Строй-Техника.ру
Строительные машины и оборудование, справочник
После мойки и очистки детали подвергают контролю и сортировке по годности. При контроле устанавливают степень износа деталей и возможность их дальнейшего использования или восстановления.
Детали, износ которых находится в допустимых пределах, отправляют на комплектование и далее на сборку. Детали, износ которых превышает допустимый, направляют в соответствующие цехи для восстановления. Утильные детали, т. е. не пригодные для использования из-за полного их износа или серьезных дефектов, поступают на склад утиля. Часть таких деталей может служить заготовками для изготовления других деталей.
Проверенные детали маркируют краской: годные без ремонта — белой, подлежащие ремонту — желтой или зеленой, негодные — красной.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Контроль и сортировку деталей производят в соответствии с техническими условиями, которые содержат данные о величине допустимых износов; размерах деталей, годных к использованию и требующих восстановления; признаках для выбраковки деталей; допускаемых отклонениях от геометрической формы деталей вследствие овальности, конусности, погнутости, а также срыве резьбы, наличии и расположении трещин и др.
Контроль других отверстий, например в картерах под подшипники, осуществляется индикаторами для внутренних измерений штихмассами и предельными калибрами-пробками.
Диаметры коренных и шатунных шеек коленчатого вала замеряют микрометром, обычно в двух поясах (около галтелей) и в каждом поясе в двух направлениях — в плоскости щек вала и перпендикулярно им.
Для контроля валов, кроме микрометров, применяют индикаторы и скобы; погнутость валов проверяют по средней шейке индикатором при креплении вала в центрах.
Толщину зуба цилиндрических шестерен измеряют штан-гензубомером, или шаблоном, шлицевые соединения — скобами и шаблонами.
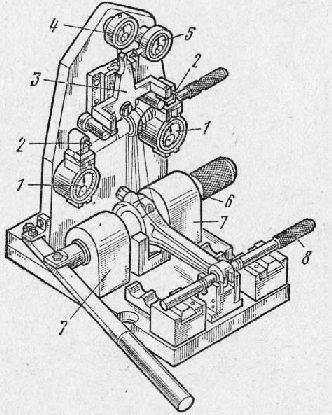
Для проверки шатунов пользуются индикаторным приспособлением (рис. 1). Шатун устанавливают в стойках при помощи скалки. Скалку вставляют в отверстие верхней головки шатуна. Она, соприкасаясь с упорами коромысла, упирается в штифты индикаторов. Индикаторы показывают скрученность шатуна, индикатор — расстояние между верхней и нижней головками шатуна, индикатор — непараллельность осей отверстий. Индикаторы настраиваются по эталонному шатуну.
В комплектовочный склад авторемонтного предприятия поступают различные по точности группы деталей: годные (с допустимым износом), восстановленные (изготовленные на авторемонтном предприятии) и новые (запасные части) номинального или ремонтного размеров.
Так как узлы и агрегаты автомобиля собирают из трех групп деталей, то необходимо предварительное комплектование, т. е. подбор деталей по однородности размеров и по необходимому зазору (натягу) в сопряжении.
В каждом агрегате и узле комплектование начинают с базовой детали и к ней подбирают по размерам, а если нужно, и по массе все остальные детали.
Поршни подбирают по размерам гильз цилиндров и по массе.
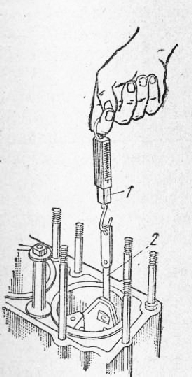
Поршневые пальцы подбирают по отверстиям втулки в верхней головке шатуна и отверстиям в бобышках поршня. Во втулку шатуна поршневой палец должен входить под легким нажимом большого пальца руки (рис. 3); так же он должен входить и в отверстия бобышек алюминиевого поршня, но при нагреве поршня до 70—80 °С.

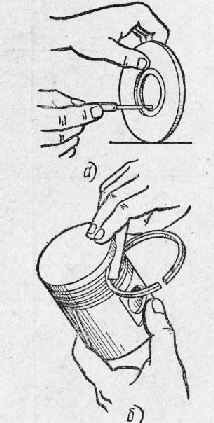
Поршневые кольца подбирают по поршню и гильзе цилиндра или калибру. К поршню кольца подбирают прокаткой их по канавке. Зазор по высоте канавки, замеренный щупом, не должен р вышать 0,05—0,08 мм для верхнего компрессионного и 0,04—0,07 мм 1 остальных колец. Зазор в стыке кольца, вставленного в калибр вепу должен составлять 0,3—0,5 мм (ЗМЗ) или 0,25—0,6 мм (двух него компрессионных колец двигателя ЗИЛ), 0,15—0,4 мм(дляниж-Ко компРессионного кольца) и 0,25—0,6 мм (для маслосъемного
На крупных авторемонтных предприятиях, как и на автомобильных заводах, применяют селективный подбор сопрягаемых деталей. При этом способе комплектования разбивают поле допусков сопрягаемых деталей на несколько равных частей и производят подбор деталей в пределах одинаковой группы.
По диаметру отверстий в бобышках под поршневой палец поршни двигателя ЗИЛ-130 сортируют на четыре группы, которые маркируют маслостойкой краской на наружной поверхности бобышек соответственно голубой, красной, белой и черной красками.
Закончив комплектование, детали укладывают в ящики или передвижные стеллажи и доставляют к рабочему месту, на котором собирают тот или иной агрегат.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Контроль, сортировка и комплектование деталей автомобиля"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы