Строй-Техника.ру
Строительные машины и оборудование, справочник
Для нагрева и расплавления металла используются токи высокой частоты. Шихту, состоящую из смеси порошка твердого сплава и флюса, наносят на наплавляемую поверхность. Затем деталь вместе с шихтой нагревают в поле индуктора высокочастотной установки до полного расплавления шихты. Применяемые для индукционной наплавки сплавы должны иметь температуру плавления на 100…150 °С ниже температуры плавления основного металла. К таким сплавам относятся сормайт № 1, ФБХ-6,2, псевдосплавы ПС-4, ПС-5, обладающие хорошими наплавочными свойствами и высокой износостойкостью. Используемые флюcы должны обладать большой скоростью раскисления наплавленного металла, обладать достаточной текучестью и предотвращать взаимодействие жидкой ванны с окружающей средой. Рекомендуется применять плавленные флюсы, состоящие из 60,4% борной кислоты, 34% буры технической, 5,6% силикокальция или смеси из 58,5% борного ангидрида, 29,3% буры обезвоженной и 12,2% силикокальция. При наплавке псевдосплавов добавляют до 10% фтористого кальция, флюс АН-348 вводят для улучшения шлакоотделения. Наплавка с нагрева ТВЧ имеет следующие преимущества: незначительная глубина проплавления основного металла (10…15%) при высокой прочности соединения упрочненного слоя с материалом основы; минимальное время нагрева основного металла; возможность получения тонких слоев (до 0,3 мм) и проведения наплавки без расплавления твердого сплава (принцип твердой пайки); равномерность химического состава и механических свойств наплавленных слоев; возможность наплавки как плоских деталей, так и внутренних цилиндрических поверхностей слоем сплава толщиной 1,0…2,5 мм, а наружных цилиндрических поверхностей — до 1 мм.
Вследствие этих преимуществ способ наплавки с нагрева ТВЧ находит все большее применение в ремонтном производстве. Недостатками являются энергоемкость процесса, сложность использования этого метода для восстановления участков с неравномерным износом.
Индукционная наплавка может выполняться с односторонним и двусторонним нагревом. В первом случае нагрев детали производится внешним полем индуктора, а наплавку производят в положении, когда деталь расположена над индуктором, что позволяет значительно сократить расстояние до детали и повысить КПД нагрева. При двустороннем, наиболее распространенном способе деталь помещают во внутреннее поле индуктора, между его ветвями. Способ наплавки с нагрева ТВЧ, являясь простым и производительным, используется в ремонтном производстве для восстановления плужных лемехов и культиваторных лап. Процесс наплавки лемеха длится около 2…2,5 мин. В течение этого времени происходит наплавка режущей кромки лемеха на всей рабочей поверхности площадью около 0,02 м2 при ширине 37…35 мм. Наплавка лемехов и культиваторных лап твердыми сплавами обеспечивает их самозатачивание в процессе работы и повышает срок службы в 2…3 раза.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Проведенными исследованиями доказана возможность улучшения качества индукционной наплавки путем наложения на наплавляемый слой ультразвуковых колебаний. Воздействие ультразвуком при наплавке с нагрева токами высокой частоты в условиях термического цикла приводит к измельчению и повышению однородной кристаллической структуры сплавов, интенсификации процессов диффузии и дегазации, в результате чего предел прочности (например, сормайта ЭП-616) увеличивается на 40 , ударная вязкость — на 58, прочность сплавления — на 40.
Перспективна индукционная наплавка для некоторых соединенных деталей, работающих в условиях износа трением с ударом (например, толкатель-кулачок распредвала, торец стержня клапана — боек коромысла и др.).
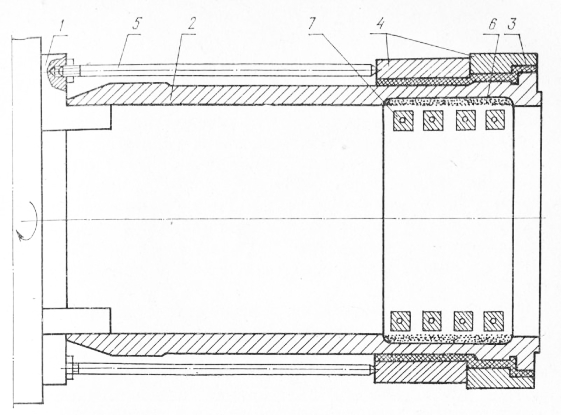
Рис. 1. Принципиальная схема восстановления гильзы цилиндра:
1 — токарный патрон; 2 — гильза; 3 — термоизолирующая паста; 4 — кольца; 5 — штырь; 6 — порошковая шихта; 7 — индуктор.
В качестве твердого сплава используется порошкообразный сормайт №1 с добавлением к нему 8% гранулированного порошка ПГ-ХН80СР2. Такая шихта имеет температуру плавления 1050… 1080 °С.
С целью повышения качества наплавленного слоя толщиной 3…4 мм применяется технология индукционной наплавки путем нанесения шихты на предварительно подогретую до 1000…1050° С площадь поверхности наплавки. При этом происходит расплавление некоторой части шихты, а при дальнейшем воздействии токов высокой частоты она полностью расплавляется. Нанесение шихты на подогретую поверхность заметно уменьшает структурную и химическую неоднородность.
Толкатели, наплавленные порошкообразным сплавом, имеют износостойкость в 2…2,5 раза выше, чем остальные закаленные толкатели.
Этот флюс обеспечивает получение наплавленного металла без шлаковых включений и газовых раковин, свариваемость присадочного сплава и может быть использован при восстановлении плоских поверхностей чугунных и стальных изделий. После выплавки флюс дробится, затем его порошок смешивают с порошком сплава, причем количество флюса должно составлять 6…8% от общей массы подготовленной к наплавке шихты.
Процесс восстановления заключается во вращении гильзы вокруг горизонтальной оси, засыпке порошковой шихты на ее внутреннюю поверхность, нагреве наплавляемого участка в индукторе до полного расплавления шихты и последующего охлаждения изделия.. Принципиальная схема восстановления гильз цилиндра показана на рис. 1. Износостойкость упрочненных деталей в 4,8…5,5 раз выше по сравнению с серийными.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Индукционная наплавка"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы