Строй-Техника.ру
Строительные машины и оборудование, справочник
Целлюлоза вырабатывается на сушильных машинах. Производительность современных сушильных машин достигает 600 т/ сутки и более. В большинстве случаев целлюлоза отправляется потребителям в листовом виде. Продольная и поперечная резка полотна целлюлозы для образования листов осуществляется на саморезках, установленных чаще всего за накатом сушильной машины. При выработке ролевой и листовой целлюлозы саморезка устанавливается обычно этажом ниже.
В последние годы разработаны новые конструкции саморезок с листоукладчиком и автоматизированные поточные линии транспортирования и упаковки кип целлюлозы.
Масса кип целлюлозы составляет обычно 100, 150 и 200 кг пРи ширине 600 мм, длине 800 мм и высоте 350—650 мм, в зависимости от вида целлюлозы и способа упаковки (в прессе или вне пресса).
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
При упаковке кип их необходимо обертывать двумя слоями небеленой целлюлозы и обвязывать стальной лентой или проволокой в четыре пояса.
В настоящее время применяется два способа упаковки кип целлюлозы:
1. Кипы обвязывают в прессе в момент их сжатия.
2. Кипы обвязывают вне пресса на специальных обвязочных машинах.
При обвязке кип в прессе используют прессы низкого давления. Когда кипы обвязываются вне пресса, применяют прессы с общим усилием прижима до 16-Ю3 кН и выше. Обвязка кип вне пресса в поточных линиях высокой производительности необходима по следующим причинам:
1. Продолжительность прессования кипы в прессе под высоким давлением очень йизка; прессы являются дорогостоящим оборудованием, поэтому при обвязке кипы в прессе возрастает время на обработку одной кипы и требуется установка нескольких прессов, что неэкономично.
2. В процессе обвязки при высоких давлениях бороздки в плитах пресса для прохода упаковочной проволоки могут нарушить целостность упаковки.
3. После обвязки кипы под высоким давлением вследствие действия упругих сил возможен последующий разрыв упаковочной проволоки с нарушением упаковки.
Высота кипы определяется давлением прессования и продолжительностью выдержки кипы под давлением в прессе. Опыты, проведенные с кипами беленой бисульфитной лиственной целлюлозы сухостью 92%, показали, что после снятия нагрузки вследствие действия упругих сил высота кипы значительно возрастает.
Обычно в современных поточных линиях применяются прессы с автоматическим управлением. Прижим пресса прекращается, когда достигнуто либо требуемое давление сжатия, либо требуемая высота кипы. Общее усилие прижима пресса выбирается в зависимости от вида упаковываемой продукции. Так, для упаковки мокрой древесной массы сухостью 50% используют прессы с усилием прижима 2000 кН. Давление прессования при этом не превышает 4,5—5 МПа.
Исследования автора показали, что относительная деформация сжатия стопы при давлении 35 МПа (350 кгс/см2) может достигать 60%. Характер восстановления стопы по высоте зависит от вида целлюлозы. Сульфатная полубеленая целлюлоза восстанавливается значительно медленнее, чем сульфатная целлюлоза марки Ж-4. Высота стопы резко восстанавливается за первые 10 с после снятия нагрузки.
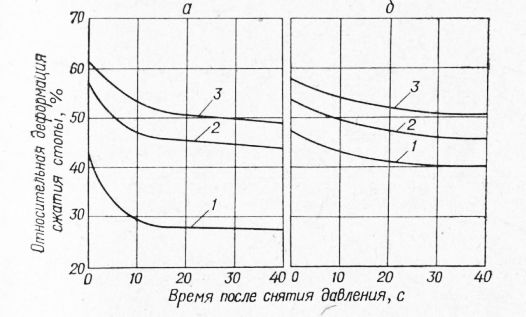
Рис. 1. Изменение относительной деформации стопы после снятия нагрузки при прессовании:
а — целлюлоза сульфатная небеленая Ж-4; б — сульфатная полубеленая; давление прессования, МПа: 1 — 10; 2— 20; 3 — 35
При выдержке стопы в прессе в течение 20 с относительная деформация сжатия стоп целлюлозы отличается лишь до давления 20 МПа. При больших давлениях деформации стоп близки друг другу.
На деформацию стопы оказывает влияние время выдержки стопы под нагрузкой. С увеличением времени прессования время: полного восстановления стопы целлюлозы возрастает.
В современных поточных линиях время на выдержку стопы под нагрузкой составляет 15—30 с. Через 30—40 с после выхода из пресса кипа будет упакована. Кипа после обвязки обладает определенными упругими свойствами, что вызовет дополнительное натяжение упаковочной проволоки (ленты) без опасности ее разрыва. Полное прекращение увеличения высоты стопы после снятия нагрузки заканчивается в основном через 45—55 с.
Прессование сульфитной целлюлозы целесообразно вести пРи давлении до 15—20 МПа (150—200 кгс/см2), сульфатной — до 25—30 МПа (250—300 кгс/см1). При упаковке целлюлозы для химической переработки используют более высокое давление, так как пропитка целлюлозы некоторыми химикатами ускоряется при удалении воздуха из кип.
Плотность кипы после обвязки ее в прессе составляет 0,7— 0,75 т/м3 при давлении 3—4 МПа, 0,80—0,9 т/м3 при давлении 10—15 МПа. При упаковке вне пресса плотность кип равна 0,75—0,80 т/м3 при давлении сжатия 15—17 МПа и 0,87—0,9 т/м3 при давлении 25—30 МПа.
Весы циферблатные показывающие, иногда с устройством для суммирования массы, снабжаются или цепным конвейером с тремя-четырьмя специальными цепями, или столом с воздушной подушкой. В последнем случае стопы с весов удаляют двумя боковыми захватами (зажимами). Они зажимают стопу с двух сторон и перемещают ее по столу весов с помощью винта, приводимого во вращение электродвигателем. Точную массу стопы устанавливает весовщик, снимая или добавляя листы в стопу.
Пресс гидравлический с верхней подвижной плитой общим усилием прижима 2000—12000 кН имеет в нижней неподвижной плите две прорези, в которых перемещаются две рамы с захватами для сталкивания кипы с пресса.
В верхней плите имеются прорези для захватов. Рама соединена со штоком, перемещающимся гидравлическим цилиндром. Кипы с пресса разгружаются автоматически.
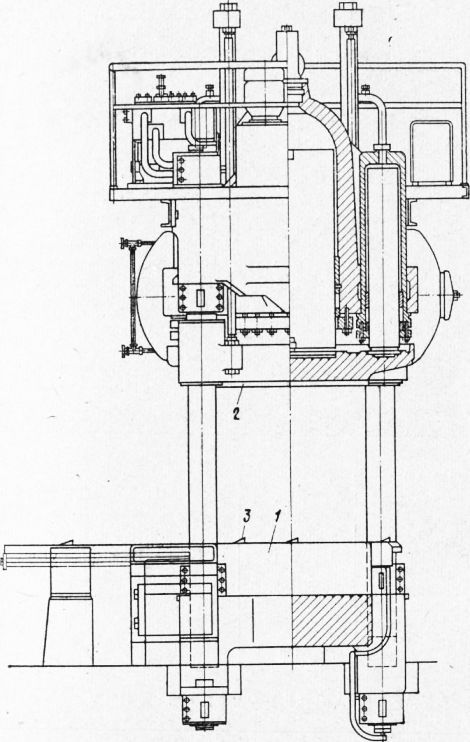
Рис. 2. Гидравлический пресс с общим усилием сжатия 10-Ю3 кН с гидравлическим питающим приспособлением для кип целлюлозы:
1 — нижняя плита; 2 — верхняя плита; 3 — захваты питающего приспособления
Давление масла для перемещения штока равно 0,5 МПа. Ход поршня 1300—1800 мм.
Удаление стопы из пресса может быть осуществлено так называемым челночным конвейером, представляющим собой трех-Цепной конвейер с захватами у цепей. Захваты, выступающие за пределы горизонтального стола, перемещают стопу. При удалении стопы цепи двигаются в обратную сторону, при этом захваты опускаются вниз.
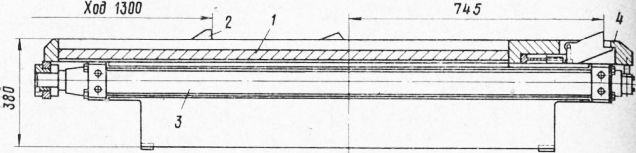
Рис. 3. Гидравлическое приспособление для подачи и удаления стоп целлюлозы к прессу:
1 — передвижная рама; 2 —захваты; 3 — гидравлический цилиндр; 4 — нижняя плита пресса 1200X1100 мм
Оборудование для обертывания стоп целлюлозы. Перед обвязкой проволокой стопа должна быть обернута упаковочным материалом (обычно целлюлозой) с последующим загибанием его кромок. Обертывание может быть осуществлено в разных местах и разными методами.
В одном из них, как указывалось выше, стопа наезжает на лист целлюлозы, вытаскивая его из специального кармана.
В современных поточных линиях часто стопа обертывается в один слой целлюлозы при выходе из пресса. В этом случае рулон целлюлозы устанавливается вверху, полотно целлюлозы свисает вниз; при сталкивании с плиты стопа наезжает на полотно и охватывается им по широкой стороне. Затем полотно автоматически обрезается ножом и свисающие концы его загибаются. Обычно загибание свисающей со стопы упаковки с целью образования «конверта» осуществляется фальцовочными
ашинами, основными элементами которых являются специальные пластины. В момент движения стопы по конвейеру пластины загибают кромки упаковочного материала.
При большой производительности поточных линий для обертывания стоп целлюлозы упаковочным материалом можно отдельно устанавливать машины фирмы «Сунд» (Швеция).
схема машины марки EMP-R2. В поточной линии после пресса устанавливается роликовый конвейер. Привод роликов осуществляется втулочно-роликовыми цепями от гидродвигателя. Между роликами конвейера расположены цепи поперечного четырехцепного конвейера, подъем и опускание которого осуществляется гидроцилиндром. Стопы целлюлозы после пресса подаются на конвейер и транспортируются им до осевой линии машины. Конвейер поднимается и стопа транспортируется им на конвейер приемного стола машины. Оберточная бумага рулонов через систему приводных и неприводных 5 бумаго-Дущих валиков подается через устройство к зажиму для Резания полотна с одним неподвижным и вторым подвижным ложами. Захват установлен на конце рычагов рычажной системы 8. Пунктиром показано верхнее положение рычагов. Операции на машине выполняются в такой последовательности. Рычажная система с приводом от гидроцилиндров находится в нижнем положении. Устройством, состоящим из двух валиков, на которые надеты резиновые втулки, захватываются концы полотен оберточной бумаги. Стопа целлюлозы подает&я на конвейер. Рычаги занимают верхнее положение, бумага сматывается с рулонов, образуется вертикально-расположенная полоса оберточной бумаги, конец которой зажат в зажиме, находящемся в верхнем положении. При перемещении стопы до осевой линии машины конвейер автоматически останавливается, поднимается и включается конвейер, который передает стопу на конвейер, при этом полотна оберточной бумаги обрезаются, кипа наезжает на вертикально расположенное полотно, вытаскивая нижнюю часть, рычаги с зажимом не имеет поворотного круга, поэтому машина обвязывает кипы по одной из сторон. После первой обвязочной машины устанавливается поворотный стол для поворота кипы на угол 90° С с целью обвязки под другим сторонам. Транспортирующий стол обвязочной машины выполнен из двух конвейеров. Между конвейерами располагается обвязочная машина. Она может быть для ремонта легко удалена в сторону. Привод конвейеров стола осуществляется от гидродвигателей, обеспечивающих плавный пуск и остановку.
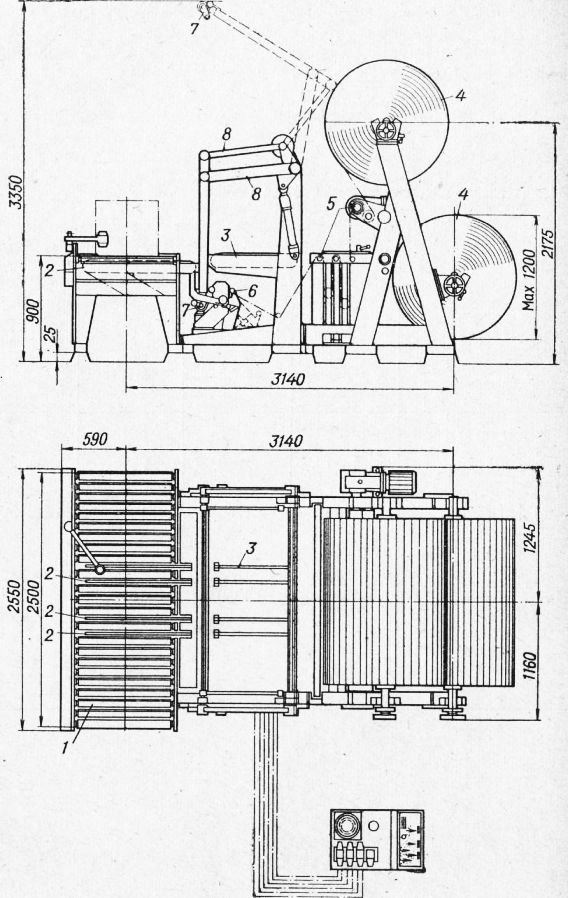
Рис. 6. Автоматическая машина для обертывания стоп целлюлозы упаковочным материалом
Схема обвязочной машины приведена на рис. 7.8. Машина представляет собой очень сложную конструкцию.
Конец проволоки помещается в зажимную головку, смонтированную на рычаге, расположенном на вращающемся кольце. На конце расположены блоки для проволоки. При вращении кольца проволока втягивается в машину и лежит на блоках. Когда кольцо остановится, после того как оно сделает несколько больше одного оборота, зажимная головка передает конец проволоки в стационарную оправку. При вращении кольца в обратную сторону конец проволоки удерживается в стационарной оправке, пока проволока оборачивается вокруг кипы. Во время этой операции проволока подается назад коробкой передач с достаточным натяжением. Когда кольцо останавливается, две части проволоки скрещиваются под кипой в прорези скручивающего ролика, который затем скручивает проволоку при своем вращении. После окончания процесса скручивания, нижняя проволока обрезается ножницами. Конец проволоки из бобины зажимается зажимной головкой”, и новая проволока вытягивается в кольцо для проведения следующей обвязки.
Изготовляются машины аналогичной конструкции, но с под-прессовкой стопы в момент ее обвязки. С этой целью в машине в верхней части расположена плита, прижимаемая к стопе гидроцилиндром. Фирмой «Сунд» (Швеция) изготовляется несколько моделей обвязочных машин для упаковки кип с максимальными размерами их по длине 1050 мм, ширине 1050 мм, высоте 600 мм. Скорость конвейеров 0,4 м/с.
Оборудование для пакетирования кип целлюлозы. В последнее время для снижения затрат при производстве складских и погрузочно-разгрузочных работ кипы целлюлозы массой 150—200 кг каждая пакетируют по 8 шт. с последующим прессованием и обвязкой проволокой. Для этой цели используется специальная машина с прессующим и обвязочным устройством, схема которой приведена на рис. 9. Производительность машины составляет 40 т/ч при обвязке пакета из восьми кип и массе каждой кипы 200 кг.
Кипы целлюлозы после обвязки их и формирования на кипо-укладчике по 8 шт. (по 4 кипи в высоту) цепным конвейером подаются к машине для прессования и обвязки, где показано положение кип в плане). С цепного конвейера стопа кип направляется на роликовый приводной конвейер машины, который автоматически останавливается в момент, когда стопа разместится посередине машины. Затем автоматически включается толкатель, перемещущий стопу кип к обвязочной машине. Когда кипа достигнет задней подвижной стенки машины, перемещаются боковые и верхняя траверсы, кипы в стопе выравниваются и прессуются с узкой и широкой сторон стопы усилием 40 кН, а сверху – 80 кН. Здесь же стопа из восьми кип обвязывается стальной проволокой в одном месте по узкой стороне стопы 2—6 раз. Диаметр проволоки 2—3,5 мм. Натяжение проволоки составляет около 90% от предела текучести материала ее. Обвязанная стопа кип задней подвижной стенкой сталкивается по столу на роликовый конвейер машины, а затем по роликовому конвейеру переходит на цепной конвейер, с которого погрузчиком с боковыми захватами транспортируется в склад готовой продукции.
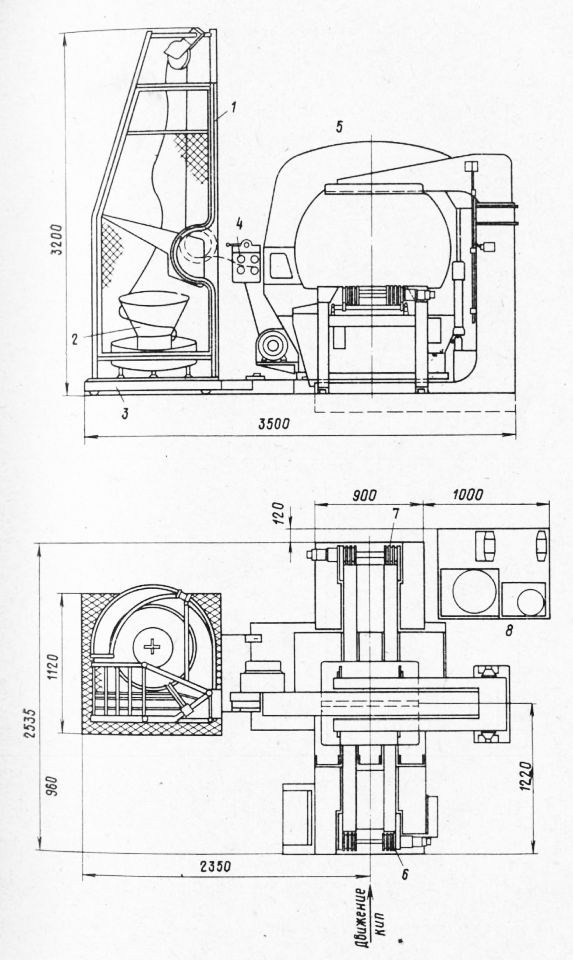
Рис. 8. Схема обвязочной машины:
1 — мачта проволокодержателя; 2 — бобина проволоки; 3 — передвижная каретка; 4— тяговые валы; 5 — рама проволокодержателя с кольцом большого диаметра; 6 — приемный конвейер с поворотным кругом; 7 — конвейер выдачи кип; 8 — пульт управления
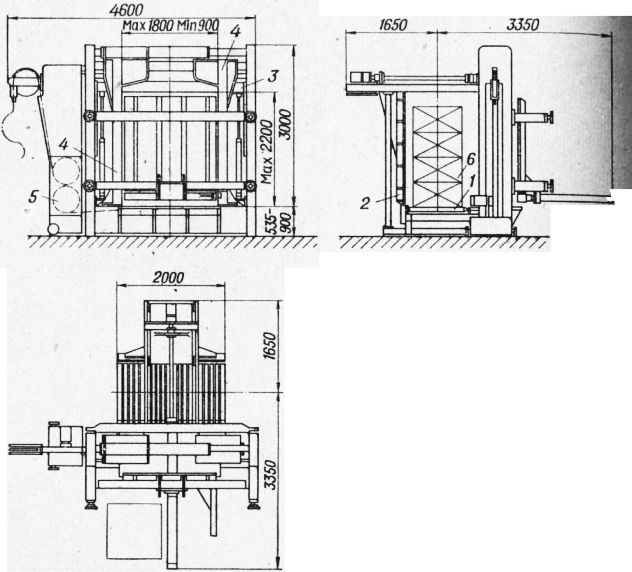
Рис. 9. Схема автоматической машины для пакетирования и обвязки кип целлюлозы:
1 — роликовый конвейер; 2 — толкатель; 3 — верхняя траверса; 4 — боковые подвижные траверсы; 5 — тяговые валы проволоки; 6 — пакет кип
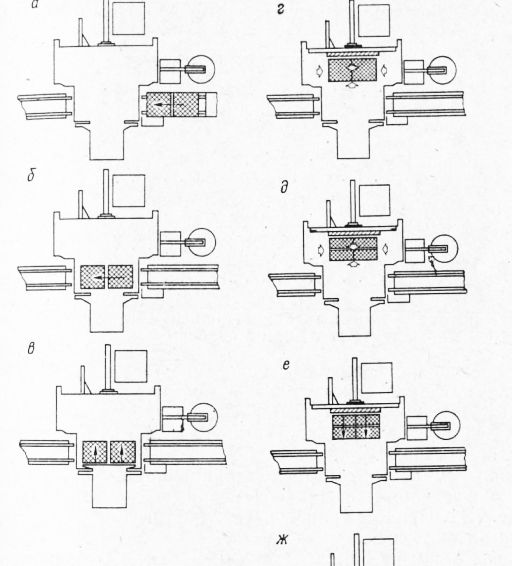
Рис. 10. Последовательность операций работы автоматической машины для пакетирования и обвязки кип
Затем подъемный стол опускается с пакетом из трех кип вниз, включается двухцепной конвейер стола и пакет транспортируется на последующий конвейер.
Пакетировщик кип работает автоматически.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Оборудование для упаковки листовои целлюлозы"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы