Строй-Техника.ру
Строительные машины и оборудование, справочник
В чем сущность способа окрашивания окунанием, его преимущества и недостатки?
Изделие погружают в ванну с лакокрасочным материалом, выдерживают в ней и быстро извлекают, подержав над ванной или лотком для удаления растворителей и стока избытка краски. Данный способ пригоден для окрашивания изделий простой формы размерами до 4—4,5 м.
Преимущества способа — получение покрытий на наружной и внутренней поверхностях, полная механизация процесса, отсутствие необходимости в сложном и дорогостоящем оборудовании. К недостаткам относятся низкие декоративные качества покрытия и большая его неравномерность по толщине, возможность окрашивания только в один цвет, ограниченный ассортимент красок, пригодных для нанесения этим способом, необходимость частой корректировки вязкости ЛКМ в ванне.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Какие лакокрасочные материалы можно использовать для окрашивания окунанием?
Наиболее пригодны непигментирован-ные или малопигментированные ЛКМ. Нельзя применять для окрашивания окунанием лакокрасочные материалы быстросохнущие, с ограниченной жизнеспособностью, замедленным розливом.
В последнее время для окрашивания окунанием используют материалы на основе водоразбавляемых пленкообразующих. В их состав вводят некоторое количество растворителей, смешивающихся с водой, что улучшает качество покрытий. Такие материалы обладают повышенной склонностью к пенообразованию, что заставляет вводить в них пеногасители (полисилоксаны и др.) или применять механическое гашение пены специальными устройствами.
Как устроена установка для окрашивания окунанием?
Применяемая на конвейерных линиях установка представляет собой проходную камеру туннельного типа, состоящую из входного тамбура, ванны для окунания окрашиваемых изделий, парового туннеля (если в установке предусмотрена выдержка окрашенных изделий в парах растворителей) и выходного тамбура.
У входного и выходного тамбуров расположены вентиляционные устройства, препятствующие выходу паров растворителей через транспортные проемы. В паровом туннеле установлена вентиляционная система для рециркуляции паровоздушной смеси и частичного выброса ее в атмосферу в случае превышения допустимой концентрации паров растворителей.
В условиях единичного или мелкосерийного производства устраивают тупиковые установки окунания. Изделия погружают в ванну вручную, с помощью тали или по программе автоматическим манипулятором.
Какова технология окрашивания струйным обливом?
Изделие помещают в камеру, где на него подается ЛКМ с помощью неподвижных или качающихся окрасочных контуров, имеющих распылительные сопла. Окрашенное изделие выдерживают в парах растворителей, при этом происходит разравнивание покрытия.
К недостаткам способа относятся: невысокие декоративные свойства покрытия и возможность окрашивания только в один цвет; необходимость в больших производственных площадях; потеря краски в трубопроводах и в баке с растворителем из-за гелеобразования или выпадения пигментной части в осадок, возникающая при промывке трубопроводов вследствие чрезмерного разбавления растворителем оставшейся в них краски и обеднения ее пленкообразователем. Выпавший осадок засоряет трубопроводы, контуры, сопла, фильтры, снижает качество и экономические показатели облива. Кроме того, после окончания промывки трубопроводов и возобновления окрашивания лакокрасочный материал, поступающий в трубы, смешивается с оставшимся в них растворителем, что снижает рабочую вязкость. Внешний вид покрытия, полученного этим способом, оценивается по классам III —IV.
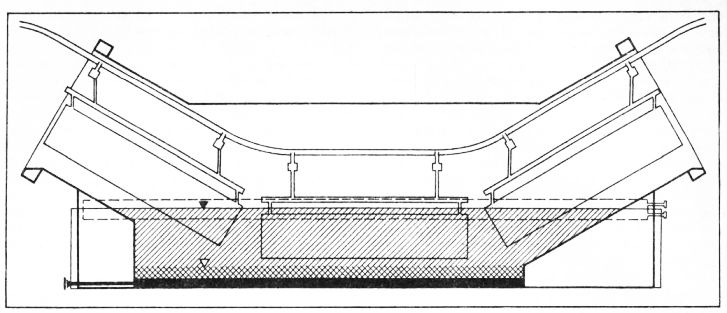
Рис. 1. Установка для окрашивания окунанием
Какие материалы применяют при окрашивании струйным обливом?
Можно использовать алкидные, масляные, меламиноалкидные, мочевиноалкидные и другие однокомпонентные материалы со сроком естественного высыхания 24—48 ч. Все большее применение получают водо-разбавляемые грунтовки ПФ-033, В-МЛ-0143, ПФ-099, эмаль В-ФЛ-149 и др. Такие материалы нетоксичны и пожаробезопасны, покрытия на их основе имеют хорошие защитные свойства.
Однако струйное нанесение водоразбавляемых ЛКМ связано с большим расходом органических растворителей (до 450% по отношению к грунтовке), с очень строгим контролем за соотношением воды и спиртов, содержанием сухого остатка, вязкостью и т. п. При несоблюдении этих требований зозможны расслаивание ЛКМ, появление потеков, образование шагрени, неравномерность покрытия и другие дефекты.
Каковы технологические параметры окрашивания струйным обливом?
Рабочую вязкость, температуру, тип растворителя, концентрацию паров растворителя и время выдержки определяют опытным путем. Концентрация паров растворителей составляет 15—20 мг/л, а для высоковязких материалов 20—25 мг/л. Концентрация паров ниже 15 мг/л почти не оказывает влияния на покрытие. При концентрации выше 30 мг/л ЛКМ стекает с острых кромок и углов. Длительность выдерживания в паровой фазе 8—10 мин для грунтовок, 10—14 мин для эмалей.
Очень важно так установить изделие, чтобы оно было полностью окрашено и с него быстро удалялись излишки краски.
Каковы конструктивные особенности установки для окрашивания струйный обливои с выдержкой в парах растворителей?
Установка представляет собой проходную камеру туннельного типа, состоящую из входного тамбура, секции облива, парового туннеля выходного тамбура. По торцам установки у входного и выходного тамбуров расположены воздушные завесы всасывающего типа, препятствующие выходу паров растворителей через транспортные проемы. Секция облива оборудована системой краскоподачи и промывки, включающей баки для краски и растворителя, насосную установку, теплообменник, фильтры, контуры облива, трубопроводы с запорной и регулирующей арматурой.
Краска из бака насосной установкой через фильтры и теплообменники подается на контуры облива, расположенные внутри зоны облива. Контуры могут быть неподвижными, охватывающими изделие или подвижными, качающимися. При использовании подвижных контуров сокращается их количество. Из контуров краска подается на изделия через сопла ламинарными струями. Избыток краски стекает обратно в бак, и процесс повторяется.
В паровом туннеле установлена система для рециркуляции паровоздушной смеси и частичного ее выброса в атмосферу. Система включает встроенный в туннель центробежный вентилятор и вентиляционные короба, расположенные внутри туннеля. Паровоздушная смесь забирается в нижней части камеры облива и поступает в туннель через щели воздуховодов, расположенные по обеим стенкам туннеля и выходного тамбура. Установка снабжена системой пожаротушения.
Предусмотрена система автоматического контроля и регулирования вязкости и температуры лакокрасочного материала, а также концентрации паров растворителей в паровом туннеле.
Каковы особенности расположения контуров в окрасочной зоне установок струйного облива?
Боковые неподвижные контуры облива должны быть расположены в шахматном порядке во избежание пересечения между собой струй краски с образованием большого количества брызг и капель, интенсивного испарения растворителя и нарастания вязкости, а также чрезмерного загрязнения внутренних поверхностей стен и вентиляционных коробов установки. При боковом горизонтальном расположении подвижных контуров сопла в противоположных контурах следует также размещать в шахматном порядке.
В подвижные боковые контуры краска подается под более высоким давлением по сравнению с неподвижными при окраске однотипных изделий. В связи с этим возможен выброс краски через входной тамбур установки, большое разбрызгивание. Оптимальный угол поворота подвижного контура не должен превышать 3,5 — 5 ° относительно горизонтальной оси в каждую сторону (меньшее значение для высоких струй краски).
Для удобства доступа к контурам при их текущем обслуживании следует предусматривать горизонтальные решетчатые настилы и скобы или лестницы на стенах.
Можно ли централизовать управление рабочими органами установок окрашивания струйным обливом?
Система трубопроводов установок струйного облива (УСО) включает большое количество запорной арматуры с ручным управлением, требующим значительных физических усилий и времени на регулирование процесса окрашивания.
Для улучшения условий эксплуатации УСО пульт управления рабочими органами (насосами, вентиляторами и арматурой) выполнен на электрических взрывозащищенных и пневматических элементах. Пневмоаппара-тура размещена в виде модульных устройств, управляющих пневмопроводами кранов и задвижек, системой аварийного слива, мешалками в баках и т. п.
При каких условиях нанесенная на изделие краска не схватывается?
Оптимальные условия выдержки окрашенных изделий в паровом туннеле УСО будут обеспечены при концентрации паров растворителя, соответствующей состоянию насыщения. В этом случае вследствие установления динамического равновесия испарение растворителя из краски практически прекращается. Растворители, наиболее часто применяемые при окрашивании струйным обливом, находятся в указанном состоянии в интервале температур 5—20 °С (нижний предел концентрации соответствует нижнему пределу температуры).
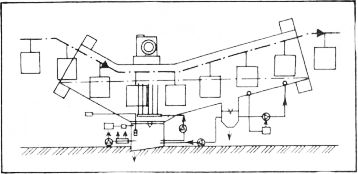
Рис. 2. Установка для окрашивания струйным обливом
Превышение температурного интервала приводит к увеличению концентрации паров растворителей с одновременным ухудшением условий паровой обработки из-за интенсивного испарения растворителей и потери текучести краски. Рекомендуемые температурные режимы обеспечиваются системой контроля и регулирования краски и паровоздушной смеси внутри установок.
Как окрашивают изделия в барабанах?
Мелкие изделия типа гаек, болтов, петель, пуговиц, крючков удобно окрашивать во вращающихся барабанах, заполненных лакокрасочным материалом. При вращении изделия трутся друг о друга и на них образуется равномерный слой краски. Часто барабаны оснащают устройством подачи внутрь горячего воздуха для сушки лакокрасочного покрытия.
Когда применяют окрашивание изделий способом налива?
Наливом наносят в основном нитроцеллюлозные и полиэфирные лакокрасочные материалы, печатные краски на горизонтально расположенные плоские или слегка изогнутые изделия, равномерно перемещаемые конвейером. Наливочная головка лакокрасочной машины обеспечивает подачу материала на изделие в виде широкой плоской струи.
Как окрашивают рулонный металл?
Широкое применение находит окрашивание рулонного металла перед изготовлением из него промышленных изделий, а также отдельных листов, плит и полос при их крупносерийном и массовом производстве. Во всех этих случаях для нанесения лакокрасочных материалов используют в основном валковые машины, входящие в состав поточных механизированных и автоматизированных окрасочных линий. Обычно валковая машина состоит из двух трехвалковых окрашивающих головок для окрашивания верхней стороны изделия и двух двухвалковых для окрашивания нижней стороны. Скорость движения рулонного металла через машину 150-300 м/мин. Наряду с валковыми машинами применяют безвоздушное распыление, электроосаждение и налив.
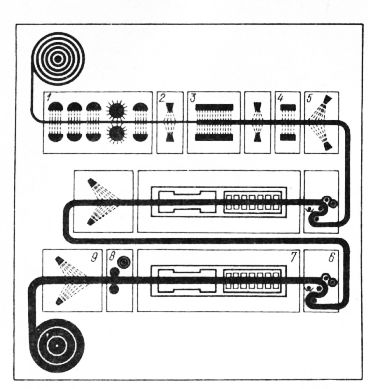
Рис. 3. Установка для нанесения покрытий на полосы или ленты
1 — очистка; 2 —промывка; 3—химическая обработка; 4 — после обработки ,5,9 — сушка; 6 — охлаждение; 7 — термическая обработка; 8 — нанесение покрытия
Рулонный металл окрашивают лакокрасочными материалами на основе эпоксидных, виниловых, алкидных, полиэфирных и других связующих, водоразбавляемыми, двух-компонентными и цинкнаполненными красками, пластизолями.
Линии для окрашивания рулонного металла выполнены по схеме:
подготовки поверхности, нанесение грунта (с двух сторон) и отделочного слоя (на верхнюю сторону), сушка покрытия, охлаждение. Кроме того, в линии предусмотрены узлы для непрерывной и равномерной транспортировки ленты или полосы.
Преимуществами метода окрашивания металла в рулонах являются:
— высокая производительность;
— сокращение потерь от коррозии при транспортировке и хранении;
— исключение операций консервации и расконсервации металла;
— снижение потерь ЛКМ;
— сокращение площадей окрасочных цехов на машиностроительных заводах;
— равномерное по толщине и однородное покрытие по всей поверхности;
— возможность полной автоматизации всех технологических процессов .производства.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Окрашивание окунанием и струйным обливом"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы