Строй-Техника.ру
Строительные машины и оборудование, справочник
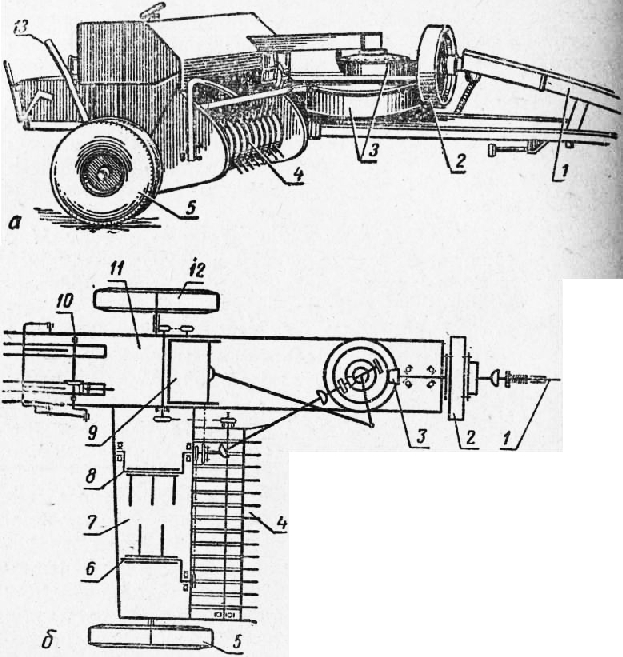
Общее устройство и рабочий процесс пресс-подборщика. В комплексе машин для заготовки прессованного сена основное место занимает пресс-подборщик ПСБ-1,6. Он подбирает валки сена и прессует их в тюки прямоугольной формы. Спрессованные тюки обвязываются проволокой и погружаются в транспортные средства (специальным приспособлением ЛПУ-2) или укладываются на поверхности сенокосного участка.
Устройство. Основные узлы пресс-подборщика: приемное устройство, прессующая часть, вязальный аппарат, механизмы передачи движения и регулировки, рама и колеса. Приемное устройство предназначено для подбора валков сена и подачи его в прессовальную камеру. Оно состоит из подборщика, приемной камеры и двух упаковщиков — заднего и переднего. Прессующая часть формирует и,прессует тюки сена; она включает в себя прессовальную камеру с регулятором плотности, поршень и лоток. Вязальный аппарат обвязывает сформированные тюки проволокой в два обхвата. Он, как и у других машин, включается в работу периодически, когда тюк сена спрессован до необходимой плотности. Расчетная плотность прессования в пресс-подборщике ПСБ-1,6 до 200 кг/м3. Все узлы машины смонтированы на раме, опирающейся на два пневматических колеса. Третьей точкой опоры служит прицепная серьга трактора. Положение подборщика по высоте регулируют рычагом.
Рабочие органы пресс-подборщика приводятся в действие от вала отбора мощности трактора карданной передачей через маховик и редуктор главной передачи. В системе передачи вращения на маховик смонтированы обгонная муфта, предотвращающая поломки при снижении частоты вращения вала отбора мощности или прекращении его вращения, и целый ряд других предохранительных устройств.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Однако фактическая производительность может существенно отличаться от расчетной в зависимости от условий работы и в первую очередь за счет неравномерности массы по длине валков.
Рабочий процесс пресс-подборщика протекает следующим образом. При движении машины подборщик подбирает своими зубьями валок сена и подает его в приемную камеру. Здесь упаковщики подхватывают порции сена и направляют их в прессовальную камеру. Поршень совершает возвратно-поступательное движение. Передача рассчитана таким образом, что порции сена подаются в прессовальную камеру в моменты холостого хода поршня, т. е. когда он совершает движение назад по направлению к маховику и освобождает окно в прессовальную камеру. При движении в обратном направлении поршень обрезает ножом охвостья, отделяет порции сена одну от другой, перемещает эти порции вдоль прессовальной камеры, формируя тюк сена прямоугольного сечения.
Чтобы очередные порции сена удерживались в спрессованном состоянии во время холостых ходов поршня, камера снабжена специальными зубьями. При перемещении сена в прессовальной камере очередные его порции поворачивают мерительное зубчатое колесо Рабочий процесс машины рассчитан так, что за один оборот этого колеса сформированный тюк сена достигает необходимой плотности. При этом включается вязальный аппарат, который подает проволоку и образует два узла на тюке, после чего аппарат выключается из работы до следующего цикла. Связанные в два обхвата тюки продвигаются к выходу, поступают на лоток и опускаются но нему на поверхность поля. При работе с приспособлением ЛПУ-2 тюки из прессовальной камеры поступают в приемную часть приспособления.
Устройство основных узлов пресс-подборщика. Рассмотрим подробно основные рабочие органы и другие узлы машины.
Подборщик барабанного типа сходен по устройству и принципу работы с подборщиками зерноуборочных комбайнов. На валу укреплены диски, в которых посажены хвостовики державок с пружинными зубьями. Державки вместе с зубьями, вращаясь с дисками вокруг центрального вала, одновременно поворачиваются на некоторый угол вокруг собственной оси. Это достигается тем, что с правой стороны на выступающих из диска хвостовиках державки укреплены кривошипы с роликами.
При вращении вала ролики катятся по фигурной дорожке другого диска, заставляя поворачиваться на некоторый угол державки с зубьями. Кривизна дорожки рассчитана так, что во врёмя захвата сена зубья движутся примерно по окружности, а в момент передачи сена в приемную камеру они поворачиваются вокруг оси державок и опускаются. Такое сложное движение обеспечивает плавный выход зубьев из массы сена без затаскивания ее вниз.
Вал и державка подборщика защищены от наматывания на них сена и случайного повреждения кольцами-хомутами, посаженными на кронштейнах. Эти кольца образуют поверхность, по которой скользит подбираемая зубьями масса. Кольца установлены с просветами, в которых движутся зубья подборщика. Вал подборщика получает вращение цепной передачей от вала контрпривода. Подборщик присоединен к раме машины шарнирно и справа опирается на пневматические колеса. Положение подборщика по высоте можно изменять рычажным механизмом, расположенным у колеса.
Упаковщики (рис. 1,б) смонтированы в приемной камере. Они направляют сено, поступающее с подборщика, порциями в прессовальную камеру. Таким образом, упаковщик играет роль питающего устройства, которое должно обеспечить равномерную подачу сена в прессовальную камеру и предотвратить его сгруживание в приемной камере.
Оба упаковщика имеют примерно одинаковое устройство и отличаются количеством рабочих зубьев. Передний упаковщик несет три рабочих зуба, задний — два. Передний упаковщик состоит из коромысла с амортизационной пружиной, кривошипа и трех зубьев. Коромысло соединено шарнирно с валом кривошипа планками. Аналогично и задний упаковщик выполнен в виде механизма с коромыслом, кривошипом и двумя зубьями. Амортизационная пружина заднего упаковщика и пружина переднего предотвращают поломки зубьев при возникновении препятствий на пути их движения. В случае, когда под упа-ковшики попадает чрезмерная порция сена, которую они не могут протолкнуть в прессовальную камеру, пружины сжимаются и зубья упаковщиков отходят назад.
Движение зубьев переднего упаковщика должно быть строго согласовано с движением поршня. После подачи очередной порции сена зубья должны выйти из нее в тот момент, когда поршень начнет приближаться к загрузочному окну прессовальной камеры. Правильность взаимного движения поршня и зубьев переднего упаковщика регулируется фланцевым соединением карданной передачи на кривошипный вал переднего упаковщика. От этого вала цепью движение передается на задний упаковщик.
Для нормальной подачи сена движения зубьев обоих упаковщиков должны быть согласованы. Это достигается правильным взаимным расположением кривошипов они должны быть направлены навстречу один другому и расположены на одной линии.
Прессовальная камера (рис. 1,б) служит основанием, на котором монтируются все механизмы машины, причем передняя часть камеры опирается на сницу, а средняя — на ось ходовых колес. В конце камеры смонтирован регулятор плотности. Сечение камеры прямоугольное с широкой стороной по горизонтали. Размер же сечения камеры на выходе тюка можно изменить и тем самым регулировать плотность спрессованных тюков, т. е. регуля юром плотности изменяют концевое сечение камеры. Собственно регулятор выполнен в виде планок, стянутых винтами с пружинами и рукоятками, навернутыми на винты.
Расширению спрессованного сена препятствуют зубчатые пазообразователи — задерживатели, расположенные в верхней части камеры с двух сторон. Они образуют в тюке пазы для укладывания обвязочной проволоки.
Прессовальная камера, поршень и регулятор плотности — основной узел, где формируются тюки.
Поршень (рис. 1, б) совершает в камере возвратно-поступательное движения, при рабочем ходе он проталкивает сено вдоль камеры и прессует. Корпус сварной из листовой стали. Сбоку к поршню прикреплен нож, который обрезает охвостья каждой порции сена, о корпусе поршня сделаны пазы (щели) для прохода игл вязального аппарата. Направляющими поршень перемещается по направляющим салазкам прессовальной камеры. Поршень соединен пальцем с головкой шатуна и приводится в движение от выходного вала редуктора главной передачи.
Вязальный аппарат (рис. 1) — самый ответственный узел машины. В отличие от других вязальных аппаратов в пресс-подборщике ПСБ-1,6 тюки сена связываются стальной, термически обработанной проволокой диаметром 2 мм. Хотя аппарат имеет те же части (узловязатели, зажим, иглы и др.), что и аппараты шпагатной вязки (например, аппарат льноуборочного комбайна), принципы образования узлов у этих аппаратов существенно различны.
Основные части вязального аппарата пресс-подборщика— две иглы, два узловязателя, механизмы включения и привода. Весь цикл работы происходит за один ход поршня и совершается в четыре этапа: включение, подача проволоки, образование узла и выключение.
I. Включение происходит в момент, когда мерительное колесо совершает полный оборот. В процессе образования тюка прессуемое сено перемещается вдоль камеры И поворачивает мерительное колесо, зубцы которого вдавлены в сено. В момент включения палец, вращающийся вместе с мерительным колесом, упирается в конец руки включения так, что другой ее конец освобождает собачку. Под действием пружины собачка поворачивается и включает передачу на механизмы вязального аппарата. Ведущая часть привода вязального аппарата помещена в корпусе (коническая пара зубчатых колес с передаточным отношением 1:1; z= 24) и получает движение цепью от звездочки общей передачи на звездочку привода аппарата. На валу кривошипа имеется муфта включения, которая связывает (в момент включения) входной вал передачи с валом кривошипа. При повороте собачки 6 выступ-упор на внутренней поверхности ведущей части муфты связывает привод с валом кривошипа. При вращении вала кривошипа ролик на его конце перемещается по прорези кулисы, поворачивает рычаг и тягой приводит иглы в движение. Начинается второй этап работы аппарата — подача проволоки.
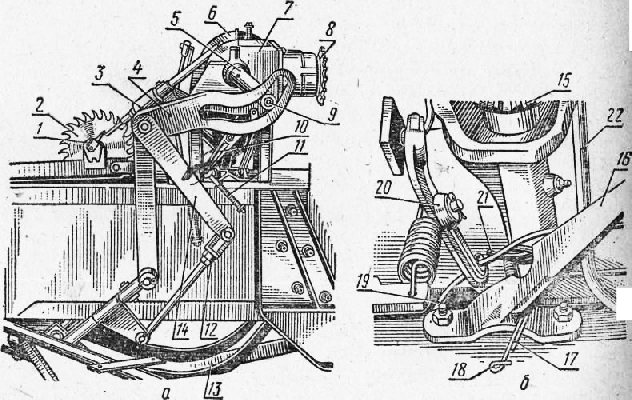
II. Иглы при движении в прессовальной камере входят в пазы поршня, охватывают проволокой тюк и укладывают ее концы на крючки-узловязатели. Проволока огибает тюк со стороны поршня, и ее конец укладывается иглой на пальцы-направляющие рядом с другим концом, охватывающим тюк и уже зажатым в зажиме. Затем поданный иглой конец проволоки перекусывается и зажимается в зажиме, а другой конец освобождается. Таким образом, на крючке-узловязателе остаются свободные концы для образования узла. Иглы же идут назад, и в зажиме остается зажатый конец проволоки для очередного тюка. Начинается третий этап цикла — образование узла.
III. Крючки-узловязатели включаются в работу и закручивают концы в узел. Одновременно с крючками-узловязателями включается в работу предохранительный крючок и прижим. Предохранительный крючок оттягивает проволоку, чтобы крючок-узловязатель ее не захватил, а прижим натягивает проволоку для получения правильного узла.
IV. В конце рабочего цикла собачка упирается в конец руки включения. За счет инерции движущихся частей аппарата собачка поворачивается вокруг своей оси и выключает передачу на вал кривошипа.
Так завершается последний этап цикла работы вязального аппарата — выключение до следующего цикла.
Связанный тюк постепенно проталкивается последующими тюками к выходу из прессовальной камеры на лоток, с которого сползает на землю.
У вязального аппарата предусмотрена световая сигнализация для предупреждения тракториста об обрыве проволоки или о том, что моток проволоки целиком использован. Датчики сигнала установлены в кассетах для проволоки и на деталях крепления.
Механизмы передачи движения связаны с валом отбора мощности через редуктор и маховик. Конец входного вала редуктора выполнен в виде конической шестерни с числом зубьев 2=8, которая находится в зацеплении с большим коническим колесом 2=71. Последнее смонтировано в роликовых подшипниках на вертикальном выходном валу редуктора. С вертикального вала кривошипно-шатунным механизмом передается возвратно-поступательное движение поршню. Второй конической парой шестерен с передаточным отношением 1: 1 (2=20), помещенных в верхней части кожуха редуктора, и карданной передачей движение передается на передний упаковщик, а от него цепной передачей на задний упаковщик. От кривошипного вала переднего упаковщика цепной передачей движение передается на промежуточный вал контрпривода, а от него на вал подборщика и механизмы вязального аппарата.
В системе передач смонтирован ряд предохранительных устройств для предупреждения поломок при перегрузках. К этим устройствам относятся предохранительные муфты храпового типа, срезные шпильки у маховика и у переднего упаковщика, предохранительный болт в приводе вязального аппарата, предохранительный упор поршня и нож кассет, амортизационный механизм упаковщика.
Обзор конструкции машин и приспособлений для сбора и перевозки тюков. Конструкции машин для сбора и транспортировки спрессованных тюков сена, а также для их погрузки в транспортные средства еще не стабилизировались и в последние годы подверглись существенным изменениям.
В технологический комплекс машин для уборки естественных и сеяных трав с прессованием сена включены гидравлический укладчик тюков ГУТ-2,5 и транспортировщик штабеля тюков ТШН-2,5. Кроме того, для погрузки в транспортные средства тюков, выходящих из прессовальной камеры пресс-подборщика, разработано приспособление ЛПУ-2.
Укладчик тюков (рис. 171,а) марки ГУТ-2,5 представляет собой тележку, рама которой опирается па колесный ход с пневматическими колесами. Третьей точкой опоры тележки служит прицепная поперечина трактора, к которой присоединена сница. На раме смонтированы подборщик, платфоома с поперечным транспортером, платформа-подъемник, задняя платформа, площадка для рабочего, выносные гидроцилиндры и рычаги управления ими.
При движении машины тракторист направляет агрегат так, чтобы тюки, расположенные на поверхности поля, попадали между боковинами подборщика. Пальцами подборщик поднимает тюк и передает его на поперечный транспортер платформы. Когда на приемной платформе оказывается два тюка, рабочий с сиденья одним из рычагов управления поворачивает платформу на 90°, и тюки ложатся на край платформы-подъемника. Очередными парами тюков, находящимися уже на платформе, тюки сдвигаются к задней платформе. Когда на платформе-подъемнике оказывается восемь тюков, рабочий с сиденья перемещает их на заднюю платформу, где формируется штабель из 72 тюков. Сформированный штабель транспортируют к месту разгрузки. Здесь включают гидроцилиндр сталкивающего механизма, и штабель выгружается из машины. Маши-па агрегатируется с тракторами МТЗ всех модификаций. Рабочие органы приводятся в действие от вала отбора мощности трактора; рабочая скорость до 9 км/ч.
Транспортировщик штабеля марки ТШН-2,5 согласован по грузоподъемности (2,5 т) с подборщиком-тюкоукладчиком ГУТ-2,5. Он предназначен для погрузки штабелей тюков, сформированных машиной ГУТ-2,5, транспортировки и установки их на месте хранения.
Транспортировщик выполнен в виде приспособления, устанавливаемого на шасси автомобиля-самосвала ЗИЛ-ММЗ-555. Приспособление состоит из раздвижной платформы, двух захватов и передней стенки. Управляет погрузкой и разгрузкой штабеля водитель из кабины, воздействуя на гидроцилиндры. При погрузке штабеля платформу переводят в вертикальное положение, а захваты раздвигают до отказа. Затем подают машину задним ходом вплотную к штабелю, опускают подвижную часть платформы, а захваты подводят под штабель так, чтобы их зубья полностью вошли в нижнее основание штабеля. Наклоняют платформу примерно на 45°, чтобы штабель уложился на ней. После прижатия штабеля к передней стенке опускают платформу с штабелем на подрамник автомашины и закрепляют фиксаторами. Время погрузки и разгрузки составляет примерно 5—6 мин.
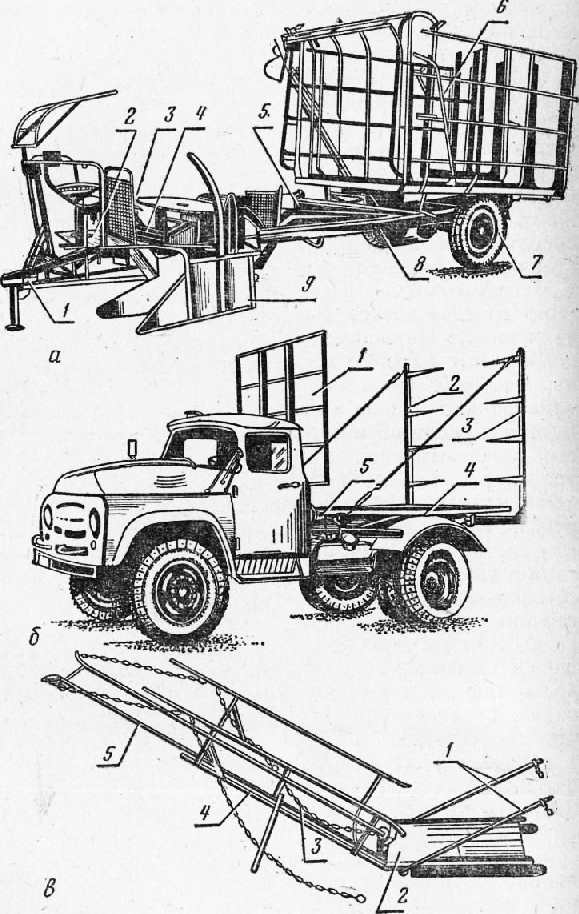
Приспособление марки ЛПУ-2 состоит из трех лотков — нижнего, наклонного и выдвижного. Наклонными стойками и передними концами рамки нижнего лотка приспособление закрепляют на прессовальной камере пресс-подборщика. К ней же прикрепляют и цепи наклонного лотка. Выдвижным лотком и цепями можно изменять длину наклонной части приспособления в зависимости от используемых транспортных средств.
Подготовка пресс-подборщика к работе и основные регулировки. Сложный вязальный аппарат и разветвленная система передач, а также большие нагрузки на детали и узлы пресс-подборщика требуют тщательной подготовки его к работе и настройки применительно к состоянию валков сена.
Основные операции подготовки пресс-подборщика к работе — это прозерка комплектности машины и технического состояния всех узлов и деталей; присоединение к трактору и установка контрольной сигнализации (об обрыве и окончании проволоки), а также зарядка вязального аппарата проволокой; настройка и регулировка рабочих органов; обкатка агрегата вхолостую и на Пробных проходах под нагрузкой.
Проверять комплектность пресс-подборщика, правильность сборки и состояние всех узлов надо тщательно и последовательно. Одновременно следует контролировать надежность креплений и предохранительных устройств. Особое внимание надо обращать на состояние деталей вязального аппарата и на затяжку гаек и болтов передаточных механизмов. Для проверки проворачивают маховик рукой так, чтобы поршень сделал 2— 3 оборота, и убеждаются в нормальной работе всех частей машины.
После проверки прицепляют пресс-подборщик к трактору и, предварительно установив кронштейн кожуха, соединяют карданный вал с валом отбора мощности. Затем заряжают вязальный аппарат проволокой. Для этого открывают крышки кассет, расположенных по бокам прессовальной камеры, откидывают замок и, расслабив боковины, вкладывают в кассеты мотки проволоки. Придерживая моток рукой, освобождают его от перевязок и пропускают внутренний конец проволоки в отверстие ножей-предохранителей. После этого закрывают крышки кассет, притягивают их замками и стягивают винтами боковины кассет. Проволоку пропускают в звено цепи датчика сигнализации, во втулку, под ролик на кронштейне, под планку и ролики иглы. Конец проволоки закрепляют на бандаже прессовальной камеры.
Далее настраивают и регулируют машину на заданные условия работы.
Высота расположения подборщика относительно валка сена регулируется рычажным механизмом у опорного колеса.
Согласованность движения переднего упаковщика с движением поршня. При движении поршня на прессование короткий зуб переднего упаковщика, должен при выходе из прессовальной камеры находиться на высоте 5—8 см от внутренней плоскости крышки.
Взаимное расположение поршня и зубьев упаковщика регулируют фланцевым соединением передачи.
Зазоры между направляющими поршня и салазками, между ножом поршня и противорежущим ножом камеры. В зоне встречи ножа поршня и противорежущего ножа камеры зазоры между направляющими и салазками не должны быть более 0,6 мм, а зазор между ножами не более 2 мм.
Зазоры в деталях передач: между упором и венцом конического колеса главной передачи (вращением упора полностью убрать зазор, а затем повернуть упор назад на четверть оборота); между маховиком и поводком (в осевом направлении 0,2—0,6 мм); между зубьями конических шестерен редуктора.
Настроечные регулировки вязального аппарата следующие.
1. Регулировка положения игл и упора поршня. В крайнем верхнем положении расстояние от центра ролика игл до наружной поверхности челюсти зажима должно быть 65—75 мм; расстояние от упора поршня до внутренней стенки прессовальной камеры не менее 20 мм.
2. Регулировка хода игл и поршня. Ребра щели поршня должны заходить за носик иглы на 10—30 мм при входе ее в прессовальную камеру.
3. Регулировка взаимного расположения направляющих проволоки и крючков-узловязателей. Зазор между направляющей и концом крючка должен быть 2—5 мм, между пальцем направляющей и крючком — 2—4 мм, а боковой зазор крючка — не более 0,5 мм.
4. Регулировка положения крючка-предохранителя. Зазор между крючком и большим роликом иглы в момент их встречи при обратном ходе иглы должен быть 0,5—2 мм.
5. Изменение плотности тюка достигается сжатием пружин регулятора плотности.
6. Изменение длины тюка. Постановкой сменного мерительного колеса, прикладываемого к гюкопод-борщику ГУТ-2,5, добиваются длины тюка 800— 1000 мм.
Обкатка пресс-подборщика проводится вхолостую 2—3 ч, вначале на малой частоте вращения вала отбора мощности (150—200 об/мин), затем с постепенным увеличением ее до полной. Через каждые 20 мин выключают вал отбора мощности, проверяют нагрев подшипников, надежность креплений и убеждаются в нормальной работе всех узлов и механизмов. Необходимо также 5—6 раз включать вязальный аппарат (без проволоки, поворотом мерительного колеса).
Обкатку под нагрузкой проводят на подборе сравнительно ровных валков сена и при плотности прессования не выше 100—120 кг/м3.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Пресс-подборщик и машины для сбора и перевозки тюков сена"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы