Строй-Техника.ру
Строительные машины и оборудование, справочник
Какими требованиями следует руководствоваться при подготовке к окрашиванию?
На поверхности изделий должны отсутствовать заусенцы, острые кромки, остатки флюса, сварочные брызги, на литье пригары, неметаллические макровключения, раковины, трещины, утолщения, складки, превышающие допустимые нормы.
Как оценивают степень загрязнения поверхности изготовленных изделий или конструкций?
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Состояние поверхности и степень ее загрязнения или окисления оценивают в соответствии с указаниями ГОСТ 9.402—80 «Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием».
Обезжиривать металл, конструкцию или изделие следует до или после струйно-эрозионной очистки?
В связи с тем, что абразивный материал (дробь, песок, различная крошка) многократно используется для удаления ржавчины и окалины, обезжиривание необходимо производить до начала очистки.
Обезжиривание выполняют водными растворами моющих веществ (щелочей, эмульсий), специальными составами, растворителями. Готовые к употреблению моющие средства представляют собой смесь электролитов и поверхностно-активных веществ (ПАВ).
Какие требования предъявляются к оборудованию, с помощью которого производится обезжиривание растворителями?
Обезжиривание при помощи органических хлорированных, сложных или простых растворителей, представляющих вредные, огне- и взрывоопасные жидкости, допускается при выполнении следующих требований :
— размещение установок для обезжиривания в цехах, имеющих взрывобезопасные
— оборудование и вентиляцию, или на открытом воздухе;
— наличие устройств, исключающих выделение паров растворителя при загрузке очищаемых изделий и выемке чистых.
Какие органические растворители наиболее часто применяют для обезжиривания, каковы режимы обработки?
Наиболее часто используют следующие растворители: трихлорэтилен, тетрахлорэти-лен, хладон-30 (фреон-30), хладон-113 (фре-он-113) и уайт-спирит.
Трихлорэтилен обязательно стабилизируют, вводя в него 0,01 кг/м3 триэтил-амина, монобутиламина или уротропина либо 5 — 10 кг/м3 СТАТИ. Изделия выдерживают 2 — 3 мин в паровой фазе при 87±5 °С или на 1—3 мин погружают в растворитель температурой 40±5 °С, или обрабатывают струей растворителя температурой 15 —40 °С под давлением 0,05 —0,30 МПа в течение 1 —2 мин.
Обезжиривание тетрахлорэтиленом выполняютаналогичным образом, нопри другой температуре: в паровой фазе 2 — 3 мин при 121 ±5 °С, в жидкой фазе 1—5 мин при 20±5 °С.
Обезжиривание хладоном-30, хладо-ном-113 и уайт-спиритом производят в жидкой фазе в течение 2 — 5 мин при температуре 20±5 °С.
Основные преимущества хлорированных растворителей — быстрое удаление загрязнений, огне- и взрывобезопасность. Недостатком является высокая вредность их паров для людей.
Какие эмульсионные составы применяют при обезжиривании?
Эмульсионные составы преимущественно используют для удаления жирных загрязнений с неорганическими примесями. В качестве очищающих служат составы ЭО-1, ТМС-31 — 1А, Аполир-К и др. Изделия из черных металлов очищают с помощью эмульсии, содержащей 40—200 кг/м3 состава ЭО-1, температурой 15 — 30 °С при рН = 9,6-ИО. Изделие погружают на 5 — 30 мин.
При струйной обработке применяют эмупьсию, содержащую 40 — 100 кг/м3 указанного состава, которую подают 1—2 мин при давлении 0,1—0,2 МПа.
Изделия, в которых имеются разнородные металлы, обезжиривают эмульсией ТМС-31— 1А или Аполир-К. При использовании ТМС-31 — 1А эмульсия должна иметь концентрацию 60 — 80 кг/м3, рН = 8,2 -г 8,6, температуру 20 — 60 °С. Обработка продолжается 5 — 20 мин. Применяя Аполир-К, готовят эмульсию концентрацией 30—75 кг/м3, нагретую до 60—70 °С; обработку ведут 5 — 20 мин.
Как обезжиривают изделия, подвергающиеся фосфатированию?
Изделия, которые в последующем будут иметь фосфатное покрытие, можно обезжиривать составами с рН 12 при обработке погружением или с рН 11 при обливании под давлением. В очищающих растворах не должно содержаться жидкое стекло.
В каких случаях при обезжиривании используют перегретый пар?
С помощью перегретого пара очищают крупногабаритные изделия или конструкции. Специальными гидравлическими установками на очищаемые поверхности под давлением 0,3—1 МПа подается предварительно подогретая струя моющего раствора с паром, имеющим температуру 120—130 °С.
Каким образом упрощают и ускоряют подготовку металла к окрашиванию?
Подготовку металла можно сократить, совместив обезжиривание, при котором удаляются органические загрязнения, с травлением, применяемым для очистки от окисных соединений (окалины, ржавчины, налетов солей).
Как определяют степень очистки поверхностей от органических загрязнений?
Поверхности, отнесенные к четвертой степениочистки, окрашивать не разрешается.
В результате абразивного износа или агрессивного влияния растворов, контактирующих с окрашенными изделиями и конструкциями, покрытия могут разрушаться значительнобыстрее, чем предусмотрено технической документацией. В таком случае по согласованию с разработчиком издепия или заказчиком допускается производить более частую подкраску с очисткой поверхностей до четвертой степени.
В каких случаях разрешается производить обезжиривание до второй степени очистки?
При второй степени очистки после удаления загрязнений и протирки контролируемого участка растворителем можно обнаружить легкое потемнение чистой салфетки, если провести ею один — два раза по поверхности. Такая степень очистки допустима для деталей или металла, которые будут подвергаться последующему травлению с одновременным фосфатированием.
Как выбирают способы очистки обезжиренных металлов?
Используемые в машиностроении черные металлы условно можно резделить на три группы. В группу I объединены углеродистые и малолегированные стали СтЗ, Ст5, 15Г, 55ГС, А-11, 55Л и др. К группе II относятся легированные стали 15Х, 18ХГ, 40ХС, 12ХНЗА и др., а также чугуны С-400, С-412 — 22, С-415 — 32 и др. В группу III входят коррозионно-стойкие стали 20X13, 95X16, 14Х17Н2, ВНС-2 и др.
После обезжиривания выясняют, какая степень окисления присуща очищенному металлу:
А — поверхность покрыта прочно держащейся, не осыпающейся ржавчиной; на литье имеется литейная корка, пригар отсутствует;
Б — поверхность покрыта осыпающейся ржавчиной, после очистки от ржавчины обнаруживаются изъявления основного металла; на литье имеются пригар и легко удаляемая формовочная смесь;
В — поверхность покрыта прокатной окалиной или литейной коркой, ржавчина занимает от 30 до 70% поверхности;
Г — поверхность покрыта прокатной окалиной или литейной коркой, ржавчина отсутствует или занимает не более 30% поверхности.
Как оценивают степень очистки от окислов?
Степень очистки определяют визуально, накладывая на поверхность прозрачную пластмассу размерами 25×25 с нанесенной сеткой, образующей квадраты 1×1 мм. Очистку оценивают отношением количества квадратов, под которыми находятся окислы, к общему числу квадратов сетки.
Объективную количественную характеристику качества поверхностей, очищенных от окалины, ржавчины, жировых и других загрязнений, можно получить, используя переносной накладной фотоэлектрический прибор ФЭПСО (рис. 5.2). Его действие основано на принципе регистрации диффузной составляющей излучения, отраженного от подготовленной поверхности в ближней инфракрасной области спектра. Прибор имеет автономное питание, он портативен, что позволяет применять его везде, где необходим контроль подготовки поверхности. Качество очистки оценивается путем интегрального фотометрического сравнения с поверхностью, принятой в качестве образцовой по ГОСТ 9.402—80, и высвечивается в цифровой форме на табло прибора.
Как выполняют очистку травлением?
В промышленности используют многочисленные растворы для очистки травлением, однако растворы универсального типа отсутствуют.
Очистку травлением выполняют погружением в ванны или распылением в специальных камерах. В последнем случае, используя менее концентрированные растворы, можно значительно сократить продолжительность очистки.
Изделия единичного или мелкосерийного производства целесообразно очищать в ваннах. В остальных случаях очистку выполняют более производительным способом в распылительных камерах.
В каких случаях можно применять травильные растворы и зачем вводят в них ингибиторы?
В растворы, содержащие серную или соляную кислоту, вводят ингибиторы — соединения, предупреждающие растворение основного металла и не влияющие на растворение окислов.
Основной недостаток соляной кислоты — значительное выделение ее паров, в связи с чем требуется усиленная вентиляция. В серной кислоте травление происходит медленнее, чем в соляной, здесь применяют менее мощную вентиляцию.
Как очищают изделия, покрытые толстой пленкой окалины или ржавчины, а также крупногабаритные изделия?
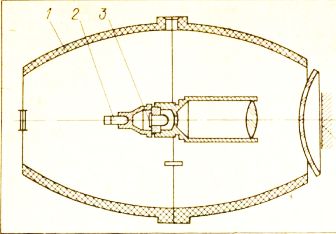
Рис. 1. Схема прибора ФЭПСО
1 — эллипсоид зеркальный ; 2 — фотодиод; 3 — све-тодиод; 4— измеряемое изделие
Примечание. Назначение травильной пасты — удаление толстых слоев окалины, прочной корки, покрывающей литье, толстых плотных слоев пластовой ржавчины, пассивирующей пасты — пассивирование очищенных поверхностей ‘для устранения возможности появления ржавчины.
Каковы преимущества подготовки под окрашивание с использованием фосфатирования и как ее выполняют?
При фосфатировании изделия погружением в ванну со специальным раствором или нанесением в распылительной камере на металле образуется нерастворимая в воде мелкокристаллическая пленка фосфата железа. Такая пленка способствует значительному повышению адгезии лакокрасочных покрытий и увеличивает срок их эксплуатации. При местных повреждениях лакокрасочных покрытий фосфатная пленка предохраняет изделие и краску от быстрого разрушения.
Перед фосфатированием изделие очищают от окалины, ржавчины, жиров и других загрязнений.
Различают фосфатирование солями цинка (цинкофосфатное), железа (железофосфатное), солями марганца (марганцево-железо-фосфатное). Последнее имеет ограниченное распространение и применяется на изделиях, не подвергающихся деформациям или ударным нагрузкам.
Крупногабаритные изделия из металлов группы I или II очищают специальными пастами. Их наносят пастопультом, шпателем, реже кистью из искусственной щетины. Пасту выдерживают 1—6 ч, смывают водой и на 0,5 — 1 ч наносят пассивирующую пасту. После пассивирования поверхность повторно промывают водой и высушивают. Состав паст и концентрация их компонентов приведены ниже.
Как готовят и контролируют фосфатирующие растворы?
Для получения фосфатирующих растворов используют готовые к употреблению концентраты (КФ-1, КФ-3) или сухие составы, а в отдельных случаях кислоты и соли, что несколько понижает свойства покрытий.
Применение концентратов и сухих составов позволяет обеспечить стабильность растворов и хорошее качество покрытий, упростить и ускорить приготовление фосфатирующих растворов благодаря введению компонентов непосредственно в ванны.
Для контроля качества растворов определяют общую и свободную кислотность, концентрацию цинка и нитрата натрия.
На какие материалы разрешается наносить фосфатные покрытия? Как промывают изделия после обезжиривания или фосфатирования и стабилизируют качество фосфатных покрытий?
После травления и фосфатирования изделия промывают водой температурой 15-25 °С или подогретой до 50 — 80 °С. Изделия погружают в ванну с проточной водой или отмывают в течение 30 — 45 с струей воды из шланга.
При фосфатировании высокое качество покрытий обеспечивается введением в ванну промывки после травления активирующего состава АФ-1 или АФ-3. При их отсутствии можно использовать активатор АК-1 (щавелевую кислоту). Допускается вводить активатор АФ-1 в ванну обезжиривания.
Какие требования предъявляются к воде, используемой для промывки изделий?
Вода, используемая для промывки изделий, направляемых на межоперационное хранение, изделий после травления или окрашивания методом электроосаждения, должна отвечать требованиям, перечисленным ниже.
Как классифицируют агрегаты химической очистки поверхности?
Для химической очистки применяют: стационарные ванны — при единичном и мелкосерийном производстве изделий небольшого размера; одно- и двухпозиционные агрегаты периодического действия — при мелкосерийном производстве различных по габаритам изделий; многопозиционные аппараты периодического и непрерывного действия — при серийном и массовом производстве.
В окрасочных- линиях, где исключена необходимость обработки изделий длинномерных, а также с карманами впадинами, наиболее широко применяют многопозиционные агрегаты непрерывного действия. Простые трехзонные агрегаты предназначены для обезжиривания, агрегаты шести-или семизонные — для обезжиривания с последующим фосфатированием.
Каковы назначение и устройство однопозиционного агрегата химической очистки?
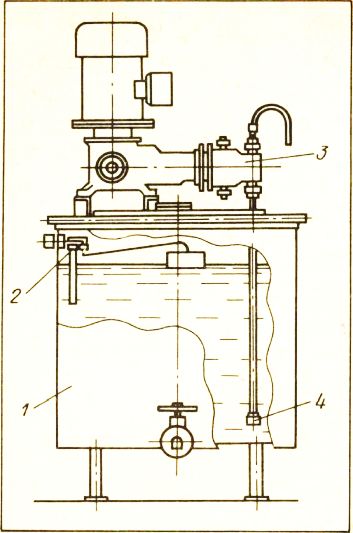
Рис. 2. Автоматический дозатор раствора
1 — бак; 2 — клапан; 3 — насос-дозатор; 4 — фильтр п риемный
Однопозиционный агрегат рассчитан на выполнение не более трех технологических операций очистки (обезжиривание и две промывки) путем последовательной подачи на очищаемую поверхность струй раствора или воды. Агрегат представляет собой туннель с входом и выходом по торцам, внутри которого устроены контурные трубопроводы с распылительными насадками. В нижней части агрегата расположены ванны с насосами, подающими в трубопроводы воду или обезжиривающий раствор. Жидкость подогревается теплообменниками.
Каковы назначение и устройство многопозиционного агрегата химической очистки?
Многопозиционный агрегат обеспечивает обезжиривание, фосфатирование и пассивирование очищенных поверхностей. Он представляет собой туннель, разделенный на соответствующие зоны обработки. В-каждой зоне установлены контуры с распы-ливающими насадками (в зонах обезжиривания и промывок) или форсунками (в зонах фосфатирования и пассивирования). В каждой зоне внизу расположена ванна с водой или соответствующим раствором, оборудованная насосными установками. Агрегат оснащен вентиляционной системой, предотвращающей выход паровоздушной смеси в окружающее пространство и очищающей ее перед выбросом в атмосферу, устройствами подогрева воды и растворов, фильтрацией и автоматической дозировкой, устройством, защищающим подвижные части конвейера, транспортирующего изделия, от попадания агрессивных сред. Агрегат предназначен для эксплуатации во взрывоопасных помещениях. Как устроены автоматические дозаторы и фильтры агрегатов очистки?
Дозаторы применяют для поддержания рабочих концентраций обезжиривающих, фосфатирующих или пассивирующих растворов путем периодического введения в ванну дополнительного количества раствора требуемой концентрации. Дозатор состоит из бака, содержащего раствор, и насоса, подающего нужное количество раствора через установленный промежуток времени.
Фильтр автоматический погружаемый применяют для очистки обезжиривающего раствора от стружки, окалины и других механических загрязнений. С фильтрующего полотна осадок удаляется специальным приспособлением.
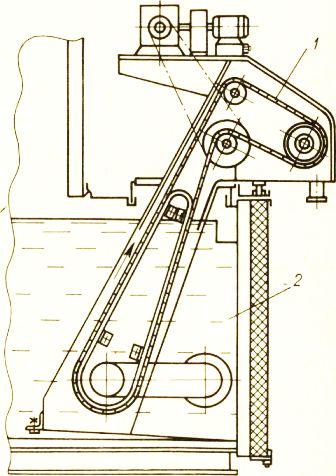
Рис. 3. Фильтр автоматический погружаемый
1 — фильтрующее полотно; 2 —ванна обезжиривания
Для тонкой очистки раствора используют непрерывно действующий фильтр, показанный на рис. 4. Загрязненный раствор очищают, подавая его на фильтровальную бумагу, укладываемую так, что образуется корытообразная емкость. Раствор поступает через питательный коллектор, уровень раствора контролируется электронным сигнализатором. По мере загрязнения бумага фильтровальная удаляется в специальный сборник.
Каковы назначение и особенности влагоотделителя агрегатов хинической очистки?
Влагоотделители, устанавливаемые на агрегатах химической очистки, предназначены для осушения удаляемого теплого воздуха и одновременной его очистки от вредных кислых или щелочных примесей, способствующих загрязнению окружающей среды.
Влагоотделитель состоит из оросительной камеры, каплеотбойника, подводящих трубопроводов с насадками, через которые навстречу потоку теплого влажного воздуха распыляется холодная вода.
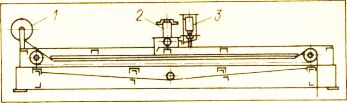
Рис. 4. Фильтр тонкой очистки
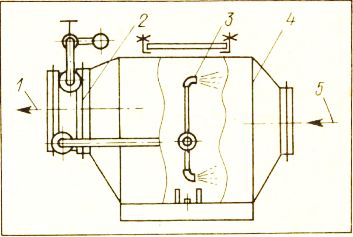
Рис. 5. Влагоотделитель
1 — отвод паровоздушной смеси; 2 — каплеотбойник; 3 — распылительные насадки; 4 — оросительная камера; 5 — подвод паровоздушной смеси
Какой уход необходим за агрегатами химической очистки? Каковы их характерные неисправности и способы устранения?
Подготовка поверхностей с использованием химической очистки обеспечивает должную степень обезжиривания и получение сплошных фосфатных покрытий с требуемыми противокоррозионными свойствами при условии систематического ухода за агрегатом.
Как обезжиривают поверхности с помощью трихлорэтилена?
Процесс очистки (обезжиривания) изделий с помощью растворителей осуществляется в четыре стадии. Вначале изделия дважды промывают в трихлорэтилене, подогретом до 40 °С, затем их охлаждают и выдерживают в парах растворителя.
Агрегат состоит из ванны, шлюзовых камер, снабженных вентиляцией, механизма для перемещения очищаемых изделий. Агрегат оборудован системой регенерации трихлорэтилена, обеспечивающей его многократное использование. Заданные параметры очистки поддерживаются автоматически специальными устройствами контроля и управления.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Химическая и электрохимическая очистка"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы