Строй-Техника.ру
Строительные машины и оборудование, справочник
Основные дефекты водяного насоса и вентилятора: износ подшипников качения, нарушение уплотнений, износ и повреждения других деталей. Водяной насос в сборе с вентилятором, поступивший в ремонт, разбирают на детали и тщательно промывают. Подшипники качения, подлежащие выбраковке, заменяют новыми. Уплотнения, как правило, все выбраковывают. Большинство других деталей подлежит восстановлению.
Восстановление насоса и вентилятора складывается из следующих операций.
Корпус и крышка водяного насоса, изготовленные из серого чугуна, могут иметь следующие дефекты: трещины, изломы, коробление плоскостей разъема, износ и повреждение резьбовых отверстий, износ посадочных мест под подшипники или износ втулок под валик насоса.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Корпус насоса выбраковывают при трещинах и изломах, проходящих через посадочные места под подшипники, а крышку — при изломах и трещинах аварийного характера.
Трещины заваривают электросваркой электродами ОЗЧ-1 и МНЧ-2 или газовой сваркой чугунными прутками Б, и шов зачищают.
Коробление плоскостей разъема устраняют протачиванием на токарном станке на глубину не менее 0,3…0,5 мм (для двигателей разных марок). Биение поверхности относительно оси отверстий под подшипники допускается не более 0,1 мм на крайних точках, а неплоскостность — не более 0,05 мм.
Резьбовые отверстия восстанавливают нарезанием резьбы увеличенного размера или постановкой пружинных ввертышей.
Посадочные места под подшипники, изношенные более чем на 0,05 мм, восстанавливают постановкой втулок. Отверстия растачивают до диаметра, обеспечивающего постановку втулки с толщиной стенок не менее 3 мм. Втулки изготавливают из стали 40, запрессовывают их с натягом 0,075…0,105 мм и затем растачивают до нормального размера. Овальность и конусность расточенных втулок допускаются не более 0,01 мм, а шероховатость поверхности — не ниже 7 класса. При износе или изломе посадочного места под передний подшипник корпус восстанавливают постановкой дополнительной ремонтной детали. Изношенную часть отрезают на токарном станке и протачивают отверстие под вновь изготовленную часть, которую после запрессовки дополнительно прикрепляют сваркой.
Изношенные втулки под валик заменяют новыми.
Валик водяного насоса, изготовленный обычно из стали 45 с закаленными нагревом Т.Б.Ч. до твердости HRC 45…52 посадочными местами под подшипники и под крыльчатку, имеет следующие дефекты: износ посадочных мест под подшипники или втулки, износ крыльчатки, шкива вентилятора и прокладок, износ и повреждение резьбы, шпоночных канавок и отверстий под штифт крыльчатки.
При трещинах и изгибах, а также при износе или повреждении внутренней резьбы ремонтного размера под болт крепления крыльчатки валик насоса выбраковывают.
Изношенные посадочные места восстанавливают плазменной или вибродуговой наплавкой, хромированием, железнением и нанесением капрона с последующей обработкой под номинальный размер.
Овальность и конусность посадочных мест под подшипники или под втулки допускаются не более 0,01 мм, взаимное их биение не более 0,02 мм и шероховатость поверхности не ниже 7 класса, а капронового покрытия не ниже 8 класса.
Наружную резьбу восстанавливают нарезанием резьбы уменьшенного ремонтного размера и изготовлением новой гайки или наплавкой и нарезанием резьбы нормального размера.
Изношенную или поврежденную внутреннюю резьбу рассверливают и нарезают новую увеличенного размера.
При износе шпоночных канавок по ширине не более 0,2 мм их зачищают фрезой или шабером и изготавливают новую шпонку. При большем износе канавки заваривают электродом Э50 и фрезеруют канавки нормального размера в новом месте.
Крыльчатки могут иметь изношенные отверстия под валик и под штифт. Отверстие под валик восстанавливают постановкой втулки, а отверстие под штифт рассверливают совместно с валиком под увеличенный размер штифта. Крыльчатку со сквозной трещиной, проходящей через отверстие под валик, или с изломом лопастей выбраковывают. Некоторые ремонтные предприятия изготавливают крыльчатки из волокнита или других полимерных материалов.
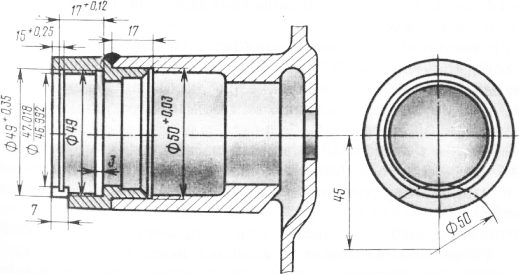
Рис. 1. Корпус водяного насоса двигателя типа ЗИЛ, восстановленный постановкой дополнительной ремонтной детали.
Шкив вентилятора, изготовленный из серого чугуна или собранный из отдельных частей, штампованных из листовой стали, имеет следующие дефекты: чугунный шкив — износ отверстия под валик насоса или под подшипники, износ шпоночной канавки, трещины и изломы, износ желоба под клиновидный ремень; сборный шкив — износ, вмятины и забоины под клиновидный ремень.
Изношенные отверстия под валик насоса или отверстия под подшипники в чугунных деталях восстанавливают постановкой втулок с последующей обработкой их под номинальный размер. При износе шпоночной канавки по ширине не более 0,2 мм торцы канавки зачищают личным напильником под увеличенную шпонку. При большем износе изготавливают новую шпоночную канавку под углом 90 и 120° к старой.
Незначительные трещины и изломы устраняют сваркой биметаллическим электродом или газовой сваркой чугунным прутком с последующей тщательной зачисткой.
При незначительном износе желоб чугунного шкива протачивают до восстановления профиля. Если желоб изношен настолько, что ремень ложится на его дно, срезают наиболее изношенную сторону, ставят вместо нее изготовленное ремонтное кольцо и желоб обрабатывают под номинальный размер. Иногда, если позволяет конструкция шкива, срезают желоб полностью и ставят кольцо с желобом нормального размера. Кольца закрепляют на резьбе, обваривают электросваркой и другими способами.
Вмятины и забоины на сборных стальных шкивах правят и зачищают абразивным кругом или вручную. При износе желоба изношенную часть срезают и приваривают изготовленную из листовой стали или новую.
Восстановленные шкивы подвергают статической балансировке. Дисбаланс допускается 0,1…0,2 Н • см. Чем выше частота вращения шкива, тем меньше допускается дисбаланс. Уравновешивают чугунный шкив высверливанием металла с нерабочей части, стальной — наплавкой металла.
Вентилятор, изготовленный из стали 20, может иметь следующие дефекты: ослабление заклепок крепления лопастей, трещины и износ отверстий, погнутость крестовины (крыльчатки) или лопастей.
Вентилятор выбраковывают при трещинах длиной более 10 мм на крестовине или трещинах и изломах лопастей.
Ослабленные заклепки срубают и ставят новые. Если отверстия в лопасти и в крестовине изношены неодинаково, то их совместно рассверливают под увеличенные заклепки.
Трещины в крестовине менее 10 мм заваривают с’ двух сторон электродами Э42 и швы зачищают.
Изношенные отверстия под болты крепления вентилятора полностью заваривают, зачищают и после разметки или по кондуктору сверлят новые, нормального размера.
Погнутость крестовин и лопастей устраняют правкой на плите. Восстановленный профиль лопастей проверяют шаблоном. Угол наклона лопастей и неплоскостность их концов контролируют на специальных приспособлениях. Все передние концы лопастей должны лежать в одной плоскости с точностью до ± 1мм.
Отремонтированный вентилятор отдельно или в сборе со шкивом подвергают статической балансировке на универсальных балансировочных стендах или специальных приспособлениях. Допускаемый дисбаланс вентилятора зависит от марки двигателя и находится в пределах 0,1…0,2 Н-см. Уравновешивают вентилятор снятием металла с наружных или внутренних концов лопастей.
Сборка водяного насоса. Собирают насос в последовательности, предусмотренной технологической картой на сборку. Подшипники на валик напрессовывают под прессом до упора через пустотелые наставки. Самоподжимные сальники запрессовывают через наставки отворотами манжет внутрь корпуса насоса.
Качание крыльчатки, шкива или ступицы шкива, закрепленных на валике, не допускается. При установке валика в сборе с подшипниками в корпус или установке шкива на подшипники полость подшипников заполняют наполовину смазочным материалом.
Зазор между лопастями крыльчатки и задней торцевой поверхностью корпуса насоса должен быть не менее 0,7 мм. В окончательно собранном водяном насосе шкив и валик должны вращаться без заеданий с некоторым усилием от руки.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Ремонт водяного насоса и вентилятора"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы