электрометаллизацией рассчитана на программу 100 тыс. гильз в год и включает следующее оборудование: моечную машину ОМ-4247, токарные полуавтоматы ЕМ-140, установку для термопластического обжатия гильз, электрометаллизационный станок, круг-лошлифовальный станок типа ЗМ151У; станок отделочно-расточной типа 2Е78ПН, специальные бесцентровошли-фовальные станки типа ВШ-4165, одношпиндельный хонинговальный станок типа ЗК8ЭУ, установки для мойки, сушки и консервации. Трудоемкость восстановления одной гильзы 35 мин; себестоимость 2 руб. Разработчик линии ВНПО «Ремдеталь».
Поточно-механизированная линия восстановления коленчатых валов двигателей СМД-14 методом электродуговой наплавки с последующим шлифованием шеек, поднутрением галтелей и дробеструйной обработкой на программу 20 тыс. деталей в год включает станки: наплавочные (СН-2, У-653), круглошлифовальные 3A423, дробеструйная установка, приспособление для обкатки галтелей Б-141, станок ХШ2-01 для шлифования шатунных шеек, станки 3875К и 3845К для суперфинишной обработки шатунных и коренных шеек, моечная машина ОМ-ЗбОО, магнитный дефектоскоп МДМ-50, радиально-сверлильный станок 2Л53. Восстановленные на данной линии коленчатые валы имеют ресурс 80…90% ресурса новых деталей. Разработчик линии ВНПО «Ремдеталь». Созданы поточные линии для восстановления поршневых пальцев, блоков цилиндров и других деталей.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
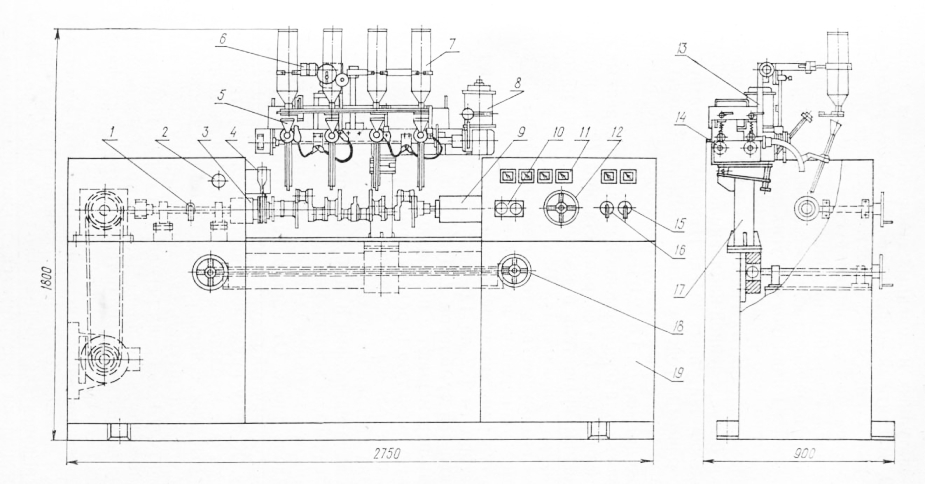
Рис. 1. Схема установки для одновременной наплавки коренных шеек коленчатого вала:
1, 15, 16— тумблеры; 2, 12. 18 — рукоятки; 3— вращатель; 4— конечный выключатель; 5 — воронка; 6—мундштук; 7 — бункерное устройство; 5 —механизм подачи проволоки; 9— пиноль; 10 — кнопка; 11 — вольтметр; 13 — кронштейн; 14 — наплавочная головка; 17 — колонна; 19 — станина.
Разработано оборудование для одновременной наплавки шеек коленчатых валов. Станок УД-139 предназначен для одновременной наплавки всех шеек, УД-140 — для наплавки шатунных шеек. Наплавка производится широкослойным методом с поперечным колебанием электрода. В качестве электродной применяется порошковая проволока диаметром 1,6…2,0 мм.
Установка для одновременной наплавки коренных шеек состоит из сварной станины, на которой смонтированы вращатель коленчатого вала, пиноль и аппаратура управления. Вал закрепляют в центрах. Вращение его осуществляется от электродвигателя через клиноремённую передачу и червячный редуктор.
Частоту вращения коленчатого вала регулируют потенциометром от 0,2 до 1,0 мин-1. Включение привода осуществляется тумблером. Пиноль в продольном направлении перемещают с помощью винтовой пары через коническую зубчатую передачу вращением рукоятки. Наплавочная головка шарнирно закреплена на колонне. Она состоит из механизмов колебания мундштуков, подачи проволоки и бункерного устройства, установленного на кронштейне.
Механизм колебания перемещает наплавочные мундштуки вдоль шеек. От электродвигателя постоянного тока через червячный редуктор вращение передается эксцентрику. К нему пружиной прижат ролик, установленный на рычаге мундштука. При вращении эксцентрика ролик с рычагом совершает колебательное движение и передает его мундштукам, связанным между собой тягами. Амплитуду колебания регулируют перемещением оси эксцентрика вдоль его паза. Частоту вращения электродвигателя изменяют плавно потенциометром. Включают и выключают его тумблером.
Механизм подачи электродной проволоки имеет два ведущих и прижимных ролика. Вращение им сообщается от электродвигателя постоянного тока через редуктор. Скорость подачи регулируется также потенциометром. При наплавке шеек проволокой с добавкой порошковых смесей используется бункерное устройство. Смесь из него через специальное, дозирующее приспособление поступает в воронку 5. Настройку наплавочной головки в горизонтальной плоскости осуществляют механизмом поперечного перемещения с помощью рукоятки.
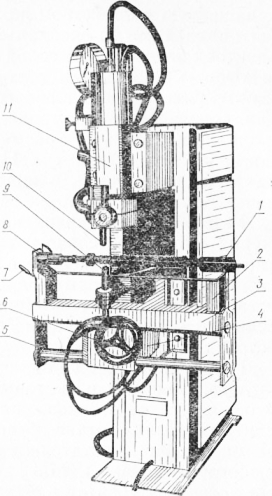
Рис. 2. Установка для наплавки кулачков:
1 — винтовой зажим; 2 — кронштейн; 3 — стол; 4— рама; 5 — устройство для крепления вала; 6 — штурвал; 7 — рукоятка механизма подъема; 8 — делительное приспособление; 9, 10 — нижний и верхний электроды; 11 — машина для сварки.
В качестве источника питания используют два преобразователя ПСГ-500. Включают и отключают установку кнопкой. Предусмотрена возможность автоматического отключения установки после завершения цикла наплавки с помощью поворотного сектора воздействующего на конечный выключатель. На передней панели расположены вольтметры для регулирования режима.
Для наплавки шатунных шеек коленчатый вал крепят в центросместителях. Наплавку осуществляют с помощью специальной головки с двумя мундштуками, которая крепится на станине установки. Производительность комплекта из четырех установок, одна из которых предназначена для наплавки коренных шеек, а три другие — для наплавки шатунных, при двухсменной работе составляет 50…60 тыс. коленчатых валов в год, что в 2…3 раза выше, чем установок для автоматической наплавки шеек с помощью одного мундштука. Годовой экономический эффект 260 тыс. руб.
Установка для электроконтактной наплавки кулачков распределительных валов двигателей разработана МИИСП совместно с ВНПО «Ремдеталь». Представляет собой машину для контактной точечной сварки, оснащенную устройством для крепления распределительного вала и двумя специальными электродами. Верхний электрод представляет собой корпус с П-образным пазом, в котором расположен контактный элемент, изготовленный из пакета медной фольги толщиной 0,1…0,15 мм. Такая конструкция электрода обеспечивает необходимую площадь контакта для размеров цилиндрической поверхности кулачка 27…30 мм. Нижний электрод имеет контактную поверхность в виде углубления по форме кулачка.
Устройство для крепления вала служит для перемещения его относительно электродов, поворачивания при смене кулачка и фиксации в нужном положении. Оно состоит из сварной рамы, подвижного стола, на котором установлены два кронштейна, винтового зажима и делительного приспособления. Рама прикреплена болтами к остову машины.
Подвижной стол включает в себя две пустотелые штанги, на одной из которых нарезана зубчатая рейка, и основание из уголков, связанных между собой двумя плитами. Длина штанг обеспечивает перемещение стола на расстояние, достаточное для подвода к электродам любого кулачка. Штанги установлены в подшипники скольжения. Зубчатая рейка взаимодействует с механизмом привода стола. Его перемещение производится вручную с помощью штурвала.
Каждый кронштейн состоит из корпуса с отверстиями, в которых перемещаются два штока, жестко связанные с плитой. На плите одного из кронштейнов установлено делительное приспособление, а на плите другого — винтовой зажим. Изменение высоты кронштейнов осуществляется синхронно системой рычагов с помощью рукоятки.
Делительное приспособление содержит упор, фиксатор, кронштейн и делительный фланец. Фиксатор предотвращает проворачивание вала. Расположение пазов во фланце соответствует расположению кулачков на валу. Фланец устанавливают на посадочное место шестерни привода вала в определенном положении и закрепляют болтом, который входит в шпоночный паз. Крепление вала производят по центровым отверстиям. Одним концом вал устанавливают на конус делительного приспособления, а в центровое отверстие противоположного конца вводят конусный упор пиноли. Пиноль перемещается вращением штурвала.
Перед наплавкой кулачков распределительный вал очищают от окисных и масляных загрязнений. После этого на нем крепят делительный фланец. Вал устанавливают и фиксируют так, чтобы вершина изношенного кулачка была направлена вертикально вниз. В углубление нижнего электрода помещают наплавочный материал. Вращая штурвал стола, подводят восстанавливаемый кулачок в зону электродов.
Рукояткой механизма подъема вал опускают на нижний электрод до самоостановки. Включают пневмопривод, трансформатор. Происходит наплавка и возврат верхнего электрода в исходное положение. Кулачок наплавляется за два цикла. Для наплавки следующего кулачка необходимо поднять вал, провернуть и зафиксировать его в нужном положении. Далее последовательность операций повторяется.
Производительность установки — не менее 40 кулачков в час, потребляемая мощность не более 100 кВА, сварочный ток — до 25 кА, усилия сжатия электродов — до 13 кН, длительность импульса сварочного тока — до 5 с. Обслуживает установку один человек.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Современное оборудование для восстановления деталей двигателей"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы