Строй-Техника.ру
Строительные машины и оборудование, справочник
Работы выполняютбольшим ассортиментом кистей: маховыми, ручниками, филеночными, разделочными, торцовочными, трафаретными и др. На рис. 1 и 2 показано, как следует держать кисть и набирать на нее краску.
Можно ли механизировать кистевое окрашивание?
Известны несколько типов механизированных кистей ротационного и возвратно-поступательного действия, в которые краска подается специальным устройством. Возможность окрашивания только ровных поверхностей, малая производительность, большие затраты на обслуживание являются причинами того, что применение таких кистей следует счесть нецелесообразным.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
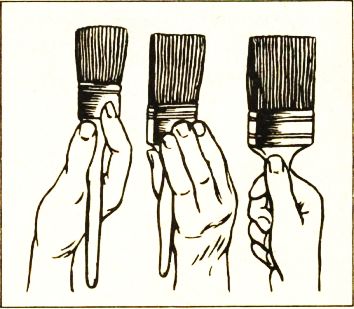
Рис. 1. Как следует правильно держать кисть
Каковы преимущества кистей валикового типа?
Более высокую производительность окрашивания ровных поверхностей обеспечивает применение кистей валикового типа. Наибольшее распространение получили немеханизированные кисти. Они могут быть изготовлены из колец металлических, пластмассовых, цигейки или специальной ткани. Кисти бывают ровными или фасонной формы, что позволяет окрашивать углы, трубы.
Ровными валиковыми кистями окрашивают большие гладкие поверхности. Применять их для фасонных деталей невозможно.
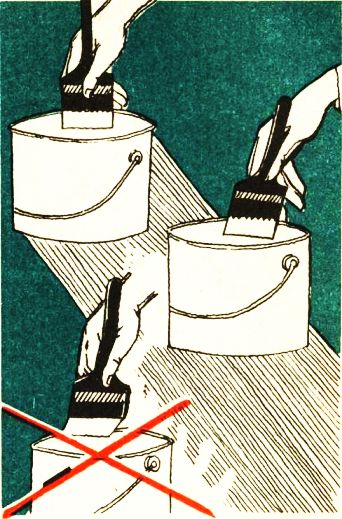
Рис. 2. Как надо правильно набирать на кисть нужное количество краски
Механизированные валиковые кисти, в которые краска подается под давлением, менее удобны для работы, вследствие чего эти кисти широкого распространения не получили.

Рис. 3. Кисть валиковая, состоящая из металлических или пластмассовых колец
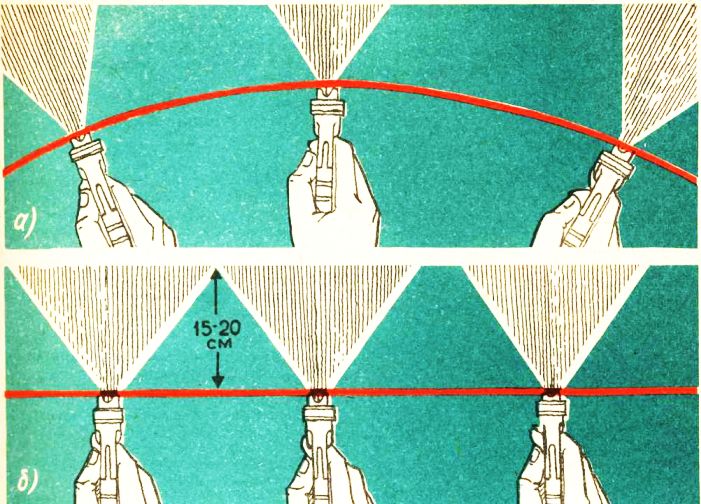
Рис. 4. Перемещение краскораспылителя: а — неправильное; б — правильное
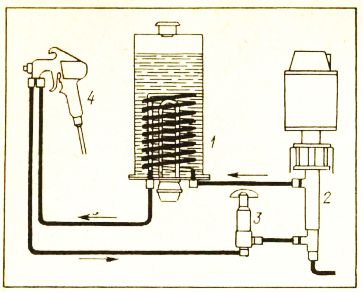
Рис. 5. Установка для подогревания красок
1 — подогреватель ; 2 —насос; 3 — регулятор давления; 4 — краскораспылитель
Как выполняют автоматическое окрашивание изделий?
Окрашивание производят на конвейере с установленными краскораспылителями КА-1, КА-2, КРВ-2, имеющими дистанционное управление. Краскораспылители могут быть неподвижными или иметь возвратно-поступательное движение в зависимости от габаритов и формы изделий. При автоматическом окрашивании используют различные сочетания движений краскораспылителей и окрашиваемого изделия.
Как наносят двухкомпонентные материалы?
Двухкомпонентные ЛКМ (полиуретановые, полиэфирные, эпоксидные и др.) после их смешения обладают ограниченной жизнеспособностью (отвердевают через 1 — 6 ч). Во избежание частой разборки и тщательного промывания краскораспылителя, шлангов, насосов используют специальные установки ТОН и аналогичные им, в которых основа и отвердитель подаются раздельно, смешиваясь только в воздухе. В таких установках часто очищают только распылительные сопла.
Какие пневматические распылители выпускают за рубежом?
Иностранные фирмы выпускают большой ассортимент краскораспылителей различного назначения, различающиеся формой, массой, производительностью, износоустойчивостью узлов, конструктивными деталями. Наиболее известны краскораспылители фирм «Де Вильбис», «Атлас копко», «Бинкс», «В. Вагнер», «Грако».
Что такое безвоздушное нанесение красок?
Сущность метода заключается в том, что ЛКМ под высоким давлением подается к соплу, при выходе из которого со скоростью, превышающей критическую для данной вязкости, диспергируется за счет превращения потенциальной энергии жидкости в кинетическую. Кроме того, при выходе лакокрасочного материала из сопла происходит мгновенное испарение некоторой части растворителей, входящих в состав краски, что приводит к дополнительному ее диспергированию. Материал, подогретый до 60—100 °С, подается к соплу при давлении 6-10 МПа.
При нанесении покрытий без подогрева материал поступает в сопло с температурой 18 —23 °С под давлением 14 — 25 МПа.
Каковы преимущества и недостатки безвоздушного распыления?
Нанесение подогретых ЛКМ позволяет сократить потери на туманообразование на 15—30%, снизить расход растворителей, получить утолщенные покрытия, уменьшив этим количество слоев.
При использовании материалов без подогрева экономия от снижения потерь на туманообразование составит 10—15% и сократится расход растворителей. Покрытие получается с несколько пониженными декоративными свойствами.
Для каких изделий рекомендуется способ безвоздушного распыления?
Безвоздушное распыление без подогрева ЛКМ используют для грунтовки и окрашивания изделий среднего и крупного размера, на которых можно применять покрытия, отвечающие классам отделки IV —V. Окрашивание с подогревом рекомендуется для изделий с покрытиями, соответствующими классам отделки III —IV.
Данный способ эффективен при окрашивании изделий плоских или обтекаемой формы и непригоден для изделий сложной формы вследствие резкого возрастания потерь наносимого материала, неравномерности покрытия, появления потеков.
Какие установки для безвоздушного нанесения выпускают отечественная промышленность и за рубежом?
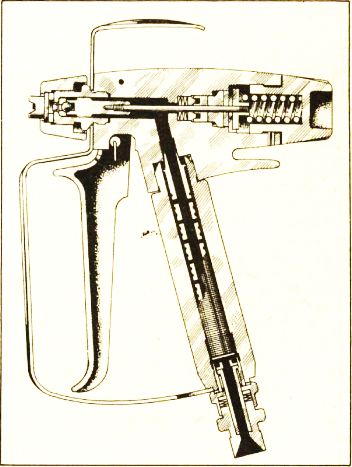
Рис. 6. Краскораспылитель безвоздушный
Установкой типа 2600Н можно наносить материалы вязкостью 100—200 с, типа 7000Н – вязкостью 150-300 с, «Факел-3» -вязкостью до 40 с. Широкое распространение получили аппараты «Радуга 063», «Радуга 12», «Радуга 20», «Веер».
За рубежом установки аналогичного назначения выпускают фирмы «Де Вильбис», «Атлас копко», «Грако», а установки для двухкомпонентных красок — фирма «Сим-жел» (Франция).
Фирма «Де Вильбис» рекомендует выбирать распылительные сопла исходя из вязкости материала (регулируется диаметром) и площади окрашиваемой поверхности (регулируется углом распыления). Зависимости толщины покрытия от диаметра сопла не обнаружено.
В чем отличие краскораспылителей безвоздушных от пневматических?
Краскораспылители безвоздушные, в которых краска подается под большим давлением, сделаны из прочного металла, имеют приспособления, обеспечивающие быстрое открытие и закрытие курка, прочную запорную иглу и уплотнения из тефлона.
Предохранительная зищелка исключает возможность случайного открытия курка. Защитная насадка предохраняет руки от повреждений струей краски. Распылительное сопло снабжено приспособлением, необходимым для его быстрой очистки от загрязнений без разборки.
Какие шланги применяют в установках безвоздушного распыления?
Безопасность работы обеспечивается использованием специальных шлангов, выполненных из фторопласта, найлона и специальных высокопрочных каучуков. Сверху шланг покрыт одним или двумя слоями сетки, защитной оболочкой из резины или винипласта. В шланг вмонтирован заземляющий провод. На оболочке шланга или специальной бирке указаны максимальные давления и температуры, при которых можно эксплуатировать шланг.
Шланги без предохранительной оплетки, изготовленные из обычной резины или не имеющие заземляющего провода, для работы на установках безвоздушного нанесения красок применять запрещено.
Каково устройство камеры с боковым отсосом воздуха для окрашивания пневматическим и безвоздушным способами?
Камера состоит из корпуса, гидрофильтра с отбойными щитками и экраном, вентиляционной системы и устройства для удаления скоагулировавшейся краски. Внутри корпуса установлены светильники. Гидрофильтр служит для мокрой очистки отсасываемого воздуха, загрязненного лакокрасочной пылью и парами растворителей.
Ванна имеет внутренние перегородки и сетчатый фильтр. Насосом из ванны вода подается на экран, смывает с его поверхности краску, не попавшую на изделие, и создает завесу для удаляемого воздуха, очищая его от загрязнений.
Как очищается воздух в распылительных камерах?
Воздух, отсасываемый из камеры, очищается в гидрофильтре, состоящем из воздухо-промывающего канала, экрана и ванны. Первоначальная очистка воздуха от краски происходит при соприкосновении с пленкой воды, стекающей по экрану, а окончательная очистка —при многократных проходах через водяные завесы водопромывающего канала. При этом улавливается 90 — 99% красочной пыли и 30—35% ароматических ‘углеводородов (растворителей). Более эффективны гидрофильтры Вентури, типа Гидроспин, барботажно-вихревые. В них удается улавливать 99,8 — 99,95% красочной пыли. Кардинальную очистку от паров органических растворителей осуществляют путем их низкотемпературного каталитического окисления.
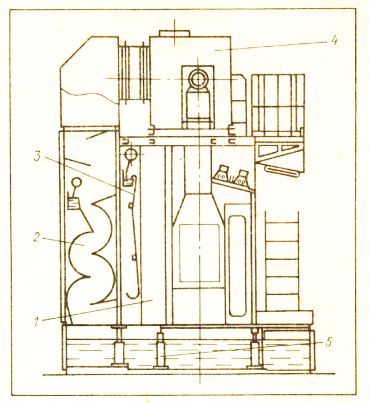
Рис. 7. Камера распылительная с боковым отсосом
1 — ограждение ; 2 — гидрофильтр; 3 — экран ; 4 — вентиляция; 5 —ванна
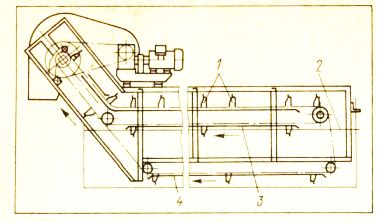
Рис. 8. Устройство для очистки ванны окрасочной установки
1 — скребки ; 2 — уровень воды; 3 — внутренний конвейер; 4 —наружный конвейер
Как механизирована очистка ванн окрасочных установок?
Вода для очистки воздуха, удаляемого из окрасочных камер, загрязняется остатками красок и поглотившимися растворителями. Содержащиеся в воде примеси постепенно выпадают на дно и стены ванны, оседают в насосе, системах циркуляции воды, на экранах, ухудшая их работу. С целью удаления краски из воды в ванну помещено специальное устройство из двух цепных конвейеров со скребками. Остатки краски с поверхности воды и дна ванны собираются в специальном бункере.
Введение в воду коагулянтов облегчает удаление частиц краски, укрупняя их и снижая липкость. Коагулянт содержит алюминия сернокислого 9—10%, соды кальцинированной 29—30%, тринатрийфосфата 18—19%, натра едкого 22—23%, силиката натрия 7—8%.
Как очищают воду при крупносерийном и массовом производстве?
Устанавливают системы оборотного водоснабжения с централизованной очисткой воды от краски в бассейнах. Уборка скоагулированной краски механизирована с помощью специальных скребковых механизмов. Управление системой очистки автоматизировано.
Как упрощают очистку воздуховодов распылительных камер?
Перед удалением отложений их размягчают, продувая в воздуховоды пар. Инструменты, используемые при очистке, должны быть изготовлены из материалов, не образующих искр.
Весьма перспективен способ очистки от загрязнений с помощью сублимирующихся веществ, температура испарения которых находится в пределах 40—100 °С (1,6-дихлор-нафталин C,0H6CI2). Воздуховоды продувают подогретым воздухом, насыщенным парами таких веществ. При контакте с поверхностью воздуховода «сублиманты» конденсируются и осаждаются. Краска, попадающая в воздуховод, осаждается на слое «сублиманта». Для удаления засохшей краски воздуховод продувают паром или горячим воздухом.
В каких случаях применяют окрашивание с использованием аэрозольных баллончиков?
Этот вид окрашивания применим при исправлении мелких дефектов на готовом изделии, подкрашивании приборов, оборудования, нанесении маркировочных или предупредительных знаков. Вместимость баллончиков 0,5—1 л, что обеспечивает окрашивание 2—4 м2 площади поверхности при толщине покрытия 12—14 мкм.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Окрасочные работы"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы