Строй-Техника.ру
Строительные машины и оборудование, справочник
Для сварки арматурных стержней применяют контактные стыковые машины с автоматическим, полуавтоматическим и ручным приводом механизма осадки. Применяют два способа контактной электросварки.
Рис. 1. Гибка сеток на станках:
а — СМ-516А; б — СМЖ-353А; в — ПО-725; г — треста Мосгорбыткоммунстрой; д — ЖБИ-8; в — зарубежных фирм; 1 — рабочий стол; 2 — сетка; 3 — прижимная траверса; 4 — гибочная траверса; 5 — крючок; 6 — сменный дорн
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
1. Сварка непрерывным оплавлением производится при соприкосновении свариваемых стержней, вследствие чего образуется дута плавления. После разогрева стыка давление повышается до осадочного. Сварка оплавлением не требует хорошо пригнанных поверхностей, возможна обрезка концов на пресс-ножницах, автогеном и т. д. Такая сварка применяется на неавтоматических машинах.
2. Сварка оплавлением с подогревом производится при прерывистом, часто повторяющемся сближении стержней до соприкосновения, при котором происходит чередование разогрева и оплавления при дуговом процессе. Она пригодна для сварки стержней сечением более 1000 мм2, а при недостаточной мощности стыковых машин сечение должно быть меньше.
Институтом электросварки им. Е. О. Патона разработан принципиально новый способ стыковой сварки импульсным оплавлением, сочетающий непрерывное оплавление и оплавление с прерывистым подогревом. Программа скорости оплавления задается дроссельным регулятором, а для наложения виброимпульсов возратно-посту-пательного движения электродов с заданными частотой и амплитудой предусмотрен специальный вибратор. По этому способу работает стыковочная машина К-724.
Для свариваемых стержней требуется зачистка концов от заусенцев, окалины и грязи на наждачных обдирочных станках. Для получения качественных стыков необходимо точно устанавливать и надежно закреплять стержни в зажимах машины, соблюдая центровку их и длину выпуска, не допуская перекосов и смещений стержней. Ориентировочно выпуск каждого стержня составляет 1,5d (d — диаметр свариваемого стержня).
Для стыковой контактной электросварки арматуры применяют машины: АСП-10 (МС-301), МС-502, MC-I602 (МСР-100), МС-2008 (МСМУ-150), К-724. Для сварки арматуры больших сечений применяют более мощные машины МСГУ-300 и МСГУ-500.
Машина для стыковой сварки АСП-10 (МС-301) предназначена для контактной стыковой сварки методом сопротивления с предварительным подогревом и непрерывным оплавлением стержней из малоуглеродистой стали и цветных металлов.
Рычажно-эксцентриковый неподвижный зажим установлен на корпусе, а подвижной — на качающемся рычаге. Зажимы машины — ручные с эксцентриковым механизмом и радиальным ходом подвижных губок. Оси позволяют получить два конечных расстояния (4 и 14 мм), при которых свариваемые стержни будут соосны.
Машина МС-502 предназначена для контактной стыковой сварки арматуры диаметром 3—8 мм. Сварку производят методом сопротивления. Привод давления пружинный с педальным управлением. Машина оснащена зажимным и подающим механизмами. Она имеет аппаратуру управления и снабжена сварочным трансформатором. Зажимы машины рычажные с приводом от педали. При нажатии на педаль происходит зажатие свариваемых стержней и сжатие их торцов. Осадка производится под действием пружин автоматически по мере разогрева стержней. Сварное соединение отжигают в специальных зажимах. На машине имеются зажимы и ножницы для подготовки торцов стержней и опиловки грата.
Машины типа МСР предназначены для контактной стыковой сварки арматуры диаметром 40 мм методом оплавления с подогревом. Как и машина МС-502, они снабжены сварочным ; трансформатором, на корпусе смонтированы зажимной и подающий механизмы и аппаратура управления.
Машина МС-1602 (МСР-100) имеет ручной рычажный привод осадки. Настойках станины размещены две чугунные плиты с медными контактными вставками, к которым подключен вторичный виток сварочного трансформатора. Левая неподвижная плита изолирована от корпуса машины, а правая подвижная закреплена на двух направляющих, передвигающихся в подшипниках. Промежуток между плитами закрыт защитными щитками и корытом, предохраняющим трансформатор и другие узлы машины от брызг расплавленного металла и окалины.
Зажимы ручные винтовые. Они легко снимаются и могут быть заменены. Возможна регулировка положения контактных губок по горизонтали и вертикали. Включение и выключение сварочного трансформатора производится электромагнитным контактором. Для безопасности обслуживания цепи управления работают на пониженном напряжении (36 В) от понижающего трансформатора. Включение его производится автоматически в начале осадки выключателем, расположенным около рычага подачи.
Машина МС-2008 (МСМУ-150) применяется для автоматической сварки арматурных стержней, диаметром до 60 мм способом непрерывного оплавления. При полуавтоматической сварке применяется способ оплавлением с подогревом. Основными узлами машины являются: станина зажима с пневматическим устройством, электромеханический привод осадки, сварочный трансформатор, контактор и переключатель ступеней.
Рис. 2. Машина МС-502 для стыковой сварки:
1 — корпус; 2 — регулировочная пружина; 3 — рукоятка; 4 — контактная колодка; 5 — тиски; б — ножницы; 7 — переключатель ступеней; 8 — педаль
Стержни для сварки устанавливаются в контактные губки зажимов и удерживаются рычажными устройствами и с помощью пневматических цилиндров. Работа зажимов регулируется пусковыми кнопками, связанными с электропневматическим клапаном. При сварке способом непрерывного оплавления после установки стержней и нажатия пусковой кнопки автоматически срабатывают электромагнитные контакторы и одновременно включается сварочный трансформатор и привод перемещения подвижного зажима. При сближении концов стержней происходит их оплавление с возрастающей интенсивностью. После достижения необходимого их разогрева сварочный трансформатор автоматически отключается и происходит осадка стержней. Скорость оплавления и осадки определяется профилем кулачка привода. Ее регулируют с помощью фрикционного регулятора. После осадки цикл сварки заканчивается, электродвигатель привода отключается, раскрываются зажимы, и машина приходит в исходное положение для следующей сварки.
Машины МСГУ-300 и МСГУ-500 выпускаются по одной схеме и различаются только своей мощностью. Их применяют для стыковой сварки стержней диаметром до 70 мм непрерывным оплавлением и оплавлением с предварительным подогревом. Машины состоят из: станины, зажимов с пневмогидравлическим устройством, гидравлического привода осадки, сварочного трансформатора с переключателем ступеней контактора. Зажатие стержней производится пневмогидрав-лическими зажимами. Арматуру в зажимы устанавливают и ее подъем после сварки осуществляют вручную или с помощью электротельфера.
Рис. 3. Машина МС-1602 (МСР-100) для стыковой сварки:
1—3 — винты; 4 — прижимное устройство; 5 — упор; 6 — рычаг; 7 — контактор; 8 — болт для заземления; 9 —- рычаг
Рис. 4. Электрическая схема машины МС-1602:
1 — переключатель ступеней; 2 — контактор силовой; 3 — доска выводов; 4 — трансформатор цепи управления; 5 — промежуточное реле; 6 — концевой выключатель; 7 — кнопка включения
Управление сваркой автоматическое с помощью реле времени, конечных выключателей и электропневматических клапанов.
Автоматическая сварка происходит после нажатия кнопки «сварка». Срабатывают контакторы, включается сварочный трансформатор и привод перемещения подвижного зажима. В дальнейшем процесс сварки происходит так же, как и у машины МСМУ-150.
При сварке оплавлением с подогревом после зажатия стержней нажатием кнопки «свар ка» включаются сварочный трансформатор гидравлический привод перемещения, который автоматически совершает возвратно-поступательное движение и концы стержней периодически соприкасаются, происходит нагрев их сварочным током. Регулирование продолжительности сварочного цикла и продолжи тельности отдельных операций осуществляется соответствующей настройкой электронного регулятора времени.
Рис. 5. Машина МС-2008 (МСМУ-150) для стыковой сварки:
электродвигатель; 2 — корпус; 3 — вариатор; 4 — редуктор; 5 — нижние губки; б — верхние губки; 7 рычаги; 8— направляющие; 9 — пневматический цилиндр; 10— сменные шестерни
Сварочная машина К-724 применяется для импульсной стыковой сварки арматуры классов A-I…A-V диаметром 12—40 мм. В состав машины входят насосная гидравлическая станция и шкафы управления. Привод всех механизмов гидравлический. Корпус машины консольного типа позволяет осуществлять осевую и боковую подачу арматуры. Сварочный трансформатор машины размещен вне машины, а токоход осуществлен к верхним зажимным электродам. Машина обеспечивает автоматическую сварку в режимах непрерывного оплавления и виброоплавления. Программа скорости оплавления задается дроссельным регулятором.
При контактной стыковой сварке в месте стыка образуется фат, который необходимо удалять, так как он препятствует перемещению стержней между электродами сварочных машин. Для его снятия применяются устройства с наждачными кругами, расположенными в линии после стыкосварочной машины.
Херсонским проектно-конструкторским и технологическим институтом предложен специальный ротационно-обжимной станок для снятия грата (рис. 18.20). Обжатие грата производится с помощью четырех специальных кулачков, установленных во вращающейся с частотой 450 мин. головке, что обеспечивает 48 обжатий в 1 с. В результате происходит уплотнение (проковка) и выравнивание грата заподлицо со стержнем. Мощность электропривода станка 4,5 кВт.
Рис. 6. Ротационно-обжимной станок для снятия грата:
1 — замок кожуха; 2 — ремень клиновой; 3 — электродвигатель; 4 — станина; 5 — кожух; 6 — головка ротационно-обжимная
Таблица 1
Технические характеристики машин для контактной стыковой сварки арматуры
—
Машины для стыковой сварки арматуры в комплекте с отрезными станками широко применяют в полуавтоматических линиях безотходной стыковой сварки и резки.
Машина АСП-10 (МС-501) предназначена для электрической контактной стыковой сварки арматуры диаметром 3—8 мм. Сварку выполняют методом сопротивления. Привод давления пружинный с педальным управлением.
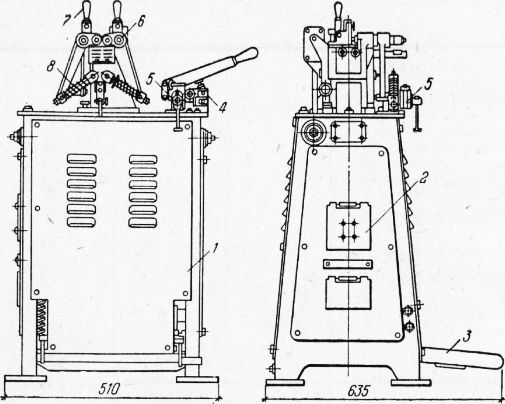
Рис. 7. Машина АСП-10 для стыковой сварки
1 — корпус; 2— переключатель ступеней; 3 — педаль; 4— ножницы; 5 — тиски; 6 — контактная колодка; 7 — рукоятка; 8 — регулировочная пружина
На корпусе машины смонтированы зажимной и подающий механизмы. Машина имеет аппаратуру управления и снабжена сварочным трансформатором. Зажимы машины рычажные с приводом от педали. При нажатии на педаль происходит последовательно зажатие свариваемых стержней и сжатие их торцов с необходимым сварочным давлением. Осадка производится под действием пружин автоматически по мере разогрева свариваемых деталей. Сварное соединение отжигают в специальных зажимах. На столе машины укреплены зажимы и ножницы для подготовки торцов свариваемых стержней и опиловки грата.
Машины типа МСР предназначены для электрической контактной стыковой сварки арматуры диаметром до 40 мм методом оплавления с подогревом. Как и машина АСП-10, они снабжены сварочным трансформатором, на корпусе смонтированы зажимной и подающий механизмы и аппаратура управления.
Верхняя часть корпуса машины МСР-100 представляет собой жесткую раму, образованную двумя траверсами, стянутыми стяжками-направляющими, по которым скользит средняя траверса, несущая правый подвижной зажим. Левый зажим прикреплен к левой траверсе.
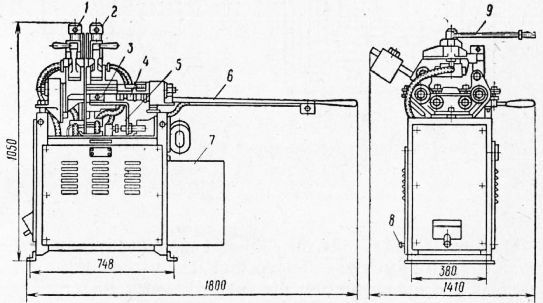
Рис. 8. Машина МСР-100 для стыковой сварки
1—3 — винты; 4 — талреп; 5 — упор; 6 — рычаг; 7 — контактор; 8— болт для заземления; 9 — рычаг
Машина МСР-100 снабжеаа ручными винтовыми зажимами. Конструкция зажимов предусматривает возможность регулировки положения контактных губок в горизонтальном и вертикальном направлениях для компенсации их износа и корректирования положения свариваемых стержней. Привод давления ручной, рычажный. Расстояние между зажимами регулируется талрепом. Сварочный трансформатор однофазный броневого типа. Регулирование вторичного напряжения достигается переключением секций первичной обмотки трансформатора.
Электрическая схема машины МСР-100 приведена на рис. 9.
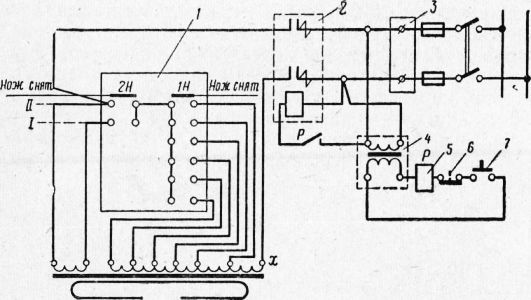
Рис. 9. Электрическая схема машины МСР-100
1 — переключатель ступеней; 2 — контактор силовой; 3 — доска выводов; 4 — трансформатор цепи управления; 5 — промежуточное реле; 6 — концевой выключатель; 7 — кнопка включения
Машина МСМУ-150 предназначена для стыковой сварки арматуры непрерывным оплавлением и оплавлением с прерывистым предварительным подогревом арматуры диаметром до 50 мм.
Машина состоит из корпуса, электродвигателя, вариатора, редуктора, пневмоцилиндров, направляющих, верхних и нижних губок.
Свариваемые стержни зажимаются рычажными зажимами с пневматическим приводом и вынимаются из зажимов после сварки вручную.
Перемещение подвижного зажима при оплавлении и осадке осуществляется электромеханическим приводом. Вариатор позволяет плавно изменять скорость оплавления (в пределах 1 :2).
При помощи электропневматических клапанов и концевых выключателей на машине возможно автоматическое управление процессом сварки. Сварочный трансформатор включается и выключается при помощи электромагнитного контактора.
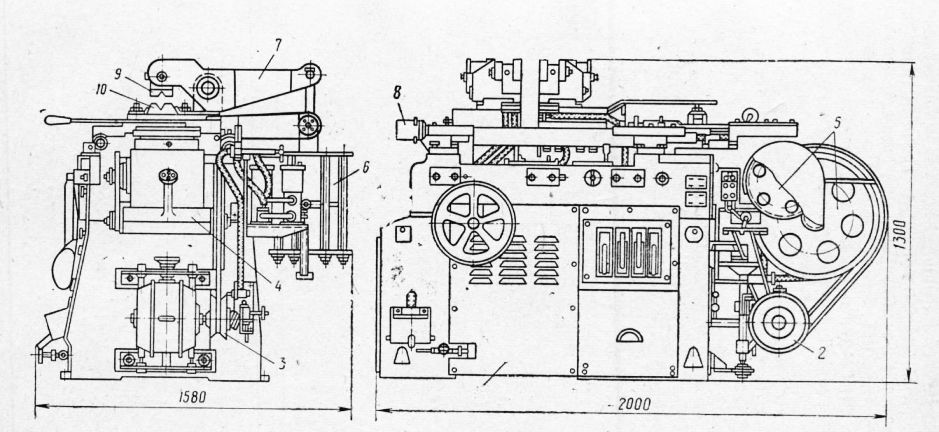
Рис. 10. Машина МСМУ-150 для стыковой сварки
1 – корпус; 2 – электродвигатель; 3 — вариатор; 4 – редуктор; 5 – сменные шестерни; 6 – пневматический цилиндр; 7 – рычаги; 8 — направляющие; 9 — верхние губки; 10 — нижние губки
Машины МСГУ-300 и МСГУ-500 предназначены для контактной стыковой сварки арматуры диаметром до 70 мм непрерывным оплавлением и оплавлением с предварительным прерывистым подогревом.
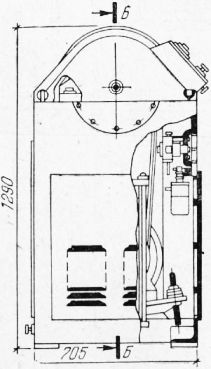
Рис. 11. Машина МСТ-35 для стыковой сварки трением
1 — пустотелый шпиндель; 2 — зажимное устройство
Машины имеют гидравлический привод перемещения подвижного зажима при подогреве, оплавлении и осадке. Зажатие деталей производится пневмогидравлическими зажимами. Установку арматуры в зажимы и ее съем после сварки осуществляют вручную.
Управление сваркой автоматическое с помощью тиратронного реле напряжения, электронного реле времени, конечных выключателей и электропневматических клапанов.
Контактные губки машин обработаны в зависимости от формы свариваемых деталей. Для компенсации износа губок необходимо периодически выверять положение губок по высоте.
Не реже одного раза в месяц рекомендуется измерять омическое сопротивление вторичного контура. При увеличении сопротивления вторичного контура более чем на 25% по сравнению с сопротивлением контура машины сл’едует измерять омическое сопротивление отдельных контактов и выявлять контакты с резко повышенным сопротивлением. Зачистку контактов контактора следует производить не реже одного раза в смену.
Для стыковой сварки арматуры используются также машины, работающие по способу сварки трением. Сварка трением на машинах полностью механизирована, вручную выполняются только операции загрузки арматуры и съем готовых изделий.
Управление сваркой осуществляется от устройства, следящего за величиной осадки, или от реле времени.
Все машины для стыковой сварки трением конструктивно одинаковы и различаются лишь параметрами. На рис. 11 приведен общий вид машины МСТ-35 для стыковой сварки трением. Основной сопряженной единицей машины является пустотелый шпиндель, через который проходит вращающаяся свариваемая деталь (стержень). Второй стержень неподвижно закрепляется в зажимном устройстве соосно с вращающимся. Машины снабжены пневмогидравлическим механизмом, питание которого осуществляется от воздушной магистрали с давлением не менее 0,45 МПа.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Оборудование для стыковой сварки"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы