Строй-Техника.ру
Строительные машины и оборудование, справочник
Подготовка к монтажу. Оборудование установок непрерывного транспорта прибывает на монтаж преимущественно в виде типовых механических узлов и деталей, в то время как большинство несущих конструкций, рам и станин, сбросных и приемных лотков, кожухов и т. д. изготовляются на месте монтажа. Крупные специальные машины, такие, как стаккеры, роторные перегружатели, а также типовые передвижные погрузочные машины, прибывают полностью укомплектованными.
Монтаж сложных установок непрерывного транспорта в складах, галереях и башнях, как правило, начинается лишь по окончании строительных работ и в редких случаях может быть с ними совмещен. Качество монтажа транспортных линий сложной конфигурации или большой протяженности в значительной мере зависит от точности разметки осей всей системы транспортной цепи. Поэтому началу монтажных работ предшествует приемка строительных конструкций и фундаментов, расположенных по трассе. Одновременно строители передают монтирующей организации исполнительные чертежи трассы под транспортные линии с показанием фактических отметок и размеров строительных конструкций по данным геодезической съемки.
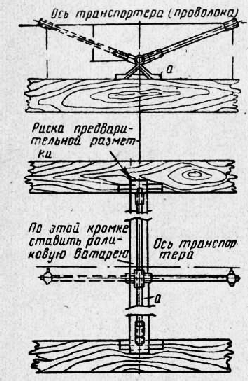
Началу монтажных работ предшествует разбивка главных монтажных осей по всей трассе. Главной монтажной осью установки непрерывного транспорта условно (и не вполне строго) называется продольная вертикальная плоскость симметрии тягового органа, моделируемая натянутой струной и реперами, расположенными в этой плоскости.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Так как точность исполнения строительных конструкций относительно невелика, на практике высотные отметки, размеры и положение траншей, башен и площадок нередко имеют существенные отступления от проекта, и при разбивке главных монтажных осей не всегда удается выдержать как их проектное направление, так и отметки оснований. Поэтому при разбивке осей и проверке высотных отметок оснований отдельных узлов одновременно вносятся все необходимые коррективы, вытекающие из обнаруженных отклонений, причем особое внимание обращается на обеспечение допускаемых максимальных углов подъема транспортных линий, минимальных углов наклона сбросных рукавов и лотков.
Главные монтажные оси фиксируются на все время монтажа с помощью металлических реперов (болтов), закладываемых в торцевых стенах здания. Эти же реперы в дальнейшем могут быть полезны и при ремонтах установки. По окончании взаимной увязки главных монтажных осей дальнейшие сборочные й установочные работы на трассе могут вестись в значительной мере параллельно (одновременно).
Ленточные конвейеры. Качество монтажа ленточных конвейеров зависит в первую очередь от точности установки узлов и деталей в плане относительно главной монтажной оси. Монтаж ленточного конвейера начинается с установки на фундамент станины приводной станции, для чего на фундаменте предварительно намечаются ее продольная и поперечная оси. Рабочие поверхности станины выверяются по уровню, затем, ее окончательно закрепляют.
Одновременно может вестись и установка секций станины конвейера, которая перед окончательным креплением к основанию должна быть проверена на симметричность расположения относительно главной монтажной оси и равновысотность верхней грани по всей длине.
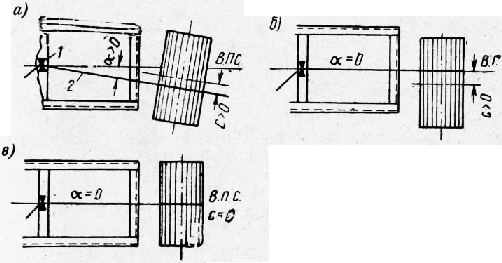
Барабан с валом и подшипниками после установки на станину выверяется на горизонтальность по его верхней образующей, симметричность расположения относительно главной монтажной оси и перпендикулярность ей. Последние две проверки могут быть с необходимой точностью проведены по наблюдению наматывания на барабан гибкой нити. Для этого на верхнюю грань станины конвейера на участке порядка 10 м наносят риску в плоскости главной оси (рис. 1, риска В.П.С.— вертикальной плоскости симметрии) и в дальнем конце риски устанавливают скобу с малым отверстием. На барабане закрепляется тонкий шнур, второй конец которого проводится через скобу. Вращая барабан и подтормаживая шнур у скобы/, наблюдают его перемещение по длине барабана, пока он не займет на барабане постоянного положения. Тогда проверяют направление части шнура, проходящей над станиной конвейера относительно риски В. П. С. (угол а, рис. 1, а), и замеряют расстояние между установившимися витками нити и серединой барабана (размер с).
После закрепления подшипников барабана устанавливают редуктор и затем электродвигатель. При дальнейших регулировках узлов конвейера принятое положение приводного барабана оставляют неизменным.
Установка несущих и поддерживающих роликоопор начинается по окончании выверки и крепления станины конвейера.
Основное требование к установке роликоопор — это симметричность их положения относительно главной оси транспортера и строгая перпендикулярность ей в плане.
Наиболее точно роликоопоры могут быть установлены с помощью малки. Малка устанавливается на станину так, чтобы при двух положениях ее рейсмуса, когда игла последнего находится на уровне осевой струны, конец иглы с ней соприкасался. В этом случае колодка а малки строго перпендикулярна струне и симметрична относительно нее, и потому поставленная вплотную к колодке роликоопоры займет правильное положение.
Натяжной барабан устанавливается одновременно со своими направляющими, причем он должен быть горизонтален, отметка его верхней образующей должна совпадать с отметкой верхних образующих несущих роликов и он должен располагаться симметрично относительной главной оси. Отклоняющие ролики (барабаны) при приводном и натяжном барабанах первоначально устанавливаются параллельно последним, но в дальнейшем при регулировке хода ленты их положение в случае необходимости может быть изменено.
Если конвейер обслуживается пб-движной сбрасывающей тележкой, ее рельсы выверяют относительно главной оси так, чтобы барабаны тележки располагались относительно главной оси симметрично и не имели бокового наклона.
Наводку ленты на транспортер можно начинать по окончании выверки концевых станций и роликов и установки приемных и сбросных лотков. Для этого лента в рулоне устанавливается на горизонтальной оси за натяжной станцией так, чтобы ее рабочая обкладка была снизу. К концу ленты прибивается колодка, к которой прикрепляют канат, проложенный по поддерживающим роликоопорам. С помощью каната ленту заводят на поддерживающие роликоопоры, а затем, обогнув вокруг приводного барабана, протягивают назад по несущим роликоопорам.
Цепные транспортеры. Монтаж цепного транспортера целесообразно начинать с установки секций линейных станин и лишь потом, применительно к их действительному положению, ставить концевые станции.
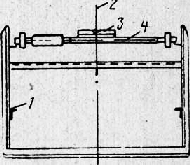
При установке станин их ориентируют в плане по главной оси и особенно точно сводят в стыках по торцам путевых угольников. До окончательного закрепления станин проверяется по всей длине с помощью шаблона колея путевых угольников прямой и обратной ветвей, расстояние от путевого угольника до контршины и одновысотность отметок парных путевых угольников (уровнем и линейкой) на общих перпендикулярах (рис. 3).
До установки валов звездочек в первую очередь проверяется отсутствие смещения зубьев парных звездочек одной относительно другой и расстояние между внутренними гранями зубьев.
Вал ведущих звездочек устанавливается перпендикулярно главной оси транспортера (возможна проверка по способу, приведенному для барабанов ленточных транспортеров), причем его отметка увязывается с отметкой верхних ходовых угольников так, чтобы верхняя образующая окружности, вписанной в хорды звездочки, совпадала с отметкой рабочей поверхности этих угольников. Ось задних звездочек устанавливается по высоте таким же приемом.
Парные тяговые цепи транспортера до их сборки с пластинами грузового полотна должны быть собраны на полную длину и сложенными пополам выложены параллельно для проверки взаимного соответствия их длин. В случае различия в длине цепей, превышающего 3—5 мм, вал натяжных звездочек будет работать со значительным перекосом. Затем цепи разбираются, их секции с установленными на них пластинами несущего полотна последовательно заводятся в станину транспортера и соединяются между собой.
Элеваторы. За исключением некоторых зерновых, элеваторы поступают на монтаж с собранными головками и башмаками, лента и ковши приходят отдельно, трубы прибывают секциями.
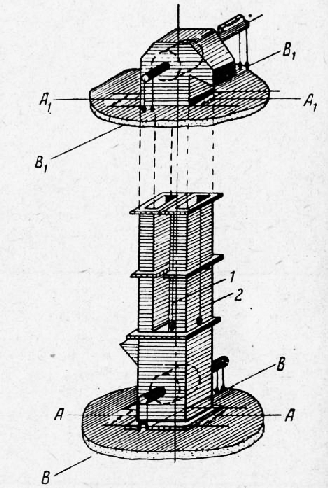
Монтаж двухтрубных элеваторов в большинстве случаев ведется в проектном положении — методом надстройки, что вызывается как местными условиями (установка в башнях), так и удобством контроля сборки.
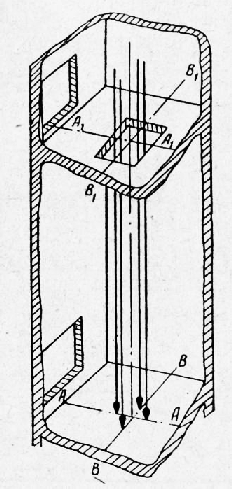
При монтаже вертикального элеватора в башне на нижней площадке размечаются оси АА и ВВ башмака. С помощью отвесов эти оси переносятся на верхнюю площадку, где будет установлена головка элеватора. Башмак элеватора устанавливают на нижней площадке таким образом, чтобы осевые риски вертикальной продольной плоскости симметрии корпуса башмака совпали с осью АА, а вертикальная плоскость оси его барабана — с осью ВВ, после чего проверяется по кромкам башмака его горизонтальность и башмак окончательно закрепляется на место, служа в дальнейшем базой всех замеров.
Секции труб элеватора до установки предварительно проходят контрольную сборку в горизонтальном положении для проверки сходимости отверстий и прямолинейности собранной трубы.
При установке секций труб на место с помощью отвесов контролируется положение каждой последующей секции относительно предыдущей, вертикальность и отсутствие поворота горизонтальных сечений.
До установки ленты последнюю вытягивают в течение нескольких суток под нагрузкой, равной удвоенному весу ковшей с грузом. Наводка ленты на элеватор ведется по соответствующей схеме, после чего ее стягивают с помощью струбцин и сшивают. На сшитой ленте размечаются и пробиваются отверстия для установки ковшей, после чего последние могут быть установлены.
По окончании сборки элеватора его обкатывают вхолостую и корректируют ход ленты с помощью натяжных устройств нижнего барабана.
Установка однотрубных элеваторов небольшой высоты может производиться в сборе после сборки металлических конструкций в горизонтальном положении.
Перед пуском элеватора должна быть проверена эффективность его стопорного механизма.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Портовые машины непрерывного транспорта"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы