Строй-Техника.ру
Строительные машины и оборудование, справочник
Коллектор представляет собой одну из наиболее сложных частей электрических машин постоянного тока. Из большого числа медных пластин сложной формы, чередующихся с миканитовыми прокладками, необходимо получить своеобразный цилиндр, выдерживающий при крещении значительные механические нагрузки. Такой цилиндр должен быть хорошо изолирован от корпуса электрической машины. Коллекторные пластинки фрезеруются или штампуются из полосовой меди трапецеидального сечения.
Дефектами коллектора являются: износ медных пластин, образование канавок на их поверхности, оплавление пластин, почернение и замыкание пластин, пробой изоляции на корпус, распайка петушков с обмоткой якоря.
Коллектор можно ремонтировать с разборкой и без разборки. Без разборки можно производить его обточку, шлифовку и продораживание миканита между пластинами. От трения щеток медь изнашивается быстрее, чем миканит, и миканит может выступать над коллекторными пластинами. Щетки, теряя контакт с поверхностью коллектора, начинают искрить. Для устранения этого миканит необходимо продорожить ниже поверхности коллекторных пластин.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Продораживание коллекторов является трудоемкой операцией. Не менее трудоемкая операция — измерение сопротивления обмоток электрических машин. Для механизации этой операции разработан ряд различных приспособлений и механизмов.
Приспособление для измерения омического сопротивления обмоток якорей электрических машин постоянного тока. Раньше эти измерения производили вручную, при помощи контактных вилок с двумя остриями, которые создают контакт между измерительными приборами и ламелями коллектора. Второй рабочий в это время оперировал с мостом сопротивлений и производил отсчеты показаний приборов.
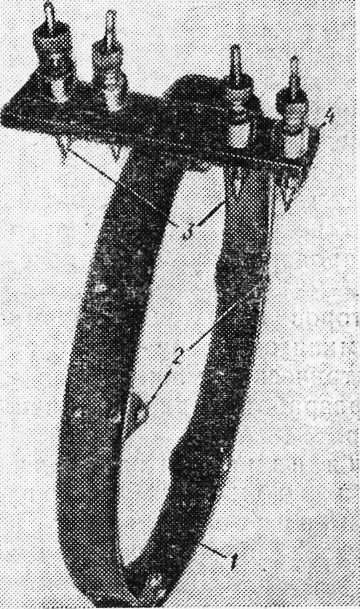
Новатор Б. А. Козырев разработал оригинальное приспособление (рис. 244), облегчающее эту работу. На перфорированной стальной ленте укреплены изоляционные ролики и текстолитовые щиток с пружинными контактами, снабженными защелками (типа шпингалета).
Стальная лента опоясывается вокруг коллектора и застегивается, при этом изоляционные ролики надежно изолируют ленту от коллектора. Пружинные контакты при повороте выходят из упора и по щелевой прорези упираются в смежные ламели коллектора. К верхней части контактов присоединяют провода от измерительных приборов и производят необходимые измерения. Для перехода на следующие ламели контакты оттягивают, поворотом устанавливают на упор ленту, перекатывают по коллектору на изоляционных роликах и вновь опускают пружинные контакты.
Таким образом, работы по измерению омического сопротивления обмоток якорей машин постоянного тока
производит один рабочий. Применение приспособления дает возможность высвободить одного рабочего и повысить точность измерения омического сопротивления якорей электрических машин постоянного тока.
Масса приспособления 0,35 кг.
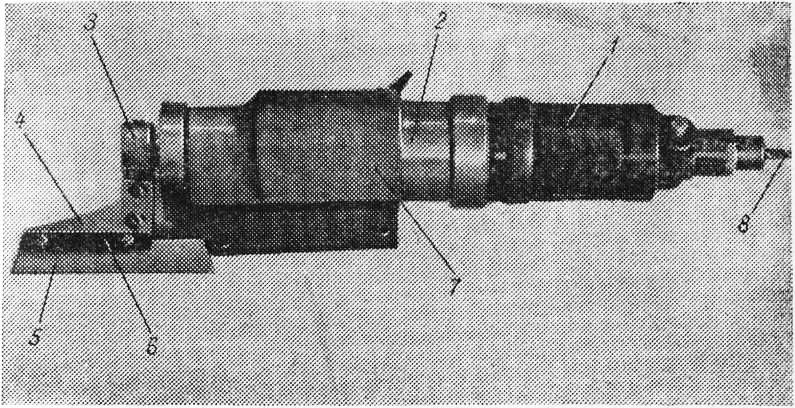
Пневматическое приспособление для продораживания коллекторов разработано новаторами М. П. Павловым, Л. И. Крапом и В. А. Фатеевым.
Приспособление состоит из цилиндрического корпуса и малогабаритной пневматической сверлильной машинки с накаткой. На переднем конце корпуса предусмотрена резьба для завинчивания пневмотурбинки. На заднем конце корпуса имеется гнездо для штока, а также выфрезерован паз для направляющей шпонки, предохраняющей шток от проворачивания. Накидная гайка, навернутая на конец корпуса, предохраняет шпонку от выпадания.
На выступающий конец штока насажена на шпонке головка резцедержателя, в которой на винтах закреплена сменная лапка резцедержателя. В нижней части лапки выфрезерован паз для ножовочного полотна, которое крепится к прижимной планке двумя винтами.
Для возврата шпонки с закрепленным на ней резцедержателем предусмотрена цилиндрическая пружина. Одним концом она упирается в корпус, а другим — в головку штока.
Воздух из магистрали, поступая по гибкому резиновому шлангу в пневмомашинку, вращает ротор, на конце которого насажена муфта. Муфта и головка штока имеют скосы.
Пневматическое приспособление увеличивает производительность труда в 2 раза. Оно надежно в работе, не требует высокой квалификации рабочего, имеет небольшие габариты и просто в изготовлении.
Габаритные размеры: 200X65X60 мм; масса 1,2 кг.
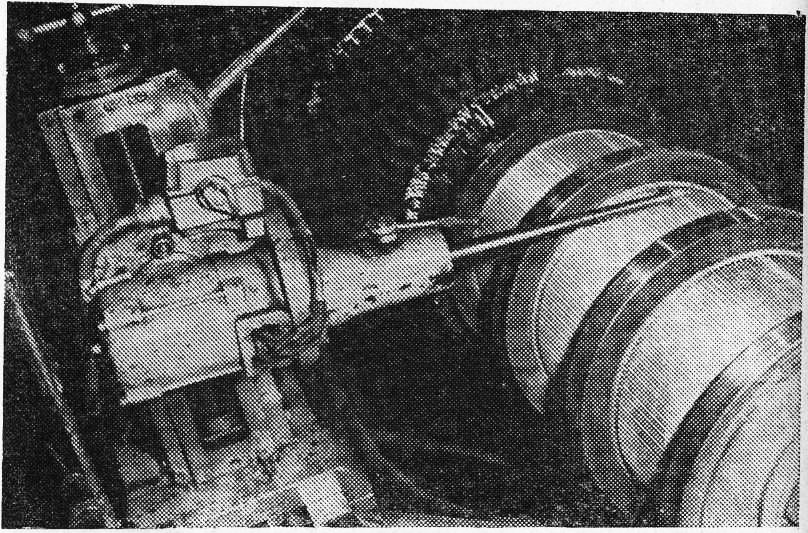
Электромеханическое устройство для продораживаиия коллекторов. Новатор И. И. Кабанов разработал переносное устройство для механизированного продораживаиия коллекторов. Оно снабжено подвижным направляющим ножом, исключающим возможность повреждения пластин коллектора вращающейся фрезой.
Устройство обеспечивает возможность задавать и фиксировать глубину продораживаиия. Наличие подвижных опор придает устойчивость положению приспособления во время работы. Кнопка управления приводным электродвигателем, находящаяся в рукоятке, создает удобства в работе.
Устройство состоит из приводного электродвигателя трехфазного тока 220/380 В мощностью 0,27 кВт, магнитных пускателей, снабженных двумя штепселями и розетками: трехполюсной — для подключения питающего шлангового провода от сети и двухполюсной — для подключения кнопки управления пускателем, размещенным в одной из рукояток. Электродвигатель снабжен рукояткой для переноски. На корпусе его имеется контактный болт для подключения заземления.
Кроме того, в устройство входят: ушестеренный редуктор с передаточным числом 1:3 для понижения числа оборотов; карданный валик телескопической конструкции для соединения вала редуктора со шпинделем, благодаря чему вращательное движение от приводного электродвигателя передается через редуктор на фрезу, закрепленную на шпинделе; корпус с приваренной к нему траверсой в виде полускобы (в своей горизонтальной части траверса снабжена метрической шкалой для установки приспособления на необходимую величину, учитывающую размер и шаг ламелей, а на корпусе приспособления укреплена стрелка, показывающая направление вращения фрезы); шпиндель на двух шарикоподшипниках, конец которого служит для установки сменных фрез; сменная прорезная фреза (левого вращения) толщиной 0,5-1,0 мм (в зависимости от толщины слюдяных прокладок между ламелями коллектора), закрепленная на конце шпинделя шпонкой и винтом.
В нижней части каретки при помощи концентрического зажима укреплена тройниковая букса, в горизонтальной части которой размещен подвижной ползун. На нем закреплен направляющий нож, изготовленный из стальной ленты толщиной 0,5 мм. Нож сверху свободно перемещается вдоль оси горизонтальной части тройниковой буксы в пространстве, ограниченном креплениями ножа и пружинного амортизатора, к ползуну.
Глубина продораживания регулируется концентрическим зажимом. Ослабив зажим, нужно выдвинуть вниз (подать вверх) тройниковую буксу и установить направляющий нож на необходимое расстояние от нижней точки фрезы, при этом необходимо одновременно изменить высоту двух подвижных опор, расположенных по обе стороны каретки.
Перемещением каретки с тройниковой буксой и направляющим ножом вдоль траверсы устанавливают ее на расстояние, соответствующее размеру пластин, так, чтобы при совпадении направляющего ножа с промежутком между ламелями фреза стояла по центру следующего промежутка между ними. Найденное положение каретки фиксируют стопорным влитом. Направляющий нож с пружинным амортизатором обеспечивает точное направление фрезы между пластинками.
Две подвижные опоры, каждая из которых снабжена в нижней части двумя гетинаксовыми роликами, а в верхней части стопорными винтами, позволяющими регулировать высоту этих опор, а также фиксировать ее, обеспечивают устойчивое положение приспособления при продораживании и легкое перемещение его по коллектору. На опорах имеются метрические шкалы с ценой деления 1 мм. Высота опор должна устанавливаться соответственно глубине продораживаиия коллектора.
При необходимости (если диаметр коллектора больше обычного) пара гетинаксовых роликов на каждой подвижной опоре может быть заменена одним роликом, установленным на специальной оси.
Работа по продораживанию коллекторов с помощью этого устройства производится следующим образом. К месту ремонта якоря машины подносят устройство, затем устанавливают и заземляют приводной электродвигатель. Кнопку управления присоединяют к шланговым проводам двухполюсной розетки. При помощи каретки и подвижных опор устанавливают необходимую глубину продораживаиия и шаг ламелей. После этого ручным дорожником продораживают первую слюдяную прокладку между пластинами, а затем, взяв в руки приспособление и соединив карданный валик со шпинделем, в промороженное пространство устанавливают направляющий нож, включают электродвигатель и, направляя вращающуюся фрезу вдоль слюдяной прокладки между ламелями, продораживают ее. Остановив приводной электродвигатель, в только что выбранную дорожку устанавливают направляющий нож, а фрезой выбирают следующую дорожку.
Станок для продораживания коллекторов. Новатор Е. С. Антонов разработал станок, на котором можно продораживать коллекторы диаметром от 30 до 800 мм. Станок состоит из станины, передней бабки, жестко связанной со станиной, патрона, устройства для поворота коллектора на очередную ламель, подлежащую продораживанию, передвижной каретки с электродвигателем, ротор которого сочленяется со шпинделем, рычагов переключения хода «вперед — назад», задней бабки с центром. Бабка передвигается в зависимости от длины якоря.
Для продораживания якорь устанавливается одним концом в патрон передней бабки и поджимается центром задней бабки. Каретка регулируется по длине коллекторной пластины, а шпиндель с фрезой — по диаметру коллектора. Продольное перемещение передвижной каретки с укрепленной фрезой вдоль коллектора осуществляется при помощи винта с ленточной резьбой.
При вращении шпинделя фреза входит в миканит и выбирает его на необходимую глубину. Головка шпинделя позволяет закреплять фрезы различного диаметра и разной толщины.
Внедрение данного станка дает возможность повысить производительность труда на продораживании коллекторов в 4-5 раз.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Ремонт коллекторов электрических машин постоянного тока"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы