Строй-Техника.ру
Строительные машины и оборудование, справочник
В процессе эксплуатации автомобиля в деталях его узлов и агрегатов возникают различные дефекты (неисправности), устранение которых достигается ремонтом. Эти дефекты весьма разнообразны, и появление их зависит от многих причин. Дефекты деталей можно разделить на несколько основных групп.
Подавляющее большинство дефектов деталей автомобиля возникает из-за естественного износа их, в результате длительной работы сил трения, воздействия высоких температур и других факторов при нормальных условиях эксплуатации.
Механический износ характеризуется отрывом частиц с поверхностей в результате трения сопряженных деталей. В результате износа зазоры между сопряженными деталями увеличиваются. Например, в результате трения поршневых колец и поршня о стенки цилиндра изменяются размеры цилиндра, увеличивается зазор между поршнем и стенками цилиндра.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Абразивный износ, являющийся разновидностью механического износа, происходит в результате попадания между трущимися поверхностями твердых частиц — абразивов (пыль из воздуха, металлические частицы).
Коррозионный износ возникает в результате действия на детали кислот, содержащихся в смазке или образовавшихся при сгорании топлива, а также в результате действия газов и паров воды при высокой температуре.
Усталостный осповидный износ возникает при действии высоких удельных давлений между трущимися поверхностями (например, в зубьях колес, подшипниках качения и др.).
Результатом этого износа является выкрашивание частиц с поверхности трущихся деталей. Величина естественного износа Деталей возрастает с увеличением пробега автомобиля. Износ Детали, при котором она может нормально работать, называется Допустимым износом.
Износ, при котором нарушается нормальная работа сопряженных деталей и дальнейшая эксплуатация становится невозможной или неэкономичной, называется предельным износом.
Ремонт изношенных деталей автомобиля осуществляют различными способами, основными из которых являются: механическая обработка, сварка и наплавка, гальваническое покрытие; обработка давлением и ремонт с применением синтетических материалов и др.
Ремонт деталей механической обработкой
Ремонт деталей механической обработкой включает обработку деталей под ремонтные размеры и ремонт постановкой дополнительных деталей.
Обработка под ремонтные размеры заключается в том, что одна изношенная сопряженная деталь (наиболее сложная и дорогая) подвергается механической обработке под один из ремонтных размеров, а другая деталь заменяется новой соответствующего ремонтного размера.
Ремонтным размером называется размер детали, отличающийся от номинального на определенную величину, как правило, заранее установленную.
При установлении ремонтных размеров для различных деталей исходят из величины износа ее и припуска на обработку. Ремонтные размеры приводятся в технических условиях на ремонт автомобилей.
Примером обработки под ремонтный размер может служить ремонт сопряжения цилиндр — поршень двигателя.
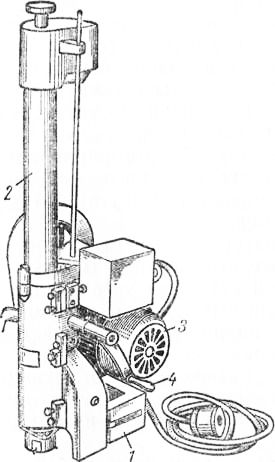
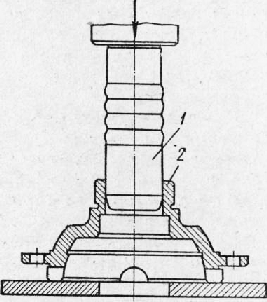
В результате износа рабочей поверхности у цилиндров появляется овальность и конусность, могут возникнуть также риски и задиры. Изношенные цилиндры растачивают под ремонтный размер. К восстановленным цилиндрам подбирают новые поршни и кольца соответствующего ремонтного размера, обеспечивая таким образом зазоры, как и у новых деталей. Расточку цилиндров осуществляют на различных станках. На рис. 1 изображен переносный станок 2407 для расточки цилиндров. Станок предназначен для расточки цилиндров автомобильных двигателей диаметром от 65 до 110 мм. Станок представляет собой переносную конструкцию, устанавливаемую и закрепляемую на верхней плоскости блока цилиндров. Базовой деталью станка для установки его в рабочее положение является станина, которая крепится к блоку посредством быстродействующих приспособлений. Вращение и подача расточной оправки в процессе резания обеспечивается природным электродвигателем, обратную подачу оправки осуществляют вручную рукояткой.
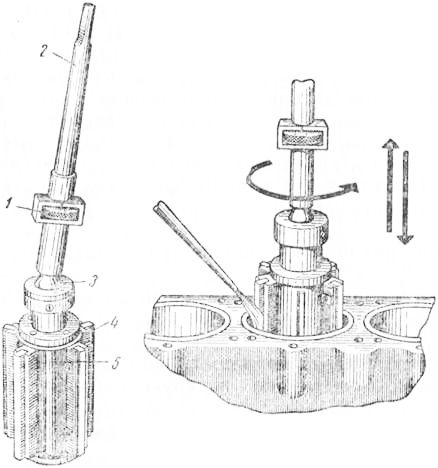
Цилиндры автомобильных двигателей обрабатывают с высокой точностью, для достижения которой после расточки осуществляют доводку (хонингование). Для доводки цилиндров применяют хонинговальные головки. К хонинговальной головке по окружности прикреплены четыре, пять или шесть мелкозернистых абразивных брусков. Головка шарниром соединена с хвостовиком, который соединяется со шпинделем вертикально-доводочного или вертикально-сверлильного станка (последний применяется реже).
Головка с брусками вращается вокруг оси цилиндра и перемещается возвратно-поступательно вдоль его оси.
Бруски устанавливают в цилиндре по величине его диаметра поворотом кольца подачи. Радиальная подача брусков по мере снятия припуска и износа их осуществляется автоматически спиральной пружиной.
При доводке достигается высокая чистота обрабатываемой поверхности цилиндров, соответствующая 9-му классу. Обработка деталей под ремонтный размер находит широкое применение при ремонте автомобилей, так как обеспечивает высокое качество и отличается простотой. Этим способом ремонтируют, в частности, коренные и шатунные шейки коленчатых валов, опорные шейки распределительных валов и другие сопряженные детали автомобиля.
Ремонт постановкой дополнительных деталей применяют в том случае, когда изношенную деталь нельзя обработать под ремонтный размер. При этом ремонтируемые детали подвергают механической обработке, после чего на них устанавливают дополнительные детали, обрабатываемые под номинальный или ремонтный размер. Таким способом, например, ремонтируют цилиндры блоков двигателя, когда все установленные ремонтные размеры исчерпаны и дальнейшее увеличение диаметра цилиндров невозможно. В этом случае в цилиндры вставляют гильзы, которые уже, и обрабатывают под номинальные или ремонтные размеры.
Гильзование цилиндров выполняется в такой последовательности:
- растачивают цилиндры под наружный диаметр гильзы на гом же оборудовании, что и растачивание цилиндров под ремонтный размер;
- запрессовывают гильзы на гидравлическом прессе;
- гидравлически испытывают водяную рубашку на герметичность под давлением 294—392 кн/м2 [3—4 кГ/см2];
-обрабатывают заподлицо выступающие за верхнюю плоскость блока цилиндров торцы гильз;
- растачивают рабочую поверхность гильз под номинальный или ремонтный размер; доводят рабочую поверхность гильзы хонин-гованием;
- осуществляют контроль качества ремонта (проверяют диаметр, конусность, овальность и чистоту обработки поверхности).
Способом постановки дополнительных деталей ремонтируют и другие детали автомобиля (отверстия под наружные кольца подшипников коробок передач, гнезда под шарикоподшипники во фланцах коленчатых валов, гнезда под подшипники в ступицах колес и т. д.).
Ремонт деталей сваркой, наплавкой в электроискровым способом
Ремонт деталей сваркой и наплавкой применяется наиболее широко. Этим способом ремонтируется свыше 50% восстанавливаемых деталей. В авторемонтном производстве внедряются высокопроизводительные механизированные способы сварки и наплавки. К ним относятся автоматическая и полуавтоматическая сварка и наплавка под слоем флюса, полуавтоматическая сварка в защитной среде углекислого газа и др.
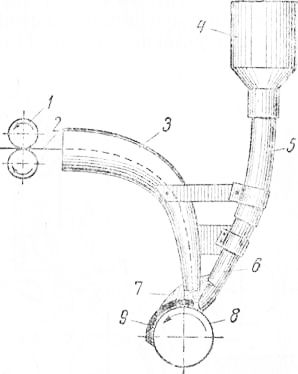
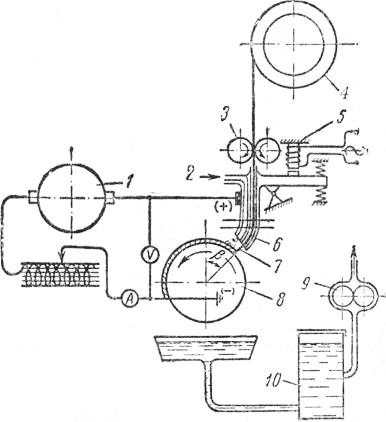
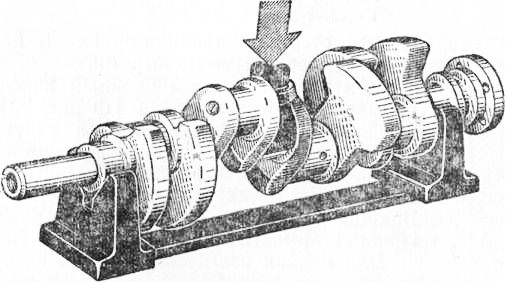
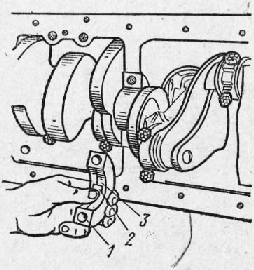
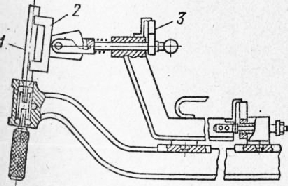
На рис. 3 показана схема устройства для автомат иче-кой наплавки под слоем флюса шеек коленчатого вала. Для наплавки коренных шеек коленчатый вал устанавливают в центрах токарного станка, а для наплавки шатунных шеек — в центросместителях, прикрепленных к шпинделям передней и задней бабок токарного станка.
Электродная проволока из наплавочной головки роликами подается через то-копроводящий мундштук в зону сварочной дуги. В зону сварки из бункера через шланг и мундштук самотеком поступает сухой флюс. От пламени электрической дуги вместе с электродной проволокой и металлом шейки 8 вала плавится и флюс, образуя над поверхностью шва шлаковую корку.
При автоматической наплавке зажигание дуги, подача электродной проволоки, перемещение дуги вдоль шва механизированы. При полуавтоматической сварке под флюсом дуга вдоль шва перемещается вручную.
Преимуществами автоматической и полуавтоматической сварки и наплавки по сравнению с ручной являются более высокая производительность и лучшее качество сварки и наплавки. Повышение качества наплавленного слоя или сварного шва под слоем флюса достигается тем, что расплавленный флюс предохраняет свариваемый или наплавляемый металл от вредного воздействия кислорода и азота окружающего воздуха.
Наплавкой под слоем флюса ремонтируют шлицы полуосей, шейки коленчатых валов, поверхности труб кожухов полуосей и другие детали автомобилей.
Для круговой и продольной наплавки изношенных деталей применяют специальные установки. Наплавку цилиндрических поверхностей деталей осуществляют на токарных станках. Деталь устанавливают в центрах, а сварочную головку — на суппорте токарного станка. Для сообщения необходимой скорости вращения на станке устанавливается понижающий редуктор. После наплавки деталь подвергают механической обработке.
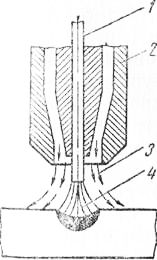
На рис. 4 показана схема процесса сварки в защитной среде углекислого газа. Электродная проволока подается в зону сварки через специальную горелку, к которой подводится сварочный ток и углекислый газ. Последний поступает в горелку из металлических баллонов, оттесняет воздух и таким образом предохраняет расплавленный металл от вредного воздействия воздуха.
Сварку в среде углекислого газа применяют при ремонте тонкостенных деталей (заварка трещин кабин и кузовов легковых автомобилей и др.).
Электроимпульсная наплавка металла как способ восстановления изношенных деталей находит широкое применение в авторемонтном производстве. Этот способ ремонта известен также под другими сходными названиями: вибродуговая, виброконтактная, контактно-дуговая наплавка и т. п.
На рис. 5 показана схема установки для автоматической электроимпульсной наплавки деталей. Наплавку осуществляют на токарном станке. Ремонтируемую деталь устанавливают в центрах, а наплавочную головку — на суппорте станка. Электродная проволока роликами подается из кассеты через вибрирующий мундштук к вращающейся детали.
Электродная проволока постоянно вибрирует и, соприкасаясь с деталью под действием электрических разрядов от источника тока, оплавляется. Расплавленный металл проволоки откладывается на поверхности детали. Для охлаждения детали насосом через канал из резервуара-отстойника подается жидкость. Мундштук вибрирует под действием электромагнитного вибратора.
Электроимпульсной наплавкой восстанавливают шейки коленчатых валов, распределительные валы, крестовины карданов и дифференциалов и другие детали автомобиля.
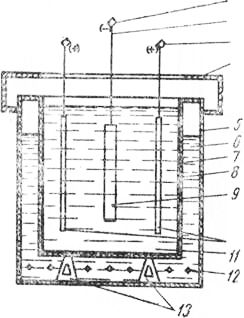
Электроискровая обработка применяется при ремонте для прошивки отверстий, шпоночных канавок, кругового обдирочного и чистового шлифования, прорезки и вырезки, удаления сорванных шпилек, сломанных сверл и т. д. Кроме того, этот способ обработки применяется и для уплотнения наращивания поверхностей деталей. Возможная толщина наращиваемого слоя составляет 0,5 мм. На рис. 6 изображена схема установки для электроискровой обработки. Обрабатываемую деталь, являющуюся анодом, закрепляют в тисках станка. Инструмент, являющийся катодом, закрепляют в патроне шпинделя установки. Электроискровая обработка детали осуществляется в ванне, наполненной керосином, соляровым маслом или другой жидкостью, не проводящей электрический ток. Источником питания является генератор постоянного тока напряжением 120—220 в.
От действия искровых разрядов под электродом-инструментом (катодом) на детали (аноде) происходит разрушение — отрыв мельчайших частиц металла. Жидкая среда задерживает эти частицы и не дает им пристать к катоду. Для сохранения постоянного расстояния между электродами, которое по мере выброса металла увеличивается, электроду-инструменту сообщается автоматическая подача.
Ремонт деталей гальваническим покрытием
Для восстановления изношенных поверхностей деталей, защиты их от коррозии и в декоративных целях в авторемонтном производстве используют гальваническое покрытие металлами (хромирование, осталивание, меднение и др.).
Хромированием восстанавливают детали, имеющие небольшие размеры и поверхность которых должна обладать высо-кой износостойкостью, например стержни толкателей и клапанов, валики водяных насосов, шейки распределительных валов и др. Процесс хромирования можно разделить на три этапа: подготовка, хромирование и обработка после хромирования. При подготовке деталь подвергают механической обработке с целью получения правильной геометрической формы и необходимой чистоты поверхности. Затем деталь промывают ь бензином и изолируют места, не подлежащие хромированию. Деталь устанавливают на подвеску, обезжиривают, промывают с подвеской в воде и погружают затем в электролит.
После хромирования детали моют з дистиллированной холодной и горячей воде и сушат. Хромированные детали подвергают термической обработке для уменьшения хрупкости покрытия и механической — шлифованию и полировке.
Защитно-декоративное хромирование применяют для покрытия рефлекторов и ободков фар, буферов, ручек дверей и стеклоподъемников и других деталей кузовов легковых автомобилей. Хромовые покрытия при защитно-декоративном хромировании в целях лучшей защиты от коррозии делаются с подслоями других покрытий, чаще никеля или меди.
Восстановление деталей осталиванием осуществляют в горячих хлористых электролитах. Сущность процесса заключается в наращивании железных покрытий на рабочие поверхности детали.
Материалами для приготовления электролита при осталивании являются техническая соляная кислота, стальные стружки, поваренная соль и хлористый марганец. Растворимые аноды изготовляют из малоуглеродистой стали.
При осталивании можно получить мягкие покрытия с твердостью, соответствующей углеродистой незакаленной стали, и твердые покрытия, близкие по твердости к закаленной стали.
Осталиванием восстанавливают стержни клапанов и толкателей, шейки различных валов под обоймы роликовых и шариковых подшипников, шкворни, валики водяных насосов и другие детали.
Процесс осталивания по сравнению с хромированием является более производительным.
Меднение при ремонте автомобилей применяют для защиты поверхности деталей от цементации, для создания подслоя при защитно-декоративном хромировании, для покрытия поверхностей червячных передач и зубьев колес с целью улучшения приработки их. Для меднения применяют сернокислые электролиты. В качестве анода используют электролитическую медь.
Ремонт деталей давлением
Этим способом восстанавливают размеры и форму многих деталей. Основными видами ремонта деталей давлением являются правка, осадка, раздача.
Правка применяется для устранения изгиба, скручивания, коробления деталей. Правкой ремонтируют валы, рамы, балки передней оси, полуоси, шатуны, клапаны, штанги, тяги и другие детали.
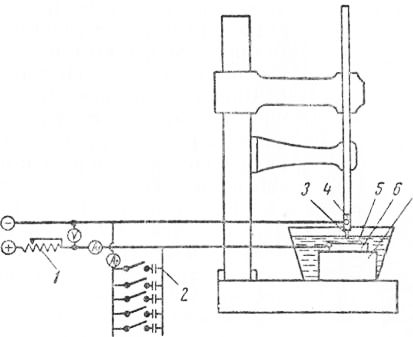
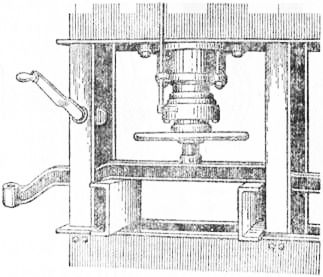
Большинство автомобильных деталей правят в холодном состоянии. На рис. 8 показана правка балки передней оси прессом. Валы правят на призмах также прессом (рис. 9). Тяги, штанги, стержни клапанов правят на плите медными и деревянными молотками.
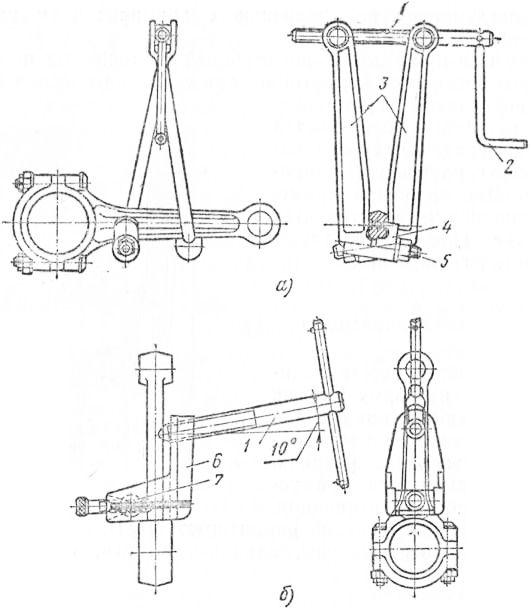
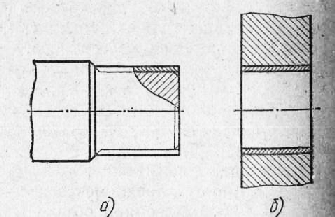
Для правки деталей сложной конфигурации применяют приспособления. На рис. 10 показаны приспособления для правки скрученных и изогнутых шатунов. Для устранения скручивания приспособление (рис. 10, а) устанавливается на шатун и закрепляется гайками упоров. Вращая по часовой стрелке винт рукояткой, сближают рычаги и выправляют шатун.
Для правки изогнутого шатуна скобу приспособления (рис. 10,б) крепят на шатуне. Затянув упорный винт до отказа, выправляют изогнутый шатун, поворачивая правочный винт по часовой стрелке.
Приспособления для правки скрученных и изогнутых шатунов входят в комплект этого прибора.
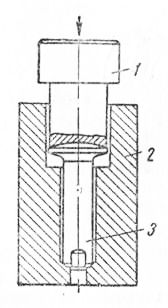
Осадкой достигается увеличение наружных и уменьшение рнутренних диаметров детали за счет уменьшения ее высоты. Осадкой ремонтируют различные втулки при износе их по наружному или внутреннему диаметрам, толкатели клапанов при износе стержня и другие детали. Осадку обычно осуществляют в холодном состоянии прессом.
Осадку толкателя осуществляют в нагретом (до 800—850 °С) состоянии. После осадки толкатель подвергают термической обработке и шлифованию под требуемый размер. Кроме того, в отверстии под регулировочный болт нарезают вновь резьбу метчиком. Уменьшение длины стержня толкателя компенсируется при сборке регулировочным болтом.
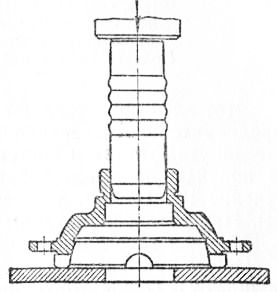
Раздачей ремонтируют втулки, имеющие износ по наружному диаметру, чашки дифференциала при износе шейки под внутреннее кольцо роликового подшипника, трубы полуосей, втулки распределительного вала двигателя, изношенные по наружной поверхности, и другие детали.
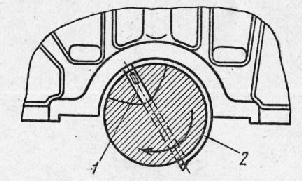
На рис. 12 показана схема раздачи чашки дифференциала. После раздачи шейку чашки дифференциала шлифуют под номинальный размер.
Ремонт деталей с применением пластических материалов
На авторемонтных предприятиях все большее применение находят синтетические материалы. Они применяются для заделки трещин, пробоин на корпусных деталях и выравнивания неравно-мерностей на поверхностях, склеивания деталей, наращивания изношенных поверхностей и для нанесения защитных и декоративных покрытий.
Для заделки трещин и пробоин к блоке цилиндров широко применяют эпоксидные клеи (мастики). Их используют также для выравнивания неровностей на поверхностях кузовов, кабин и оперения автомобилей. Для этого применяют также и газопламенное напыление порошком ПФН-12.
Клей марки ВС-10Т используют для приклеивания фрикционных колец к ведомым дискам сцепления и фрикционных накладок к тормозным колодкам.
Примером наращивания изношенных поверхностей синтетическими материалами является капронирование толкателей, шестерен и других деталей, сущность которого заключается в нанесении порошкового капрона вибрационным методом.
Эпоксидные составы начинают применять для защитных и декоративных покрытий. На некоторых заводах при ремонте автобусов дужки сидений, стойки и поручни покрываются эпоксидны! ми составами вместо хромирования.
Этот клей приготовляют так. Эпоксидную смолу ЭД-6 или ЭД-5 предварительно нагревают до 50—60 °С, после чего в нее добавляют дибутилфталат и состав перемешивают в течение 10—15 мин, В полученную смесь добавляют наполнитель и перемешивают в течение 10—15 мин, а затем охлаждают до комнатной температуры. Приготовленная таким образом смесь может храниться в за купоренной таре длительное время.
Перед применением в состав вводят отвердитель (полиэтиленполиамин). После этого тщательно перемешивают в течение 5 мин, затем немедленно приступают к работе, так как срок пригодности клея при комнатной температуре не превышает 20 мин.
Заделку трещин при помощи клея выполняют следующим образом:
сверлят отверстия диаметром 3—4 мм по концам трещины;
разделывают трещину под углом 60—90° на глубину 2—3 мм;
обезжиривают заделываемую поверхность ацетоном с последующей выдержкой 15—20 мин на воздухе;
наносят клей на всю глубину разделки с перекрытием основного металла на 10 мм вокруг повреждения слоем толщиной 2 3 мм;
выдерживают деталь до отвердения клея;
зачищают заделанную поверхность.
Этим способом ремонтируют также головку блока цилиндров, нижний картер двигателя, бензобак, корпус масляного фильтра, бачки масляных радиаторов, маслоналивную трубу бензопровода, корпус карбюратора, бачки радиатора системы охлаждения, картер сцепления, картер коробки передач, крышку коробки передач, кузов, оперение и др.
Указанным способом нельзя ремонтировать нагруженные детали и поверхности, подвергающиеся воздействию температуры выше 250 °С.
Приклеивание фрикционных накладок к тормозным колодкам клеями ВС-10Т или К-1 выполняют следующим образом:
- подготовляют склеиваемые поверхности. Изношенную приклеенную накладку удаляют путем нагревания тормозной колодкй в электропечи до температуры 300—350 °С и последующего быстрого опускания в ванну с проточной холодной водой, при этом накладка легко отклеивается;
- склеиваемые детали очищают пескоструйным аппаратом или шлифовальным кругом, затем обезжиривают бензином, ацетоном, уайт-спиритом или другим растворителем.
Клей наносят мягкой плоской кистью ровным слоем без подтеков и пузырей воздуха, затем выдерживают при температуре 20° С в течение 15—30 мин до полного удаления содержащегося в нем растворителя. Приклеивание осуществляют в приспособлении, которое обеспечивает прижатие склеиваемых деталей.
Склеенные детали подвергают термической обработке в электропечах при температуре 180° С с выдержкой- 1,5 ч при склеивании клеем ВС-10Т и при температуре 160° С с выдержкой 2,5 ч при склеивании клеем К-1. Качество приклеивания определяют испытанием на сдвиг.
При работе с клеями на основе эпоксидных смол необходимо соблюдать следующие правила техники безопасности:
- обязательно пользоваться резиновыми перчатками и защитными очками;
- категорически запрещается наносить клей незащищенной рукой;
- приготовлять компоненты клея в вытяжном шкафу.
—
Восстановление посадки использованием деталей ремонтных размеров. Автомобильные заводы выпускают поршни, поршневые кольца, вкладыши коренных и шатунных подшипников коленчатого вала, толкатели и другие детали ремонтных размеров. На авторемонтных заводах в соответствии с ремонтными размерами этих деталей восстанавливают сопряженные с ними детали.
Например, изношенные рабочие поверхности гильзы цилиндров растачивают на алмазно-расточном станке или вертикально-расточном станке резцами с пластинками из твердого сплава, а затем хонингуют, используя хонинговальную головку и бруски из синтетических алмазов.
Все гильзы цилиндров в отремонтированном двигателе по внутреннему диаметру должны иметь один и тот же ремонтный размер. Под этот ремонт подбирают поршни соответствующих ремонтных размеров.
Изношенные шейки коленчатого вала (овальность и конусность) обрабатывают под установленные ремонтные размеры, меньшие номинального, и тем самым удаляют овальность и конусность.
Перед механической обработкой коренных шеек необходимо зачистить центры коленчатого вала, добиваясь номинального биения неизношенных мест шеек (галтелей). Если биение превышает допустимое, коленчатый вал перед обработкой необходимо править. Перед обработкой шатунных шеек коленчатый вал смещают на радиус кривошипа вала, пользуясь специальными приспособлениями — центросмесителями.
Шейки коленчатого вала шлифуют на станках шлифовальными кругами, а затем полируют абразивными брусками, совершающими колебательные движения. Рекомендуется обрабатывать все шейки под один общий ремонтный размер.
Для проверки качества ремонта коленчатого вала и правильности выбора вкладышей ремонтных размеров проверяют диаметральные зазоры в подшипниках.
У двигателей автомобилей ГАЗ-оЗА зазоры должны быть0,026—0,065 мм— для шатунных подшипников и 0,026— 0,071 мм — для коренных. У ‘двигателей ЗИЛ-130, имеющих сталеалю-миниевые вкладыши, зазоры 0,032— 0,076 мм — для шатунных и 0,050— ОД07 мм для коренных подшипников.
Для проверки диаметрального зазора в подшипнике берут латунную пластинку толщиной 0,08 мм, шириной 13 мм и длиной 25 мм. После зачистки кромок пластинку, смазанную с обеих сторон маслом, устанавливают между вкладышем и шейкой вала. Гайки крышки подшипника затягивают динамометрическим ключом. Если при повертывании рукой коленчатый вал вращается туго или совсем не проворачивается (затяжка болтов остальных подшипников в это время ослаблена), это означает, что зазор не превышает допустимого.
Для шатунных подшипников зазор находится в допустимых пределах тогда, когда шатун при повертывании от руки вокруг шейки коленчатого вала вращается туго или совсем не проворачивается.
Перед установкой вкладышей надо очистить масляные каналы, вывернуть пробки грязеуловителей шатунн!ых шеек, удалить из них отложения при
Вкладыши перед установкой смазывают маслом для двигателя, шейки коленчатого вала тщательно протирают салфеткой.
Надо следить, чтобы вкладыши плотно прилегали к постелям, выступы каждого вкладыша правильно входили в пазы, имеющиеся в постелях, и чтобы совпадали отверстия для подвода масла во вкладышах и постелях.
Вкладыши коленчатого вала могут заменяться в процессе эксплуатации автомобиля, без снятия вала. Замену производят без какой-либо дополнительной подгонки и только парами.
Для удаления верхнего вкладыша коренного подшипника без снятия коленчатого вала надо снять крышку подшипника, слегка ослабить болты других крышек, вставить в масляный канал коленчатого вала выталкиватель и осторожно вращать вал в направлении выхода фиксирующего выступа вкладыша. При установке нового вкладыша вал поворачивают в обратном направлении. При этом следует прижимать вкладыш рукой к шейке вала и следить, чтобы фиксирующий выступ свободно вошел в паз постели подшипника.
Восстановление резьбовых отверстий под шпильки крепления головки цилиндров возможно нарезкой резьбы ремонтного размера.
Для этого резьбовые отверстия рассверливают сверлом, имеющим диаметр на 0,5—0,7 мм больше, чем наружный диаметр резьбы, а затем метчиком нарезают резьбу большего диаметра, в которую ввертывают ступенчатую ремонтную шпильку. Шпилька имеет номинальный диаметр и резьбу в верхней части и размеры, соответствующие восстановленному отверстию, — в нижней части.
Восстановление постановкой дополнительных ремонтных деталей; Если износилась концевая шейка вала, то ее обрабатывают под меньший размер и напрессовывают ремонтную втулку, изготовленную из того же материала, что и вал. После напрессовки втулку (по наружному диаметру) обрабатывают. под номинальный размер концевой шейки вала. Толщина втулки, изготовленной из стали, не менее 2,0— 2,5 мм.
Чтобы втулка не провертывалась на валу, ее по торцу раскернивают или засверливают и приваривают точечной дуговой сваркой. При необходимости повысить твердость перед напрессовкой втулку подвергают термической обработке.
Если значительно износилось отверстие (в картере коробки передач, ступице колеса и т. д.), его обрабатывают под больший размер и запрессовывают втулку. Толщина стальной втулки не менее 2,0—2,5 мм, чугунной — примерно в два раза больше. Для повышения твердости втулку термически обрабатывают. Внутренний диаметр втулки обрабатывают под номинальный размер отверстия детали. Запрессованную втулку рекомендуется застопорить винтами или штифтами.
Резьбовое отверстие (отверстие для свечи зажигания в головке цилиндров и др.), если его стенки имеют достаточную толщину, восстанавливают постановкой ввертыша. Для этого отверстие с изношенной резьбой рассверливают сверлом диаметром на 5—6 мм больше наружного диаметра резьбы.
В новом отверстии нарезают резьбу и в него ввертывают ввертыш — резьбовую втулку. Выступающую часть ввертыша запиливают и зачищают. В центре ввертыша выполняют резьбовое отверстие с номинальной резьбой. Для предотвращения провертывания ввертыш можно раскернить, приварить, застопорить штифтом или винтом.
У деталей, имеющих несколько рабочих поверхностей, подверженных разной степени износа, возможна замена части детали. Например, у полуоси сильно изнашиваются шлицы по толщине. В таком случае шлицевой конец полуоси отрезают и изготовляют новый конец (из той же стали, что и полуось).
Изготовленный конец приваривают стыковой сваркой к полуоси, полуось правят, обрабатывают приваренный конец, нарезают на нем шлицы и термически обрабатывают.
Восстановление деталей слесарно-механической обработкой. В практике ремонта автомобилей слесарно-механическую обработку применяют для устранения раковин, образующихся на рабочей поверхности седел клапанов (шлифование, притирка или фрезерование), заделки трещин на стенках рубашки охлаждения и пробоин (штифтовка, постановка заплат), подгонки внутренних отверстий втулок (развертывание), восстановления изношенной резьбы на болтах, шпильках, в гайках (прогонка резьбы метчиками и плашками) и т. д.
Мелкие дефекты седел клапанов выводят притиркой клапана по седлу, а глубокие раковины — шлифованием с последующей при. тиркой. До устранения раковин на рабочей поверхности седла клапана необходимо проверить состояние направляющих втулок клапанов, так как они являются базой при обработке седел клапанов. Если износ отверстия направляющей втулки клапана превышает 0,12 мм (ЗИЛ-130), то втулки заменяют и развертывают под диаметр стержня, устанавливаемого в направляющую втулку клапана.
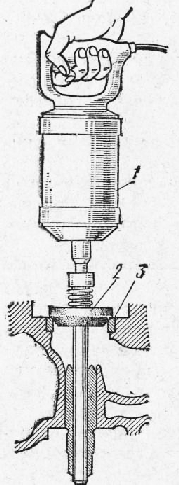
Шлифование рабочей поверхности седел клапана производят абразивными кругами (рис. 190). Для впускного клапана двигателя ЗИЛ-130 обработку ведут в такой последовательности: предварительная обработка рабочей поверхности кругом с углом 30°, снятие фаски в нижней части седла под углом 75° и в верхней части седла под углом 15°, обработка начисто мелкозернистым кругом под углом 30°. Те же операции повторяются для седел выпускных клапанов, но основной конусный круг имеет угол 45°. После шлифования рабочие поверхности клапанных седел должны быть чистыми, гладкими и должны располагаться в середине конической части седел.
Для притирки клапана к седлу рабочую поверхность головки клапана покрывают слоем пасты (одна часть микропорошка М-20 и две части индустриального масла). Притирку производят на притирочном станке.
При износе седел клапанов, не допускающем исправление шлифованием, седла заменяют новыми. Головку цилиндров перед запрессовкой седел нагревают до 180 °С, запрессовывают седла при помощи оправки. После ремонта или замены седел клапанов головку цилиндров промывают и продувают сжатым воздухом. У двигателей Заволжского моторного завода рабочие фаски головок впускных и выпускных клапанов должны шлифоваться под углом 45° к оси стержня клапана. Ширина рабочей фаски седла 1,5— 2,0 мм.
Восстановление деталей сваркой и наплавкой. Сварка — это процесс получения неразъемного соединения местным сплавлением или пластическим деформированием. Наплавка — разновидность сварки, заключающаяся в том, что на поверхность детали наносят слой расплавленного металла, предназначаемый для восстановления размеров и повышения износостойкости. Различают сварку ручную и механизированную.
Ручная сварка подразделяется на следующие виды:
— газовую, предназначенную для сварки деталей из малоуглеродистой
— и низколегированной стали толщиной до 2 мм, чугуна и цветных металлов, а также наплавки твердых сплавов;
— дуговую, предназначенную для сварки деталей из стали, чугунных деталей сложной конфигурации, сварки и наплавки деталей из алюминиевых сплавов;
— аргоно-дуговую, применяемую для сварки деталей из цветных металлов.
Механизированная сварка подразделяется на виды:
— под слоем флюса — для сварки и наплавки деталей из стали и цветных металлов (цилиндрические поверхности диаметром более 40 мм);
— в среде углекислого газа — для сварки и наплавки деталей из углеродистой и низколегированной стали, сварки тонколистовой стали;
— плазменно-дуговую — для сварки и наплавки деталей твердыми сплавами;
— вибродуговую — для наплавки деталей из углеродистой и легированной стали, чугуна;
— контактную (стыковая, точечная и шовная сварка тонколистовой стали и цветных металлов);
— трением — сварка стержней из стали и цветных металлов, имеющих плоские торцы и допускающих вращение вокруг оси детали.
Трещины на чугунном блоке цилиндров заваривают ацетилено-кислородным пламенем, используя сварочную горелку и чугунно-медный присадочный пруток. Перед сваркой трещину обрабатывают по всей длине, а блок медленно нагревают в электропечи до 600—650 °С. По окончании сварки блок медленно охлаждают. Возможна заварка трещины электросваркой постоянным током в среде аргона без общего подогрева блока цилиндров. В качестве электрода используется монель-металл.
Аргоно-дуговая сварка используется также при ремонте головок цилиндров и крышек распределительных шестерен, изготовленных из алюминиевых сплавов.
Сварочный шов должен быть ровным, без раковин, трещин и шлаковых включений. Швы на плоскостях прилегания деталей должны быть зачищены заподлицо с основным металлом.
Полуоси с изношенными по ширине шлицами восстанавливают автоматической наплавкой под слоем флюса или вручную электродуговой сваркой. После наплавки полуось проверяют на биение и при необходимости правят. После проточки и фрезерования шлиц шлицевой конец полуоси подвергают термической обработке.
Наиболее распространенными работами при ремонте кабины, оперения и металлических кузовов легковых автомобилей является заварка трещин. При ремонте применяют газовую сварку, точечную и полуавтоматическую сварку в среде углекислого газа.
Места, подлежащие сварке, выправляют молотком, используя поддержки, очищают от краски и грязи растворителем, стальной щеткой или шлифовальным кругом. Трещины, разрывы и пробоины заваривают с наложением или без наложения заплат.
При постановке на кабину или кузов новых панелей (или части панелей) необходима их пригонка по месту крепления. Панели соединяют встык или внахлестку газовой сваркой или сваркой в среде углекислого газа, а при соединении внахлестку также и точечной сваркой.
В процессе сварки и по ее окончании швы проковывают, а после приварки дополнительных ремонтных деталей панели рихтуют. Швы и выправленные поверхности зачищают шлифовальным кругом, укрепленным в патроне электродрели.
В автотранспортных предприятиях широко применяют ручную газовую и электросварку, на авторемонтных предприятиях — механизированную. Так, наплавку в среде углекислого газа и вибродуговую применяют для восстановления распределительных валов, вилок выключения сцепления, валов коробки передач, крестовин дифференциала, кожуха полуосей, пальцев рессор и других деталей.
Восстановление деталей давлением (пластической деформацией) основано на использовании пластических свойств материала восстанавливаемых деталей. Этот способ применяют для восстановления: размеров изношенных поверхностей, формы деформированных деталей, усталостной прочности и жесткости.
Размеры изношенных поверхностей могут быть восстановлены путем осадки, вдавливания, раздачи, обжатия и накатки деталей.
Осадкой восстанавливают изношенные втулки из цветных металлов. Изменение размеров втулки достигается уменьшением ее высоты. Перед осадкой втулку выпрессовывают из сопряженной детали. Чтобы сохранить во втулках отверстия, прорези, выступы, в нее устанавли-Я вают детали, копирующие форму и размеры этих элементов. Для осадки используют гидравлические прессы.
Вдавливание может быть применено для восстановления головок клапанов. Нагретую головку клапана обрабатывают в закрытом штампе под молотом, а затем охлаждают на воздухе и в горячем песке.
Раздачу применяют для восстановления поршневых пальцев, чашек дифференциала, кожухов полуосей и т. д. Например, через отверстие чашки дифференциала продавливают в холодном состоянии под прессом или на протяжном станке оправку. Увеличенный диаметр шейки под подшипник после раздачи шлифуют до номинального размера.
Обжатием восстанавливают втулки из цветных металлов и отверстия в рычагах, причем’внутренний размер уменьшается за счет уменьшения размера наружной поверхности детали. Например, конец рулевой сошки с изношенным отверстием нагревают до 900—950 °С, устанавливают в приспособление и обжимают. После обжатия рулевую сошку подвергают термической обработке, аналогичной обработке новой детали. Механическая обработка включает зачистку торцов сошки
0т наплывов металла; развертывание гладкого конусного отверстия или протягивание шлицевого отверстия до номинального размера.
Накаткой восстанавливают изношенные посадочные места под подшипники качения. Накаточный ролик или шарики, вытесняя металл, увеличивают наружный или уменьшают внутренний диаметр детали.
Изношенные посадочные места подшипников (опорные шейки) поворотной цапфы восстанавливают рифленым стальным роликом, устанавливаемым в суппорте токарного станка, или под прессом, применяя стальную обойму с набором шариков. После накатки шейки шлифуют.
Правка валов, шатунов, полуосей, балок передней оси и т. д. необходима для восстановления формы деталей. Ее выполняют под прессом или в специальных приспособлениях в холодном состоянии.
Изгиб, скручивание и угол наклона отверстия под шкворень измеряют по шкалам. Допустимый прогиб балки в горизонтальной плоскости 1,5°, в вертикальной 30’, допустимое скручивание 1,5° (ЗИЛ-130).
Осталиванием восстанавливают толкатели, шкворни, опорные шейки поворотных цапф, кожухи полуосей, различные валы и оси пальцы. Электролит содержит 200—300 г/л хлористого железа и 0,8—1,0 г/л соляной кислоты. Твердые покрытия получаются толщи ной до 1 мм. Окончательная обработка покрытий производится шлифованием.
Для восстановления картеров коробок передач и других корпусных деталей применяют вневанное проточное осталивание, при котором электролит нагнетают в гнездо картера, деталь подключают к источнику тока, а анод устанавливают в центре наращиваемого отверстия.
Восстановление деталей с применением пластмасс (синтетических материалов). Эпоксидные смолы для восстановления деталей применяют в виде паст, содержащих кроме смолы, пластификаторы, наполнители и отвердители.
Пасты, применяемые для заделки трещин, содержат эпоксидную смолу ЭД-6. Перед заделкой трещины зачищают поверхность вокруг нее, разделывают трещину и сверлят по ее концам отверстия, обезжи ривают подготовленные поверхности ацетоном или бензином, наносят пасту, выдерживают деталь 3—4 ч при 70—80 °С, подвергают деталь гидравлическому испытанию.
Пробоины ремонтируют наложением заплаты. На очищенные и обезжиренные края пробоины наносят пасту, затем заплату из стеклоткани толщиной 0,3 мм и прикатывают роликом. На заплату и поверхность вокруг нее наносят второй слой пасты и вторую заплату. На пробоину в блоке цилиндров накладывают до восьми слоев ткани, прикатывая каждый слой роликом. Последний слой прикрывают пастой. После полного отвердевания неровности пасты обрабатывают наждачным кругом. Затем блок цилиндров проверяют на герметичность. Просачивание воды через слой пасты не допускается.
Фрикционные накладки к ведомым дискам сцепления и тормозным колодкам приклеивают клеем ВС-10Т. Процесс приклеивания включает очистку поверхностей накладки и колодки, их обезжиривание ацетоном или уайт-спиритом, нанесение клея и сушку при комнатной температуре (в течение 20—25 мин) или сушильном шкафу. Прочность соединения достигается при прижатии накладки к тормозной колодке в приспособлении под давлением 1—3 кГ/см2 и термической обработки в электросушильных шкафах при 140—180 °С в течение 1—2 ч.
На некоторых авторемонтных заводах мастику холодного твердения, приготовленную на основе эпоксидной смолы ЭД-6, применяют для выравнивания поверхности кабин, оперения и кузовов. На очищенную и обезжиренную поверхность вмятины наносят мастику шпателем. Слой мастики толщиной до 3 мм отвердевает в течение 24 ч. При подогреве до 80—100 °С продолжительность отвердевания сокращается до 1—2 ч.
Для ремонта неровностей в панелях кабины и кузова применяют также порошок термопластика ТПФ-37. На тщательно очищенную, обезжиренную и шероховатую поверхность порошок наносят газопламенным или теплолучевым методом. Сущность теплолучевого метода состоит в том, что струя порошка подается в поток светотепловых лучей, где частицы термопластика плавятся и с большой скоростью наносятся на ремонтируемую поверхность. Ударяясь о поверхность, частицы термопластика сцепляются с ней, образуя покрытие.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Ремонт деталей автомобиля"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы