Строй-Техника.ру
Строительные машины и оборудование, справочник
На современных предприятиях применяются новые системы отделки, транспортирования, упаковки и погрузки рулонной продукции, характеризующиеся комплексной механизацией и автоматизацией соответствующих операций.
Конечной целью является создание автоматических поточных линий для упаковки рулонов, которые должны иметь высокую производительность (до 100 рулонов в час) при минимальной потребности в рабочей силе, обеспечить возможность передачи сведений об упаковываемых рулонах в автоматическую систему обработки данных, а также подключения к самой упаковочной линии системы клеймения этикеток.
Разнообразные требования заказчиков к упаковке продукции различные размеры рулонов, различное направление движения рулонов в отделочном цехе, на склад и к местам погрузки требуют максимальной гибкости и маневренности операций упаковки и транспортирования.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Особенно сложно эти вопросы решаются для предприятий, вырабатывающих различные виды продукции. Соответствующее направление движения рулонов обусловлено видом упаковки. Так рулоны бумаги, предназначенной для изготовления мешков, не упаковываются и направляются на склад для хранения. Остальные рулоны упаковываются по одному из видов упаковки: обвязке концов стальной лентой, упаковке всего рулона, а иногда только его концов в оберточную бумагу.
Типичная схема комплексной механизации в отделочном цехе при установке двух машин, вырабатывающих разную продукцию, требующую различных методов упаковки рулонов, приведена на рис. 1.
Путь движения каждого рулона выбирается заранее и задается на двух станциях с пультов: в один пункт рулон направляет весовщик, в другой — диспетчер склада. Весовщик по заранее составленной программе может направлять рулоны: к месту хранения (без их упаковки); к месту обвязки стальной лентой; к месту упаковки в оберточную бумагу и на склад.
Диспетчер склада со второй станции, установленной на складе, расположенном ниже отметки зала бумагоделательных машин, может направлять рулоны: к одному из двух кантователей; на линию упаковки в оберточную бумагу; в обход линии упаковки.
Рулоны с продольно-резательного станка машины №2 катятся по наклонной транспортной сортировочной горке. Они удерживаются на столе отсекателями с дистанционным управлением, позволяющими скатывать со стола лишь по одному рулону. После скатывания со стола неразделенные рулоны бумаги могут быть отделены друг от друга разделителем рулонов.
Рулоны с продольно-резательного станка машины № 1 доставляются к системе конвейеров тележкой, движущейся по утопленным в полу рельсам.
В конвейерной системе применяется значительное количество сталкивателей для рулонов, загружающих их на конвейер или разгружающих с конвейера на весы, на обертку кромок и др. Все эти операции автоматически координируются с работой смежного оборудования.
Для взвешивания рулонов установлены весы с печатающим Устройством грузоподъемностью 5000 кг. С конвейера весовщик направляет рулоны на весы пневматическим толкателем с ручным управлением.
После взвешивания каждого рулона весовщик выбирает для него один из четырех возможных адресов. Рулоны, предназначение для изготовления мешков, направляются на соответствующий склад, двигаясь по конвейеру. В конце трассы рулон сталкивается с конвейера на поворотный круг, с которого переходит на конвейер и транспортируется им к спускному устройству для передачи на склад.
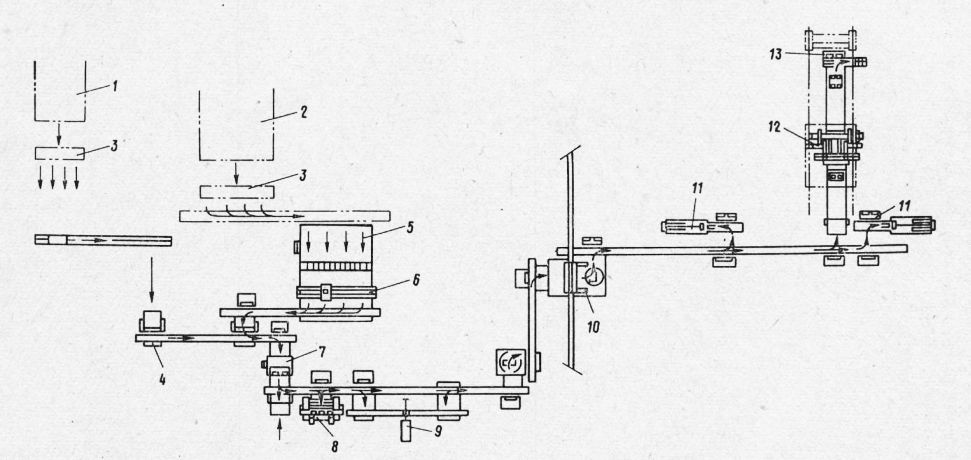
Рис. 1. Схема комплексной механизации в отделочном цехе:
1 — машина № 1; 2 — машина № 2; 3 — продольно-резательный станок; 4 — система сортировки рулонов машины № 1; 5 — система сортировки рулонов машины № 2; 6 — устройство для разделения рулонов; 7 — весы; 8 — автоматическая обертка концов рулона; 9 — автоматическая обвязка рулонов стальными лентами; 10 — спускное устройство; 11 — система для сбора и кантования рулонов; 12 — система упаковки, завертывания краев, заделки торцов и обертки рулонов полосами; 13 — кантователь
Если для рулона выбирается один из трех остальных путей, рулоны устанавливаются в центре конвейера, ведущего от весов. Конвейер оборудован специальным регулятором для сохранения нужного расстояния между рулонами при прохождении их по всей системе.
Первый пункт остановки находится против станка для обертки концов рулонов. Если для рулона выбрана данная операция, толкатель направляет рулон в эту сторону. После того как на рулон намотано нужное число слоев краевых лент, он направляется назад на конвейер, ведущий от весов.
Второй пункт остановки находится против станка для обвязки рулонов металлическими лентами. -Здесь толкатель направляет рулон на конвейер, конвейер устанавливает рулон сначала для обвязки лентой одного конца, а затем другого. Кантовальное разгрузочное устройство направляет рулон обратно на конвейер, ведущий от весов.
Рулоны, направляемые на склад, достигают конца конвейера, ведущего от весов, и сталкиваются на круг, поворачивающийся на 90°, затем поступают на конвейер, ведущий к спускному устройству (элеватору). Спускным устройством рулоны опускаются на склад, поворачиваются на 90° и сталкиваются на конвейер склада.
Диспетчер склада определяет направление следования каждого рулона: к кантовальному устройству или к оборудованию для упаковки и кантовальному устройству. Оба кантовальных устройства аналогичной конструкции, работают автоматически, собирают рулоны, поворачивают их на торец и возвращаются в исходное положение.
Поточная линия для упаковки, расположенная под прямым углом к конвейеру склада, принимает рулоны на элеватор, поднимающий их на наклонный скат для хранения. Рулоны движутся вниз по этому скату к питателю, на котором задерживаются до тех пор, пока оператор не направит их к одной из станций упаковки.
Кнопочное управление помогает выбирать упаковочную бу-магу соответствующей ширины из пяти размеров рулонов, установленных на упаковочном станке.
Эластичная лента для заделки краев рулона помещается в Движущихся каретках. После установки внутренних бумажных кругов на торцы рулона полосы загибаются с обоих его концов.
Транспортная система осуществляет необходимые операции с рулонами диаметром до 1800 мм, массой до 4,5 т; поточная линия по упаковке рулонов — с рулонами диаметром до 1500 мм, длиной 2440 мм.
Рулоны от кантовальных устройств перемещаются на транспортные средства погрузчиками.
Автоматические системы упаковки рулонов и транспортирования их все шире применяют при проектировании новых и модернизации действующих предприятий. Описанная система позволяет улучшить качество продукции и повысить производительность отделочного цеха.
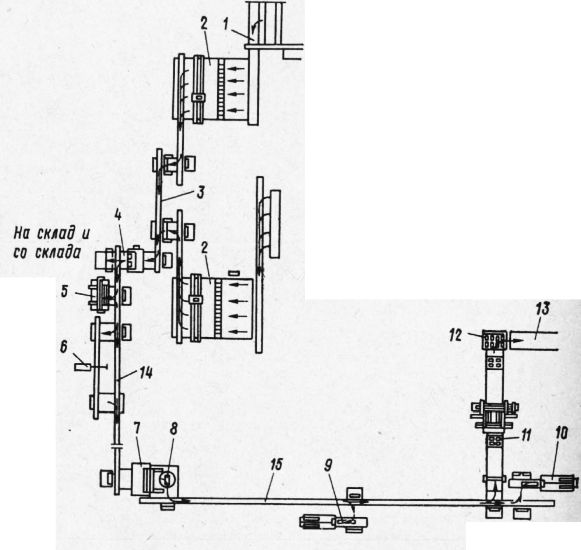
Рис. 2. Схема поточной линии:
1 — продольно-резательный станок и механизм для вытаскивания штанги; 2 — площадки для сортирования и отбраковки рулонов; 3 — передаточный, конвейер; 4 — взвешивание и маркировка рулонов; 5 — автоматическая обертка концов рулона; 6 — ошиновочный автоматический станок; 7 — спускное устройство; 8 — поворотный стол; 9 — кантователь рулонов; 10 — сбор и кантование рулонов; 11 — упаковочный и торцевальный станки; 12 — кантователь; 13 — погрузчик; 14 — конвейер ленточный; 15 — конвейер ленточный или пластинчатый
Для предприятий, где в цехе установлены машины для выработки бумаги и картона, рекомендуется схема расположения оборудования в отделочном цехе, приведенная на рис. 4.15.
Отличительной особенностью такого размещения оборудования является большая гибкость, возможность приема рулонов не только с продольно-резательного станка, но и со склада. Часть продукции (например, бумага для упаковки рулонов) отправляется на склад без упаковки. Рулоны бумаги направляются по конвейерной системе к рулоноупаковочному станку.
На Кондопожском ЦБК установлена поточная линия производительностью 300 т/сутки.
С продольно-резательного станка столом рулоны опускаются. Для вытаскивания штанги используется тележка. Через разламывающую площадку ленточные конвейеры подают рулоны на сортировочную площадку. С конвейера на площадку рулоны передаются стал-кивателями, управляемы-мыми с пульта. С сортировочной площадки, на которой создается некоторый запас рулонов, ленточным конвейером длиной 15 м рулоны доставляются к автоматическим весам, далее к ру-
лоноупаковочному станку и торцеклеильному прессу. На бумажные круги клей наносится на специальном станке. Упакованные рулоны ленточным конвейером транспортируются на склад. Оборудование поточной линии обслуживают 3 человека.
Схему можно применять на других предприятиях, вырабатывающих газетную бумагу.
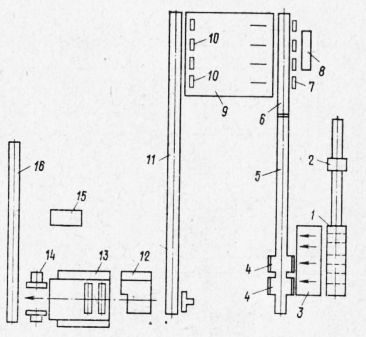
Рис. 3. Схема поточной линии в отделочном цехе Кондопожского ЦБК:
1 — стол для опускания рулонов; 2 — тележка для вытаскивания штанги; 3— разламывающая площадка; 4 — рулоны; 5 — ленточный конвейер; 6 — ленточный конвейер; 7— сталкиватель; 8— пульт управления; 9 — сортировочная накопительная горка; 10— отсекатели; 11 — ленточный конвейер; 12 — весы; 13 — рулоноупаковочный станок; 14 — торцеклеильный пресс; 15 — станок для нанесения клея; 16 — ленточный конвейер
Если с продольно-резательного станка сходят рулоны постоянного формата, сортировочных площадок не требуется. В этом случае рекомендуется применять типовую поточную линию для бумаги, картона и целлюлозы, выпускаемых в рулонах постоянных форматов, схема которой приведена на рис. 5.

Рис. 4. Поточная линия по обработке рулонов:
1 — продольно-резательный станок; 2 — пульт управления; 3 — устройство для вытаскивания штанги; 4— сортировочная площадка; 5 — спускное устройство для возможной перемотки рулонов; 6 — буферная платформа; 7 — автоматический упаковочный станок; 8 — пульт управления; 9 — автоматический торцовый пресс; 10 — автоматические весы; 11 — буферная платформа; 12 — элеватор для рулонов; 13 — площадка для поворота рулона на торец (кантователь); 14 — буферный конвейер
С продольно-резательного станка рулоны сталкиваются пневматическим толкателем станка на пластинчатый конвейер через опускное устройство. Конец штанги вручную закрепляют на опоре, включается конвейер и стаскивает рулоны со штанги. По мере освобождения от рулона штанга подхватывается крюками траверсы крана и поддерживается второй опорой, которая после прохода рулона автоматически приподнимается от гидравлического устройства. Рулон с поворотного на 90° конвейера переходит через питающий конвейер на весы, где автоматически взвешивается. Затем рулоны поступают конвейер большой длины, на котором создается запас рулонов перед упаковкой.
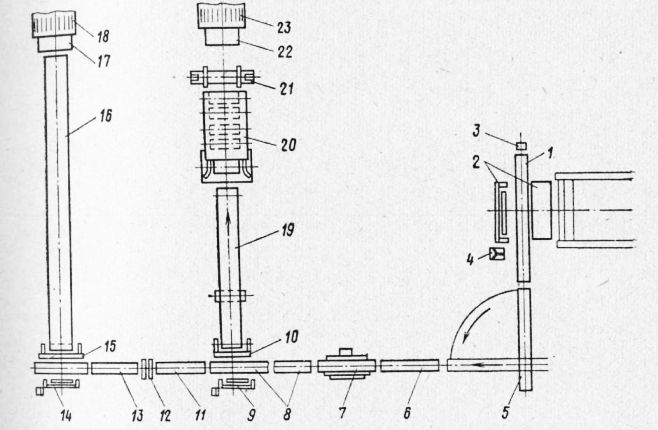
Рис. 5. Типичная поточная линия для рулонов постоянного формата
Рулоны, требующие ошиновки стальной лентой (картон, оберточная бумага, мешочная бумага и др.), с конвейера 8 через конвейер с прерывистым движением подаются к ошиновочной машине. Затем с конвейера сталкивателем и опускным Устройством рулоны направляют на конвейер, которым транспортируются к сталкивающему устройству и спускному Устройству. В поточной линии использованы пластинчатые-конвейеры.
Если все рулоны подвергаются только одному виду упаковки, отпадает необходимость в одной из параллельных упаковочных, линий. Если позволяет площадь, спускное устройство можно Устанавливать после конвейера. Если рулоны упаковываются сколько в бумагу и в отделочном цехе достаточно площади, вслед за конвейером 8 можно располагать упаковочный станок и спускное устройство. Расчетная производительность поточной линии 550—600 т/сутки (25 т/ч).
При обрезной ширине полотна картона 4200 или 6300 мм длина рулонов принимается равной 2100 мм при диаметре от 0,8 до 1,5 м (масса рулонов 0,74—2 т). Количество рулонов, подвергающихся упаковке, в час составит 27—12 шт. Масса рулонов целлюлозы длиной 600—1000 мм и диаметром 0,6— 1,2 м — от 50 до 625 кг.
Поточная линия для транспортирования, взвешивания и упаковки рулонов картона, приведенная на рис. 6 (разработка ЦНИИБуммаша), обеспечивает автоматическое выполнение всех операций на участке от продольно-резательного станка до склада готовой продукции. Производительность поточной линии 39 рулонов в час. Скорость движения рулонов 12 м/мин. Интервал времени между рулонами 92 с. Линия рассчитана для рулонов диаметром 1200 мм, длиной 2100 мм и максимальной массой 1350 кг.
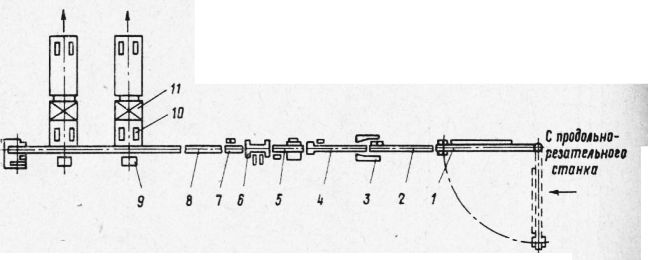
Рис. 6. Поточная линия для картона на Братском ЛПК
С продольно-резательного станка рулон сталкивается на подъемный стол с гидравлическим приводом и упорами для задержания на нем рулонов. При утапливании упоров рулон скатывается на приемный поворотный рольганг, который разворачивается на 90°, так что его ось становится продолжением оси потока. Рулон переходит на рольганг разламывателя. Разламыватель отделяет рулон, который опускается на ленточный желобчатый конвейер и затем на рольганг весового устройства. С весов рулон переходит на автомат 6 для ошиновки рулонов стальной лентой. По роликовой дорожке, приводимой в движение от рольганга ошиновочного автомата, рулон поступает на пластинчатый конвейер. По конвейеру рулон передвигается до спускного устройства. В конце конвейера движущийся рулон воздействует на конечный выключатель, включающий в работу сталкиватель, который снимает рулон с конвейера. Снятый рулон задерживается отсекателей между конвейером и шахтой спускного устройства до тех порг пока каретка спускника не займет положение для приема рулона. В этом положении включается в работу отсекатель. Рулон передается на каретку спускного устройства и транспортируется вниз на склад готовой продукции. Рулон, выкатившийся спускного устройства, задерживается отсекателем, а каретка спускного устройства возвращается в верхнее положение для повторения цикла.

Рис. 7. Поточная линия для рулонов целлюлозы на Котласском ЦБК:
1 — поворотный стол; 2 — ленточный конвейер; 3 — разламыватель; 4 — поворотный рольганг; 5 — промежуточный рольганг; 6 — весы; 7 — спускное устройство; 8 — элеватор; 9 — рольганг; 10 — сталкиватель
На рис. 7 представлена схема поточной линии для рулонов целлюлозы производительностью 45 рулонов в час.
В поточной механизированной линии для транспортирования, взвешивания и упаковки рулонов бумаги от бумагоделательных машин механизированы все операции от продольно-резательных станков до склада готовой продукции.
Производительность этой поточной линии 23 рулона в час. Производительность упаковочного станка 55 рулонов в час. Диаметр рулонов 800—900 мм, их длина 840—1800 мм, максимальная масса 1000 кг.
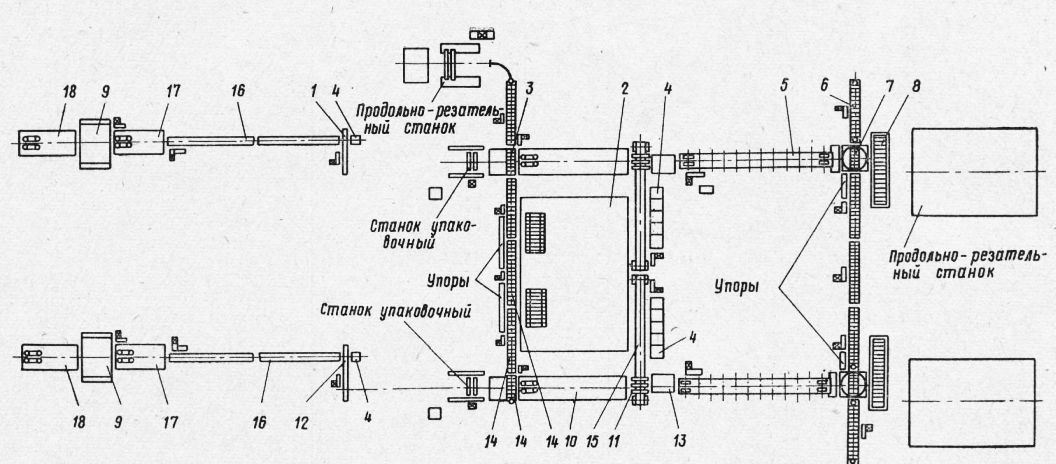
Рис. 8. Поточная линия отделочного цеха для бумагоделательных машин №1 и №2 Балахнинского ЦБК
С пластинчатого конвейера рулоны поступают на весовое устройство, сблокированное с пластинчатым конвейером. Следующий рулон поступает на весы лишь тогда, когда предыдущий сойдет с весов.
Весовое устройство включает автоматические весы с регистрирующим устройством, которое выдает чек на взвешенный рулон и суммирует общую массу рулонов. С весов рулоны через наклонную горку с отсекателями поступают на упаковочный станок или через распределительное устройство и ленточный конвейер на накопительную площадку. Рулоны с ленточных конвейеров передаются на площадку сталкивателем. Место назначения рулонов определяет оператор. Управляет механизмами распределения рулонов оператор с пульта управления, помещенного у весового устройства.
При передаче рулона с весов к упаковочному станку отсекатели распределительного устройства И должны находиться в опущенном состоянии. Тогда рулон с весов через отсекатели перекатывается на наклонную горку, оборудованную отсекателями. По команде с пульта управления, расположенного у упаковочного станка, рулон с горки поступает на рольганг с опускным устройством, которое опускает и передает принятый рулон к упаковочному станку. Упакованный рулон поступает на роликовые конвейеры, сталкивателем передается на конвейер, для транспортирования к элеватору, передающему рулой на склад готовой продукции. В конце конвейера перед входом в элеватор установлена горка с отсекателями, которые срабатывают автоматически при подходе люльки к приемнику элеватора. Горка сблокирована с пластинчатым конвейером, который автоматически останавливается, если горка заполнена рулонами. Элеватор в свою очередь сблокирован с приемной горкой склада, которая должна быть свободна для приема рулонов с элеватора. Если рулоны поступают на упаковку с накопительной площадки, оператор с пульта управления, находящегося у упаковочного станка, включает отсекатели нужных длин рулонов и роликовые конвейеры, с которых рулоны переходят на рольганг с опускным Устройством. Рулон передается на упаковку и на склад готовой продукции. Управление с пульта у упаковочного станка выполняется упаковщиками.
На Соликамском ЦБК для упаковки рулонов с бумагоделательных машин установлены две поточные линии производительностью 60 рулонов в час каждая. Максимальный диаметр упаковываемых рулонов составляет 1200 мм, их длина 600— 1680 м, масса до 1100 кг. На рис. 4.22 приведена схема поточной линии.
Рулоны после продольно-резательного станка ленточным конвейером транспортируются к первой накопительной горке,
на которую сталкиваются с конвейера толкателем. Накопительная горка шириной 7000 мм изготовлена из фасонной и листовой стали и снабжена двумя промежуточными и одним дозирующим отсекателями. В зависимости от длины каждого рулона на горке в линию могут размещаться 4—10 рулонов. Оба промежуточных отсекателя пневмоцилиндром и системой рычагов опускаются и поднимаются. При опускании первого отсекателя все рулоны, расположенные в линию перед стопором, скатываются на горке ко второму отсекателю. Дозирующий отсекатель разделен на восемь секций, каждая из которых управляется пневмоцилиндром. При опускании одного из отсекателей рулон, расположенный перед ним, скатывается на пластинчатый конвейер шириной 400 мм, которым транспортируется ко второй узкой горке шириной 2000 мм и длиной 2350 мм. С конвейера на горку рулон сталкивается толкателем. На второй горке установлено два отсекателя. При опускании второго отсекателя рулон поступает на весы, а после взвешивания скатывается к центрирующему устройству, которое имеет две противоположно расположенные регулировочные плиты, соединенные втулочно-роликовой цепью для синхронизации движения плит.
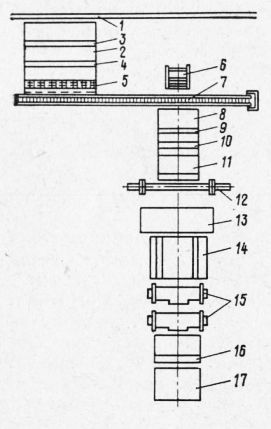
Рис. 9. Схема поточной линии:
1 — ленточный конвейер; 2 —первая накопительная горка; 3, 4 — промежуточные стопоры; 5 — дозирующий стопор; 6 — толкатель; 7 — пластинчатый конвейер; 8 — вторая накопительная горка; 9, 10 — стопоры для одного рулона; 11 — весы; 12 — центрирующее устройство; 13 — упаковочный станок; 14 — загибатели; 15 — торцеклеильные прессы; 16 — горка со стопором; 17 — элеватор для спуска рулонов в склад
Для плотной и аккуратной заторцовки кромок бумаги служат загибатели, состоящие из двух параллельно расположенных деревянных досок с пилообразным профилем, которые укреплены на раме с пазами, и плоскостями качения. Роликовая цепь с приспособлением для качения приводится в движение двигателем. Рулон перемещается с помощью цепи и приспособления для подталкивания, а кромки упаковочной бумаги, касаясь загибочных досок, плотно загибаются.
Загибочные доски двумя регулировочными винтами могут перемещаться в поперечном направлении до размера установленного формата рулона. После загибания кромок рулоны передаются в торцевальные прессы для приклейки торцовых кругов.
С прессов рулон перемещается пневматически действующим толкателем к отсекателю и спускному элеватору, предназначенному для транспортирования готовых упакованных рулонов, в склад готовой продукции на первый этаж.
На рис. 10 представлена схема поточной линии для приема рулонов газетной бумаги от продольно-резательных станков, их взешивания, упаковки и транспортирования в склад готовой продукции, а также для перемотки отбракованных рулонов и для отбора их в цех листовой бумаги. Транспортно-упаковочная линия рассчитана на прием рулонов газетной бумаги диаметром 800—1200 мм, длиной 420, 840, 1250, 1680 и 2100 мм массой от 150 до 1500 кг. Линия состоит из двух потоков. Производительность одной поточной линии 75 рулонов в час, при двух работающих поточных линиях — 150 рулонов в час. Все конвейеры в поточной линии имеют скорость 0,3 м/с. Установочная мощность электродвигателей составляет 340 кВт; расход сжатого воздуха (отсекатели, сталкиватели и др.) —25 м3/ч.
Поточная линия разработана Калининградским филиалом ЦНИИбуммаша применительно к условиям Сыктывкарского. ЛПК для транспортирования рулонов от бумагоделательных машин № 4 и 5 рабочей шириной 6720 мм.
Рулоны бумаги после разрезания на продольно-резательном станке сталкиваются на подъемный стол, откуда попадают на наклонную транспортную горку, удерживаются на ней отсекателями и передаются на горку. Здесь рулоны удерживаются отсекателями несколько иной конструкции, переходят при опускании их на горку, через отсекатели попадают на передаточную площадку и на роликовый конвейер. Для предупреждения скатывания рулонов с рольганга установлен Упор.
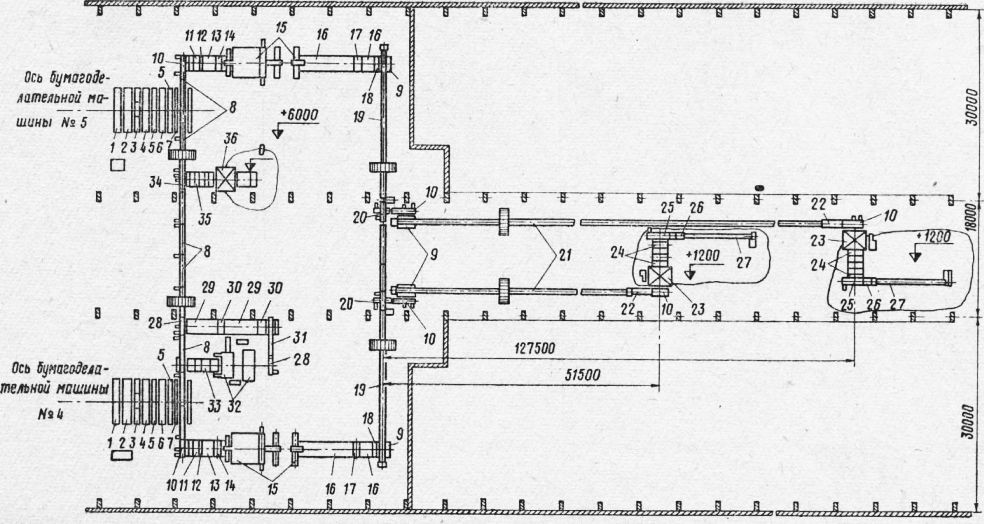
Рис. 10. Схема отделочного цеха при двух бумагоделательных Машинах
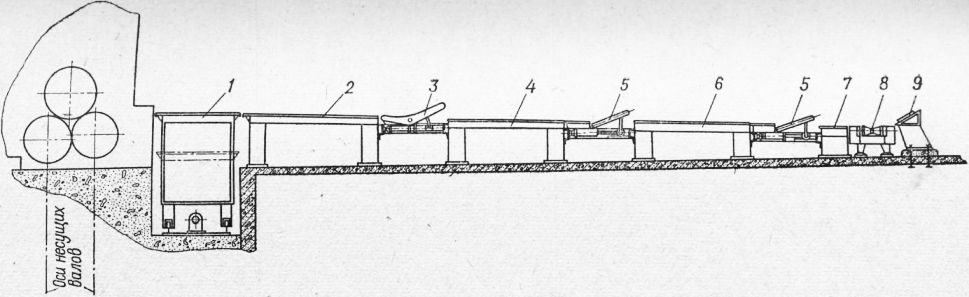
Рис. 11. Схема передачи рулонов от продольно-резательного станка к транспортным средствам:
1 — стол подъемный; 2 — горка; 3 — отсекатель; 4 — горка; 5 — отсекатель; 6 —горка; 7 — передаточная площадка; 8 — роликовый конвейер; 9 — упор
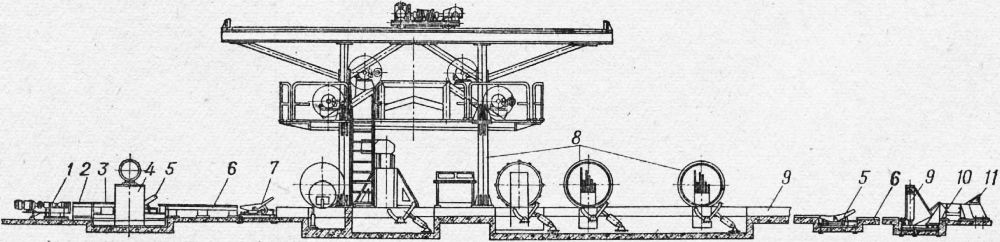
Рис. 12. Схема движения рулонов у рулоноупаковочного станка:
1 — наклоняющийся роликовый конвейер для передачи рулонов; 2 — передаточная горка; 3 —горка; 4 — весы; 5 — отсекатель на платформе весов; 6 —горка; 7 — отсекатель; 8 — рулоноупаковочный станок; 9 — подъемное устройство; 10 — пластинчатый конвейер; 11 — упор
На рис. 11 представлен общий вид транспортно-сортировочной наклонной горки с отсекателями от приемного стола продольно-резательного станка до роликового конвейера.
Далее годные рулоны через последовательно установленные роликовые конвейеры 8 попадают на роликовый конвейер выдачи рулонов, с которого скатываются через горку, весы с отсекателями, горку и отсекатели к рулоноупаковочному станку. После упаковки рулоны, бумаги через горку, отсекатели попадают на подъемное устройство, служащее для подъема рулонов на пластинчатый конвейер на высоту 420 мм.
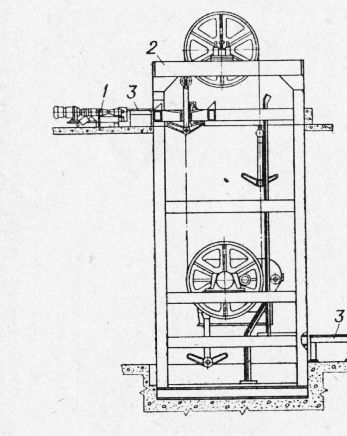
Рис. 13. Схема люлечного элеватора и передающих устройств:
1 — наклоняющийся приводной роликовый конвейер; 2— люлечный элеватор; 3 — горки; 4 — отсекдтели; 5 — роликовый конвейер; 6 — упор
Расположение транспортного оборудования у рулоноупако-вочного станка приведено на рис. 4.25.
Пластинчатым конвейером рулоны подаются на поворотный роликовый конвейер, который поворачивается вокруг центральной оси и передает рулоны на наклоняющийся рольганг выдачи через промежуточную площадку на пластинчатый конвейер. Пластинчатым конвейером рулоны транспортируются на роликовый конвейер, роликовый наклоняющийся конвейер выдачи к спускному устройству, которым спускаются с отметки 6 м на отметку 1,2 м пола склада. Через систему наклонных горок и отсекателей рулоны попадают вначале на роликовый конвейер, затем кантователь и пластинчатый конвейер.
Схема люлечного элеватора и передающих устройств приведена на рис. 13. На рис. 14 представлена установка в поточной линии кантователя. Кантователь представляет собой сварную раму Г-образной формы, в верхней части которой расположен роликовый конвейер. Рулон бумаги с роликового конвейера переходит на роликовый конвейер кантователя. Кантователь от пневматического цилиндра поворачивается на угол 90°, рулон в вертикальном положении переходит на пластинчатый конвейер, с которого погрузчиками с поворотно-клещевыми захватами снимается и транспортируется на укладку в штабеля. Настил пластинчатого конвейера выполнен в форме гнутых П-образных пластин, прикрепленных к втулочно-катковым тяговым цепям.
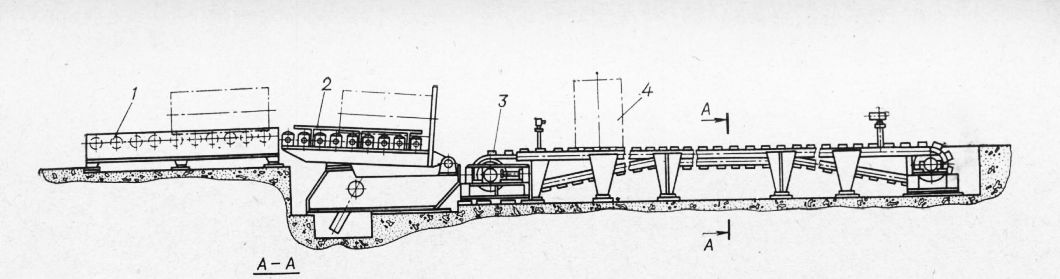
Рис. 14. Установка кантователя:
1 — роликовый конвейер: 2 — кантователь; 3 — пластинчатый конвейер; 4 — рулон бумаги; 5 — рама конвейера
Бракованные и узкие рулоны бумаги роликовыми конвейерами передаются от обеих машин на опрокиды-вающиейся роликовый конвейер, с которого скатываются на горки с отсекателями, поступают на роликовый конвейер, опрокидывающийся рольганг и перемотный станок. Перемотанные рулоны через систему горок с отсекателями подаются вновь на роликовые конвейеры и опрокидывающимся рольгангом подаются через горки с отсекателями к спускному устройству, которым опускаются на уровень пола цеха листовых бумаг.
Расположение оборудования в отделочных цехах предприятий в значительной мере определяется местными условиями, поэтому кроме рассмотренных наиболее типовых поточных линий возможны другие варианты расположения оборудования с применением разнообразных транспортных средств.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Современные поточные линии упаковки и транспортирования рулонов бумаги"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы