Строй-Техника.ру
Строительные машины и оборудование, справочник
В тех случаях, когда отобранное для монтажа электрооборудование требует ремонта, его направляют в электроремонтный цех (перемотка обмоток двигателей, тормозных электромагнитов, катушек, контакторов). Электрооборудование, требующее несложного ремонта и ревизии (сушка обмоток, разборка, чистка, подгонка деталей), должно быть направлено в монтажные мастерские.
Ревизия электрооборудования поручается квалифицированным исполнителям, имеющим достаточный опыт такой работы.
Ревизия контроллеров. Кулачковые контроллеры серий НТ и НП одинаковы по конструкции, и методы их разборки и ревизии аналогичны. Открыв защитный кожух, удаляют заводскую смазку и пыль мягкой тряпкой, слегка смоченной в бензине или керосине.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Поворачивая вал то в одну, то в другую сторону, проверяют четкость работы фиксирующего механизма и прилегание контактных пальцев. При поворотах вал должен вращаться плавно, без значительных усилий, и не должен при этом проходить без задержки через одно-два положения, что показывало бы слабое натяжение фиксирующей пружины.
Кроме того, проверяется исправность искрогасительных камер. При наличии в них трещин такие камеры, как и поломанные, подлежат тут же замене исправными.
Кулачковые контроллеры марки НТ-51 предназначены для управления одним двигателем с фазным ротором, НТ-52 — двумя такими двигателями, НТ-53 — одним двигателем с ко-роткозамкнутым ротором. В табл. 17 приводятся технические данные этих контроллеров.
Для средних условий работы выпускаются контроллеры НТ-101, применяемые для управления статором и ротором двигателя.
Для управления только.роторами двух двигателей механизмов передвижения крана и подъема применяются контроллеры НТ-102. Управление статорами двигателей при контроллере НТ-102 осуществляется при помощи контакторов управления, вынесенных на панели.
Контроллеры НП-101 применяются для управления двигателями постоянного тока, приводящими механизмы движения крана, а контроллеры НП-102 —для электродвигателей механизмов подъема.
Кроме того, для двигателей большой мощности выпускаются контроллеры НТ-151 переменного тока для управления одним двигателем и контроллеры НП-152 постоянного тока для управления двумя двигателями.
При ревизии контроллеров необходима также проверка величины нажатия их подвижных контактов. Проверка осуществляется испытанием натяжения пружины каждого контакта при помощи динамометра или пружинных весов.
Момент начального нажатия определяется при помощи кусочков плотной бумаги, вкладываемой между подвижным и неподвижным контактами. В момент получения нужного давления: бумага выпадает из зазора.
Из эскизов в табл. 19 видно, что для определения начального нажатия бумага должна закладываться в зазор А, а для определения конечного нажатия — в зазор Б.
Одновременно с проверкой нажатия силовых контактов проверяют нажатие и контактов управления, величины которого находятся в следующих пределах: начальное нажатие от 0,15-до 0,25 кг, конечное от 0,8 до 1,4 кг при зазоре Л от 2 до 4 мм и при зазоре Б от 13 до 20 мм.
После устранения дефектов и надлежащей регулировки контроллера его пальцы смазывают тонким слоем технического-Еазелина и закрывают защитным кожухом.
Ревизия тормозных электромагнитов. Ввиду простоты устройства механической части тормозных электромагнитов их ревизия сводится к очистке от заводской смазки, проверке ходовой части на легкость хода и иногда сушке изоляции.
Подвижная часть якоря должна хорошо прилегать к неподвижной его части, причем пришлифованная часть должна прилегать всей площадью, без перекосов. Неточная подгонка вызывает увеличение потребления тока, нагрев обмотки и ее перегорание. Если состояние изоляции обмотки неудовлетворительно, обмотку подвергают сушке. Окончательная регулировка тормозного электромагнита осуществляется на кране при помощи пружин хода колодок и регулирующего болта.
В подъемно-транспортных установках применяются коротко-ходовые тормозные электромагниты различных типов. Электромагниты МО-ЮОБ переменного тока и МП-100Б постоянного тока предназначены для легких условий работы.
В табл. 20 приводятся технические данные тормозных электромагнитов серии ТКТ переменного тока и серии ТКП постоянного тока, предназначенных для кранов, работающих в тяжелых условиях.
Ревизия сопротивлений. Ящики пусковых и регулирующих сопротивлений могут иметь различное исполнение,, как, например: открытое с чугунными или штампованными элементами— ЯС-2; ЯС-1; ЯСТ-2; ЯСТ-1 или с ленточными элементами из константана — ЯС-3.
Кроме указанных, выпускаются сопротивления в защищенном исполнении — СБ-110 и СБ-210.
При ревизии сопротивления внешним осмотром проверяют целость чугунных элементов и фарфоровых изоляторов. Если сопротивления подверглись коррозии, их необходимо разобрать, тщательно зачистить места окисления, а также прокладочные шайбы и затем собрать. При сборке надо внимательно следить за порядком комплектования элементов по схеме, сохраняя последовательность и место установки отводов. После сборки сопротивлений проверяют состояние изоляции между элементами и корпусом, а в отдельных случаях проверяется сопротивление элементов при помощи моста. Желательно нагрузить готовое сопротивление (ящик) рабочим током (при напряжении 65 в) и сообщить ящику вибрационные колебания. Слабые места контактов обнаружатся по нагреву или искрению.
Ревизия командоаппаратов. Командоаппараты серий К600 и К1200 проверяются осмотром подвижных мости-новых контактов и их пружин с определением начального и конечного нажатий контактов и смазкой трущихся частей.
Командоаппараты КК8000 для тяжелых условий работы ; (на металлургических кранах) имеют высокую износоустойчивость контактной системы и не требуют смазки трущихся частей. Ревизия их сводится к снятию крышки, удалению пыли и опробованию несколькими включениями на все положения, причем в каждом положении проверяется состояние контактов, их хорошее прилегание, плавность хода.
Командоаппараты для взрывоопасных помещений выпу- 1 скаются в герметичном исполнении (КУ700). Для ревизии от- j крывается крышка аппарата и из резервуара удаляется пыль, проверяется состояние контактов на всех положениях командо-аппарата. Резервуар затем наполняется чистым просушенным трансформаторным маслом и тщательно закрывается с после-дующей проверкой на плотность.
В дальнейшем, когда командоаппарат будет смонтирован, г провода подключены, он повторно должен быть подвергнут испытанию на герметичность вместе с остальной аппаратурой.
Ревизия магнитных контроллеров. Как и защитные панели, магнитные контроллеры требуют особого внимания при ревизии. Должны быть проверены все многочисленные подвижные и неподвижные контакты, релейная аппаратура и другие детали. Проверку начинают с общего осмотра, выявляя поломанные и погнутые детали, а также детали, подвергшиеся окислению. Проверяется надежность контактов на болтах и клеммах. Замеченные дефекты лучше записать в дефектную ведомость, чтобы какие-либо дефекты не остались после ревизии неустраненными.
Довольно часто, вследствие неправильного хранения, изоляционные плиты контроллеров отсыревают, поэтому необходимо проверять состояние их изоляции меггером между всеми цепями, отключив предварительно различные перемычки и обмотки, мешающие замерам. В тех случаях, когда сопротивление изоляции плит ниже допустимого, их нужно подвергнуть сушке горячим воздухом вместе с аппаратурой при помощи передвижной воздуходувки, причем температура выходящего воздуха должна быть не выше 70°. Чтобы поднять температуру воздуха до необходимой величины, нужно отдельные панели магнитных контроллеров помещать в металлические разборные шкафы (можно из кровельной стали). В некоторых случаях этот способ сушки не дает результатов, тогда приходится демонтировать аппаратуру и сушить плиты отдельно при более высокой температуре воздуха.
После такой сушки аппаратуру, предварительно очищенную, устанавливают на панель и приступают к регулировке сначала отдельных элементов, потом всего контроллера.
Регулировку начинают с контакторов, проверяя величину конечного нажатия на их неподвижные рабочие контакты. При этом учитывают, что при включенном контакторе динамометр в состоянии оторвать подвижной контакт от неподвижного при определенном нажатии. Так, например, максимальное конечное нажатие контактов контактора V-й величины 15 кг, а начальное максимальное 7,8 кг.
Контакторам каждого типа свойственны определенные величины начального и конечного нажатий контактов, указанные в заводских каталогах, как и данные для их регулировки.
Начальное нажатие контакта определяется величиной зазора между токоведущей частью контакта и несущей его деталью, т. е. аналогично определению нажатия пальцев кулачковых контроллеров (см. выше). У контактора, например, КТД V-й величины этот зазор будет 6 мм.
Аналогично проверяются блок-контакты контакторов. Эти контакты рассчитаны на небольшие токи, и нажатие на их рабочие поверхности соответственно меньше; оно составляет в среднем от 0,13 до 0,25 кг.
Далее проверяются панели управления, на которых смонтированы реле времени и другая аппаратура. Реле времени могут быть механические или электрические; последние встречаются чаще и особенно — постоянного тока. Устройство такого реле несложно, и проверка его работы сводится к проверке времени срабатывания при помощи секундомера (электрического). Время срабатывания регулируется натяжной пружиной, а если этого недостаточно, то регулируют междужелезный зазор при помощи металлических пластин различной толщины.
После проверки отдельных деталей собранные магнитные контроллеры соединяют по схеме и испытывают на последовательность включения.
Магнитные контроллеры выпускаются различных типов и назначения. Так, например, контроллеры серий КС и ДКС применяются для управления двигателями переменного тока крановых механизмов подъема, а контроллеры К и ПК для управления двигателями механизмов передвижения.
Для управления двигателями постоянного тока механизмов подъема применяются магнитные контроллеры серий ПС и ДПС, а контроллеры серий П и ДП — для управления двигателями механизмов передвижения. Контроллеры постоянного и переменного тока имеют цепи управления 220 в постоянного тока. Схемами контроллеров предусмотрена максимальная защита двигателей, а также конечная защита от наездов моста и тележки. Конструктивно контроллеры выполняются только с передним подключением и помещаются в шкафах.
Магнитные контроллеры управляются командоаппаратами серии КК8000 на 6 и 12 цепей.
Рекомендуется после ревизии магнитных контроллеров соединять их, согласно схеме, с командоаппаратами и опробовать до установки на крановые устройства.
Ревизия электродвигателей. Электродвигатели, поступившие в монтажные мастерские, проходят там ревизию в порядке, указанном ниже в зависимости от их состояния. Двигатели же, требующие ремонта обмоток ротора или статора, следует направлять в электроремонтный цех предприятия.
Основные работы по ревизии двигателя сводятся к проверке состояния изоляции и правильности соединения обмоток статоров. Если обмотки очень увлажнены, сопротивление изоляции замерять меггером 1000 в нельзя, так как при этом возможен пробой изоляции.
Приступая к ревизии, вращением вала проверяют отсутствие задевания ротора за статор, а также вентилятора. Затем открывают крышки и проверяют надежность подключения проводников к щеточному механизму, состояние колец на роторе и плотность прилегания щеток. Сняв подшипниковые щитки, проверяют качество и количество смазки и, если она требует замены, производят набивку свежим вазелином (при шарикоподшипниках).
Технические данные магнитных контроллеров
Если изоляция обмоток увлажнена и состояние ее неудовлетворительно, приступают к сушке обмоток. Существует нег сколько способов сушки, из которых наиболее часто применяется сушка током по методу короткого замыкания. Для этого тре1-буется пониженное напряжение, но широкий диапазон регулиг ровки температуры компенсирует некоторые трудности, связанные с получением пониженного напряжения.
Этим методом можно сушить обмотки двигателей как переменного, так и постоянного тока параллельного возбуждения. Однако следует помнить, что этот метод непригоден для сушки обмоток двигателей с короткозамкнутым ротором вследствие большого нагрева ротора.
При отсутствии переменного тока применять для сушки постоянный ток следует осторожно, так как очень увлажненная
изоляция обмоток электрической машины может быть повреждена в результате возникновения электрохимических процессов.
Перед началом сушки необходимо закоротить обмотки ротора, а сам ротор затормозить. Затем в обмотки статора подают
напряжение, величина которого в10 раз ниже напряжения, на которое рассчитан данный двигатель. Ток в обмотках поддерживается в пределах 0,7 от номинального.
Для равномерного прогрева обмоток ротор следует время от времени поворачивать и не допускать резкого повышения температуры в первые часы сушки; нагрев обмоток должен происходить постепенно в’ течение 8—10 час. При этом резкое падение сопротивления изоляции в первые часы сушки вполне закономерно и потом выравнивается.
Повышение температуры обмоток следует замерять в первые часы сушки не реже чем через 30 мин. Когда температура достигнет предела для данного класса изоляции (обычно 60—70э), замеры ее можно делать через 1 час.
Результаты замеров температуры и сопротивления изоляции следует записывать в особые журналы сушки для каждого двигателя по следующей форме.
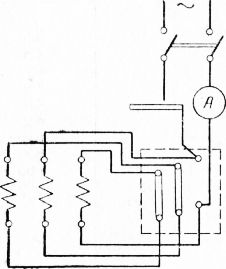
Рис. 1. Схема включения обмоток двигателя для сушки однофазным током.
Журнал приобщается к приемносдаточной документации при сдаче крана в эксплуатацию,
Показателями для окончания сушки двигателя следует считать сопротивление изоляции обмоток статора 1 мгом и ротора 0,5 мгом в холодном их состоянии.
Если сушка двигателя не дает эффекта на протяжении длительного времени, следует прервать сушку, дать машине остыть до температуры окружающего воздуха и затем снова нагреть до 60—70°. Иногда достаточно одного такого перерыва, чтобы получить сопротивление изоляции нужной величины.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Ревизия электрооборудования"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы