Строй-Техника.ру
Строительные машины и оборудование, справочник
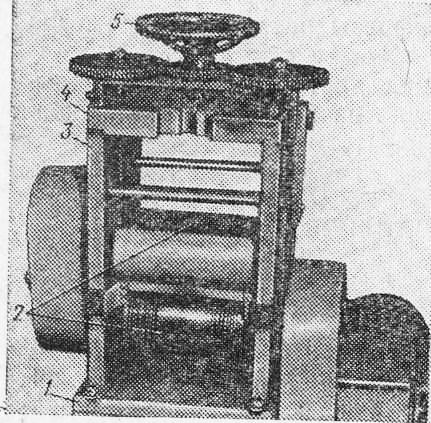
Малогабаритные вальцы для прокатки обмоточной меди. При ремонте обмоток электромашин часто приходится менять полностью или частично обмоточную медь. Количество применяемых размеров обмоточной прямоугольной меди очень большое, и не всегда удается иметь их под рукой.
Новатор Е. С. Антонов разработал малогабаритные вальцы, на которых по толщине шинки можно выкатят любой размер. Вальцы состоят из корпуса, верхней и нижней плит, двух стоек, двух связывающих тяг, двух валиков диаметром 90 мм и редуктора с электродвигателем. Верхний валик регулируется специальным маховиком на необходимую толщину прокатки при помощи регулирующего устройства.
Приспособление просто в изготовлении и эффективно в применении.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Приспособление для изгиба стержневых секций. При ремонте стержневых секций обмотки якоря обычно удаляют старую изоляцию, очищают, рихтуют и переизолируют секции и укладывают их в прежние пазы. Новые секции изготавливают весьма редко, в случаях значительного повреждения меди обмотки (обгорание, поломка лобовых частей, расплавление). Для изгиба стержневых секций пользуются, как правило, обычными слесарными тисками и деревянным молотком.
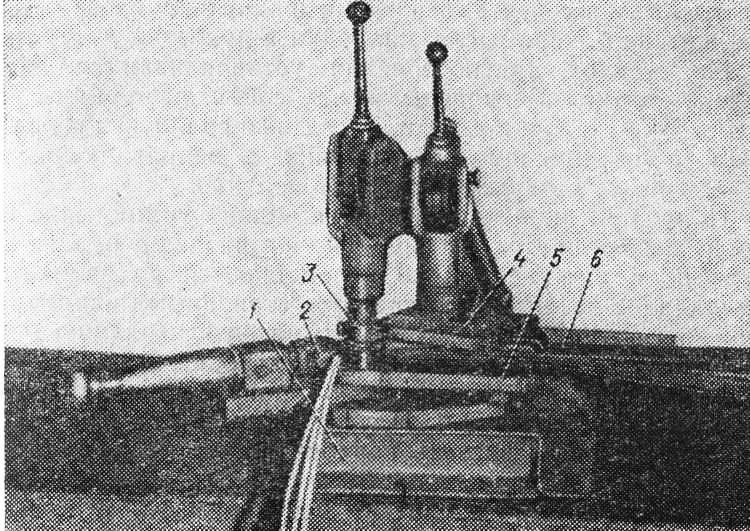
Малогабаритное приспособление для изгиба стержневых секций, разработанное новатором Е. С. Антоновым, легко настраивается на любой радиус изгиба обмоточной меди на ребро.
Приспособление состоит из основания, закрепленного на рабочем месте обмотчика, плиты, специального прижима, держателя, передвижного рычага с роликом для загиба обмоточной меди и мерной линейки.
Конструкция приспособления проста и удобна в работе. Внедрение приспособления повышает производительность труда в 2 раза.
Габаритные размеры: 350X240X225 мм; масса 28 кг.
Приспособление для профилирования коробок пазовой изоляции. На заводах электротехнической промышленности, выпускающих электродвигатели или выполняющие работы по их ремонту, много труда затрачивается на изготовление пазовой изоляции. При этом, как правило, электрокартон предварительно режут на полосы, затем из полос на прессах при помощи специальных штампов вырубают пазовую изоляцию. Изготовление штампов требует значительной затраты высококвалифицированного труда, а процесс штамповки в данном случае малоэффективен, так как много заготовок идет в брак.
Новаторами В. И. Арно и Н. А. Сидоровым разработано приспособление для загиба пазовой изоляции электродвигателей.
Приспособление состоит из основания, двух стоек, установочного винта, двух валиков, комплекта шестерен, верхних и нижних роликов, ограничителя, коромысла, накладки и рукоятки.
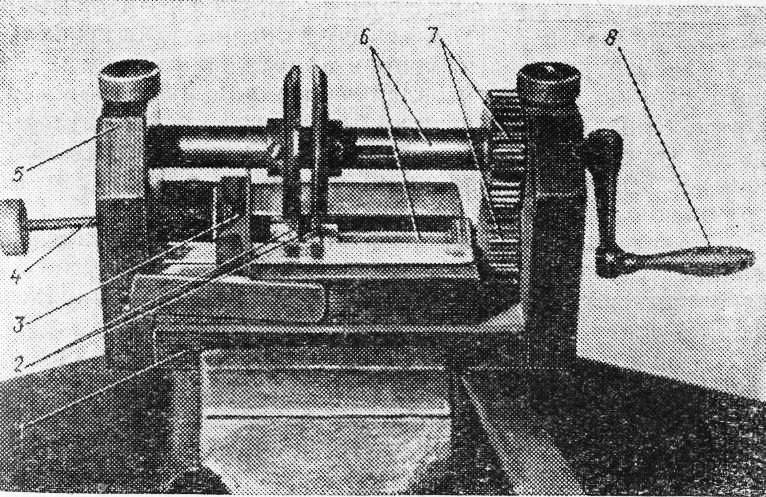
На стойках приспособления устанавливаются два ролика, которые соединены между собой шестернями. На верхнем валике имеются два профилирующих ролика, а на нижнем — два ролика с направляющими выемками, по которым вращаются верхние.
Направляющий упор при помощи установочного цинга перемещается от роликов на различную длину. Верхние и нижние ролики перемещаются по валикам на заданное расстояние и крепятся стопорными винтами, что дает возможность изготовлять пазовую изоляцию для различных по типу и мощности электродвигателей. При вращении роликов между ними пропускается заготовка из картона и на ней получается заданная впадина, после чего можно загнуть коробку по форме паза статора.
Приспособление исключает необходимость в сменных оправках. Оно позволяет улучшить качество пазовых коробок и сократить время на их изготовление в 2- 3 раза.
Габаритные размеры: 320X280X250 мм; масса 18 кг.
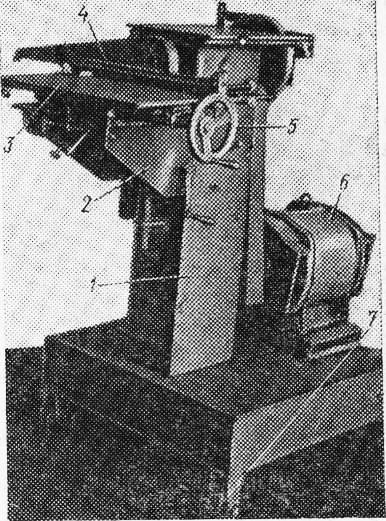
Станок для изготовления пазовых клиньев электрических машин. Новаторы И. И. Кабанов и А. П. Агеев создали новую оригинальную конструкцию высокопроизводительного передвижного станка для изготовления изоляционных клиньев. Применение его обеспечило повышение производительности труда в 3 раза по сравнению с ранее применявшимися многооперационными станками и в 16 раз по сравнению с изготовлением их вручную.
Станок дает возможность изготовлять изоляционные клинья толщиной 1,8-10 мм и шириной 8-240 мм. За счет подъема (опускания) стола создаются различные формы поперечного сечения клиньев.
Станок состоит из сварной станины, установленной на четырех катках, привода (в который входят электродвигатель трехфазного тока мощностью 2,8 кВт при 1450 об/мин, клиноременная передача, цилиндрические косозубые колеса, связанные между собой откидным болтом, передающим вращение верхней рабочей фрезе и механизму перемещения стола), рабочего стола с подвижной и неподвижной частями, стола для резки заготовок клиньев, механизмов подъема и перемещения стола (ручной и механический приводы).
Для изготовления изоляционных клиньев материал кладется на стол для резки заготовок и закрепляется эксцентриковым зажимом. Перемещение ограничительной линейки, снабженной двумя направляющими и фиксатором, устанавливается на необходимый размер ширины заготовки. Защитный кожух поднимается над циркульной пилой и закрепляется на верхней стойке на высоте, соответствующей толщине разрезаемого материала, при помощи стопорного винта. После этого производится разрезание листов на заготовки.
Для каждой ширины листа в зависимости от формы поперечного сечения устанавливается и фиксируется размерная линейка стола, а вращением рукоятки механизма устанавливается высота рабочего стола.
Блок-шестерню соединяют с одной из шестерен откидного блока и, переводя рукоятку тяги сцепления, включают механическую подачу стола. Вращение от блок-шестерни передается на цилиндрическое зубчатое колесо, соединенное телескопическим валиком с коническим колесом.
Коническое колесо, находящееся в сцеплении с двумя другими коническими колесами, с помощью тяги сцепления и кулачковой муфты осуществляет вращение вала в ту или другую сторону. При вращении колеса с гайкой винт перемещает подвижную часть рабочего стола. В зависимости от длины изготовляемого клина устанавливаются подвижные упоры.
Упоры, соединенные с тягой сцепления, выключают кулачковую муфту, тем самым обеспечивая автоматическую остановку рабочего стола. При ручном перемещении стола кулачковую муфту переводят в нейтральное положение и застопоривают вал фиксатором, па который насажено зубчатое колесо. Вращением маховика перемещают стол.
Для сбора опилок в станке предусмотрены бункеры. Кроме изготовления клиньев станок широко применяется для резания изоляционных материалов при изготовлении клеммных щитов и изоляционных прокладок. Габаритные размеры: 990X530X310 мм; масса 67 кг.
Универсальный шаблон для намотки обмоточных секций электродвигателей. Новатор В. И. Кабаков разработал и изготовил универсальный шаблон для одновременного выполнения двух операций: намотки секций высоковольтных электродвигателей и растяжки их по заданным размерам. Облегченный шаблон (рис. 5) состоит из основания, закрепленного на рабочем месте обмотчика, двух стоек, соединяющей планки, неподвижной растяжки, раздвижной растяжки, комплекта сменных удлинителей, двух сменных раздвижных головок, направляющих и фиксаторов.
Универсальный шаблон весьма прост по конструкции, быстро регулируется на любой размер обмоточной секции и удобен в работе.
Универсальный шаблон для намотки обмоток электродвигателей. Изготовление обмотки статора начинают с заготовки отдельных катушек. Размеры катушек в ремонтируемом электродвигателе определяются расчетным путем или замером старых. Катушки наматываются на простых или универсальных шаблонах с ручным или механическим приводом.
Рассмотрим конструкцию универсального шаблона, предназначенного для намотки статорных и якорных обмоток электродвигателей. Шаблон (рис. 6) состоит из металлической пластины с горизонтальными прорезями, по которым могут перемещаться на необходимое расстояние шестипазовые разрезные сегменты, изготовленные из силумина.
Фиксация сегментов на пластине производится гайками. В центре пластины приварена труба, с помощью которой шаблон крепится во вращающем устройстве. Расстояние между подвижными сегментами определяется размерами обмотки.
При намотке катушек один конец обмоточного провода крепят на шаблоне и, вращая рукоятку, наматывают требуемое количество витков катушки. Количество витков в намотанной катушке показывает счетчик.
После намотки одной катушки провод переносят в соседний вырез шаблона и наматывают следующую катушку обмотки.
Шаблон прост по своей конструкции и удобен в работе.
Полуавтомат для изолировки секций. Для ликвидации ручного труда новаторами завода «Электрик» разработан и внедрен в производство полуавтомат для одновременной изолировки двух пазовых частей секции якоря преобразователей типа ПСО-50, ПСГ- 500, ПСМ-1000 и др.
До внедрения полуавтомата операция изолировки производилась вручную с большой затратой физических усилий. Каждую сторону секции приходилось вручную обкладывать бакелизированной бумагой, совершая при этом обжим для плотного прилегания ее к поверхности пазовой части секции, затем закладывать секцию в пресс и после произвольной выдержки вынимать из пресса. Таким же способом изолировалась другая часть той же секции.
Внедрение полуавтомата позволило механизировать технологический процесс изолировки. Взяв в руки секции и приложив к ним изоляцию, закладывают их в полуавтомат, нажимают на ножную педаль и включают обкатывающий механизм полуавтомата. Дальнейшие операции по изолировке (обкатка, выдержка опрес-совки и раскрытие пресса) происходят автоматически.
Во время опрессовки работница подготавливает и закладывает другую секцию в другой полуавтомат, и весь процесс повторяется. Таким образом, изолировщица обслуживает одновременно два полуавтомата.
Для регулирования выдержки времени опрессовки секций различного типа в полуавтомате предусмотрено реле времени.
Внедрение полуавтоматов в производство значительно повысило производительность труда и культуру производства.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Подготовка и выполнение обмоточных работ"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы