Строй-Техника.ру
Строительные машины и оборудование, справочник
Приемка кузовов в ремонт. Кузова, поступающие в ремонт, должны удовлетворять требованиям технических условий на ремонт автомобилей с соответствующей конструкцией кузова. В технических условиях предусмотрены допустимые повреждения кузова и определенная его комплектность. Некомплектные кузова или кузова, требующие ремонта, объем которого превышает максимально допустимый техническими условиями, как правило, в ремонт не принимают. Обычно проверяют наличие дверей, внутренней обивки сидений, стекол с обоймами и рамками, ветрового, поворотных и задних окон, плафонов, внутренних и наружных ручек, декоративных накладок, механизмов: замочных, подъема и опускания стекол, поручней и ограждений в автобусах, оборудования отопления, вентиляции, стеклоочистителей.
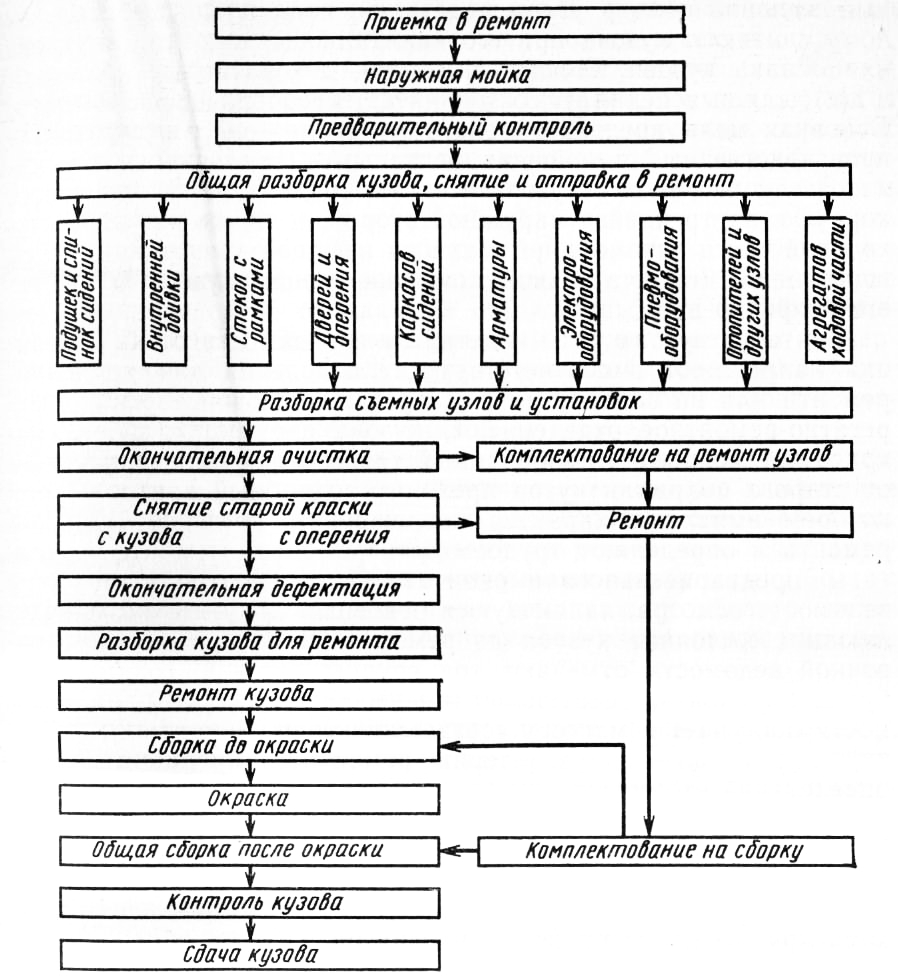
Рис. 1. Общая схема технологического процесса ремонта кузовов
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Наружную мойку кузова производят в специально оборудованном для этой цели помещении обычно до разборки автомобиля на агрегаты. После наружной мойки кузов подвергают предварительному контролю, при котором производят тщательный внешний осмотр узлов и деталей, подлежащих обязательному снятию с кузова при его капитальном ремонте (внутренняя обивка кузова, стекла, арматура, декоративные накладки и др.), для выяснения их состояния и целесообразности ремонта. Основная цель предварительного контроля — не загромождать производственные помещения негодными (утильными) деталями. Затем снимают с кузова все узлы и детали, закрывающие корпус с внутренней и наружной сторон, а также все агрегаты ходовой части автомобилей с кузова несущей конструкции. Для тщательной (окончательной) очистки днища кузова от грязи его вторично промывают.
Снятые с кузова узлы и детали в зависимости от их состояния направляют в соответствующие отделения для хранения, ремонта или на склад утиля, а агрегаты ходовой части — в агрегатно-ремонтное отделение. С кузова снимают старое лакокрасочное покрытие. Разобранный таким образом и очищенный от старого покрытия кузов проходит подробный контроль, при котором выявляют характер повреждений, намечают порядок ремонта и определяют трудоемкость ремонтных работ. Результаты предварительного и окончательного контроля вносят в ведомость осмотра, являющуюся основным документом, определяющим состояние кузова до ремонта. В контрольно-сортировочной ведомости отмечают три группы деталей: годные, требующие ремонта, требующие замены (негодные). Копия ведомости поступает к мастеру соответствующего ремонтного участка, а оригинал — в бухгалтерию ремонтного предприятия для определения стоимости ремонта кузова.
Затем кузов поступает на участок ремонта, где способами, описанными ниже, устраняют повреждения.
Схемы технологических процессов ремонта кузовов легковых автомобилей, автобусов и кабин грузовых автомобилей отличаются друг от друга наличием на них различного оборудования и механизмов, а также повреждениями, характерными для каждой конструкции кузова и способами их устранения.
Разборка кузовов. Разборка кузовов бывает частичная и полная в зависимости от потребного ремонта и состояния кузова. Частичную разборку производят, когда кузов в целом находится в хорошем состоянии и требуется ремонт только отдельных его частей, поврежденных в результате износа, ослабления креплений или аварии. Полную разборку производят, как правило, при капитальном ремонте автомобиля и когда большинство узлов кузова нуждается в ремонте.
Узлы кузова могут быть правильно разобраны только при строгом соблюдении определенной технологической последовательности, исключающей возможность поломки и повреждения деталей. Поэтому порядок разборки устанавливается технологическим процессом, который разрабатывают на каждый тип кузова.
При разборке кузовов и оперения трудоемкой работой является отвертывание заржавевших болтов, гаек и шурупов, удаление заклепок, разъединение панелей, сваренных точечной сваркой. Для удаления крепежных деталей, не поддающихся отвертыванию, можно применить один из следующих способов: нагреть гайку газовым пламенем; этот способ весьма эффективен и действует быстро; после нагрева гайка обычно легко отвертывается; откусить болт с гайкой кусачками или обрезать ножовкой; отрубить гайку зубилом; просверлить в головке болта отверстие диаметром, равным диаметру стержня болта; после сверления головка отпадает, а стержень болта с гайкой выбивают бородком. Этот способ успешно применяют для провертывающихся болтов с полукруглой головкой, соединяющих деревянные детали; срезать головку болта или винта газовым пламенем и выбить стержень с гайкой из гнезда.
В настоящее время для облегчения отвертывания заржавевших болтов и гаек широко применяют специальные химические составы, которые при нанесении на болтовые соединения частично удаляют продукты коррозии на резьбе, а за счет хорошей проникающей способности смазывают резьбу между болтом и гайкой и тем самым облегчают демонтаж резьбового соединения. Обычно такие составы выпускают в аэрозольной упаковке и наносят распылением.
В шурупах, не поддающихся вывертыванию вследствие заедания или износа прорези головки, следует просверлить головку, а затем, сняв деталь, вывернуть или выдернуть шуруп из дерева. Заржавленные винты петель дверей нагревают газовым пламенем, после чего их легко вывернуть. Расшивку клепаных швов производят так, чтобы не повредить разбираемые панели, если они не подлежат замене. Детали, укрепленные точечной сваркой, отрубают острым тонким зубилом или просверливают места сварки через верхний лист панели с нелицевой стороны кузова. Особая осторожность необходима при разработке хрупких и легко поддающихся повреждению деталей. Детали, подлежащие списанию в утиль, могут быть сняты любым способом, ускоряющим разборку вплоть до повреждения их, если они не поддаются снятию, но при условии, что при этом не будут повреждены связанные с ними годные детали.
При полной разборке кузовов объем работ и порядок их выполнения в значительной мере зависят от конструкции кузова и от количества и характера повреждений. Последовательность разборки кузова сводится в основном к снятию подушек и спинок сидений, внутреннего оборудования, ручек, поручней, держателей, хромированной арматуры и декоративных накладок, отделочных рамок, подлокотников, плафонов, внутренних перегородок, внутренней обивки, разных механизмов, стекол кузова, электропроводки, труб отопителя и других деталей и узлов установленных внутри кузова. Для удобства разборки кузов устанавливают на специальный стенд.
Удаление лакокрасочных покрытий и очистка кузовов от продуктов коррозии. Старое лакокрасочное покрытие может быть удалено механическим способом с помощью пескоструйных (дробеструйных) аппаратов или механизированным ручным инструментом, химической обработкой специальными смывками и щелочными растворами.
При дробеструйной очистке и очистке механизированным ручным инструментом одновременно с лакокрасочным покрытием удаляются ржавчина и окалина. Наиболее распространенным абразивным материалом для дробеструйной обработки металлических поверхностей является металлическая дробь, выпускаемая промышленностью с размером зерен 0,2 — 0,3 мм. Для очистки панелей кузова и оперения, изготовленных из листовой стали толщиной 0,8—1 мм, от старого покрытия и получения необходимой шероховатости Оптимальный угол наклона струи дроби к обрабатываемой поверхности должен быть 45°, а давление воздуха — 0,2 — 0,3 МПа. Шероховатость обработанной поверхности не должна быть больше 20 — 30 мкм, что обеспечивает высокое качество вновь нанесенного защитного покрытия.
Для осуществления дробеструйной обработки используют передвижной дробеструйный аппарат с ручным пистолетом. В этом аппарате предусмотрена автоматическая регенерация абразивной дроби и подача ее в дробеструйный пистолет.
Для удаления продуктов коррозии ручным механическим способом применяют различные установки. Из этих установок наибольший интерес представляет иглофреза. Изготовлена иглофреза из прямых отрезков высокопрочной проволоки с определенной плотностью набивки. Такой инструмент может срезать слой ржавчины, окалины, металла толщиной 0,01—1 мм. Из ручного механизированного инструмента для очистки поверхности и удаления лакокрасочных покрытий используют также шлифовальные машинки МШ-1, И-144, шлифовальные аппараты ШР-2, ШР-6. Данный способ очистки применяют для проведения небольших объемов работ, так как он не обеспечивает необходимого качества и производительности работ.
Для удаления покрытий химическим способом применяют различные смывки. Смывки наносят на поверхность распылением или кистью. Через несколько часов покрытие вспучивается и его удаляют механическим способом, а затем поверхность промывают водой.
Авторемонтные заводы со значительной программой капитального ремонта кузовов для снятия лакокрасочного покрытия используют щелочные растворы. Очистку производят в ваннах с полным погружением в них кузовов, кабин и других деталей. Для снижения времени травления применяют ускорители-глюконат натрия, этиленгликоль. Раствор, состоящий из 20% едкого натра, 0,5% глюконата натрия и 8% этиленгликоля, снимает покрытие толщиной 100— 150 мкм за 10— 15 мин при температуре раствора 95 — 98 °С. В качестве ускорителя травления может быть использован сульфанол (0,5%). В этом случае (при сохранении указанной производительности) концентрация щелочи может быть снижена до 7—10%, а температура раствора — до 70 — 80 °С.
Удаление лакокрасочного покрытия производят в механизированных агрегатах, которые состоят из последователы/о расположенных четырех отсеков: для снятия покрыта^ окунанием промывки горячей водой, пассивирования, обдувки горячим воздухом.
На ремонтных заводах грузовых автомобилей для снятия старого лакокрасочного покрытия с кабин и оперения используют раствор следующего состава (%): едкий натр-—20, глюконат натрия — 0,5, этиленгликоль — 8,0, вода — 71,5 или едкий натр — 7, сульфанол — 0,5, вода — 92,5.
Дефектоскопия кузовов. После удаления старого лакокрасочного покрытия кузов подвергают тщательному контролю с целью отбраковки негодных деталей, подбора годных, определения вида и объема ремонтных работ. От принятого способа дефектоскопии и тщательности ее выполнения в значительной степени зависит качество ремонта. Для обнаружения дефектов в корпусе кузова, а также для контроля вновь изготовленных деталей, сварных швов применяют методы неразрушающего контроля.
Техническое состояние кузова обычно проверяют наружным осмотром поверхности деталей невооруженным глазом или с помощью простейших луп многократного увеличения. Этот метод позволяет обнаруживать поверхностные трещины, коррозионные разъедания, деформации и др. Измерение специальными приспособлениями, шаблонами позволяет обнаружить отклонения геометрических размеров деталей от первоначальных (перекосы, прогибы и др.).
Однако внешним осмотром можно установить только крупные, заметные на глаз повреждения. В некоторых местах несущих элементов кузова появляются волосяные трещины, которые могут быть выявлены специальными способами. Способы, основанные на молекулярных свойствах жидкости, получили название капиллярных методов (методы проникающих жидкостей). Наиболее распространены мелокеросиновый и люминесцентные методы. Керосин, обладая хорошей смачиваемостью и малым поверхностным натяжением, легко проникает в неплотности. Сущность этого метода состоит в том, что обследуемое место смачивают керосином и насухо протирают или просушивают струей воздуха. Затем это место покрывают водным раствором мела. Вследствие впитывания мелом керосина на меловой поверхности появляется жировой след, повторяющий геометрию обнаруженной трещины. Для этого метода дефектоскопии можно использовать выпускаемые промышленностью проникающие и проявляющие составы на основе красителей и эмалей. Методом красок можно выявить трещины шириной от 0,005 мм и глубиной до 0,4 мм. Для правильного выбора метода и объема ремонта кузова автомобиля, изготовленного из тонколистовой стали, при дефектоскопии кузова следует определять глубину коррозионного разрушения. Для этой дели применяют гамма-толщиномеры, основанные на измерении интенсивности гамма-излучения. Прибор позволяет измерить листы толщиной от 0 до 16 мм, при этом время замера не превышает 30 с.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Подготовка кузовов к ремонту"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы