Строй-Техника.ру
Строительные машины и оборудование, справочник
Восстановление блоков цилиндров. При качественном восстановлении блоков цилиндров обеспечивается длительная эксплуатация двигателей — до 15…20 лет. Надежность работы двигателей, особенно в послеремонтный период, определяется в первую очередь качеством восстановления резьбовых соединений, трещин и обломов, а длительность межремонтного периода — качеством восстановления постелей коренных подшипников и цилиндров. Потеря герметичности рубашки охлаждения — наиболее часто встречающийся дефект капитально отремонтированных двигателей, является следствием коробления блоков цилиндров и головок блока, и также низкого качества восстановления этих деталей с трещинами.
Конструкция блоков цилиндров в большой степени определяет наличие тех или иных дефектов. У двигателей с боковым расположением клапанов чугунные блоки цилиндров при поступлении в ремонт имеют такие характерные дефекты, как трещины между цилиндрами и клапанными гнездами, трещины в перемычках между соседними цилиндрами, пробои в стенках цилиндров, трещины на поверхности сопряжения с коллектором и др.
У двигателей с верхним расположением клапанов и мокрыми гильзами характерными дефектами блоков цилиндров являются трещины в перемычках между гильзами, кавитационные повреждения посадочных поясков под гильзы, обломы постелей коренных подшипников.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Большинство блоков цилиндров из алюминиевых сплавов при поступлении в ремонт имеют обширные кавитационные разрушения рубашки охлаждения, обломы мест крепления сопрягаемых с блоком узлов и деталей, повреждения резьбовых и базовых отверстий.
Общими дефектами для блоков цилиндров разных по конструкции двигателей являются: износы постелей коренных подшипников, трещины и пробоины на водяной рубашке, коробление и потеря геометрической формы.
Ряд повреждений блоков цилиндров являются следствием естественного изнашивания двигателей в период эксплуатации: износы клапанных гнезд, отверстий под толкатели, цилиндров, кавитационные разрушения стенок рубашки охлаждения и др.
Многие дефекты являются следствием изнашивания и нарушения посадок сопрягаемых деталей: износы постелей коренных вкладышей, отверстий под втулки распредвала, обломы фланцев крепления картера маховика и стартера и т. д.
Очень многие дефекты являются следствием грубого нарушения правил эксплуатации по причине перегрева, размораживания двигателей, отсутствия технического обслуживания системы смазки и т. д. К ним относятся: различные трещины, пробои и обломы, износы постелен коренных подшипников из-за выплавления и проворачивания вкладышей, большие отложения накипи. Ряд дефектов в блоках цилиндров возникает из-за нарушения технологии ремонта, например, затяжка болтовых соединений без соответствующего динамометрического инструмента приводит к повреждению резьб и способствует короблению базовых поверхностей и образованию трещин.
Ремонт блоков цилиндров начинают с выполнения сварочных работ по устранению трещин, обломов и пробоин. При восстановлении чугунных блоков сваркой в общем случае применяют способы, описанные в разделе 2. Устранение отдельных повреждений требует применения специфических приемов и методов. Как правило, сварку чугунных блоков цилиндров в настоящее время стремятся производить в холодном состоянии и только в некоторых случаях с подогревом или в горячем состоянии. Восстановление сваркой имеет преимущественное применение, так как обеспечивает лучшее качество по сравнению с другими способами. Большинство чугунных блоков цилиндров изготавливают из серого чугуна СЧ 18. Серый чугун — трудносвариваемый материал. На образование хрупких ледебуритных и мартенситных структур в зоне сплавления, вызывающих возникновение высоких напряжений и, как следствие этого, появление трещин, влияют не только химический состав сварочных материалов и режим сварки, но и особенности конструкции восстанавливаемой детали. Наибольшие трудности возникают при заварке трещин в местах переменного сечения, подвергающихся высоким термическим и динамическим нагрузкам.
Сваркой трудно обеспечить герметичность швов, поэтому сочетают при восстановлении блоков цилиндров разные способы: сварку и пайку, сварку и восстановление эпоксидными смолами, сварку электродами различных марок и т. д.
Трещины в перемычках между клапанным гнездом и отверстием цилиндров заваривают с общим предварительным подогревом ацетиленокислородной сваркой. В качестве присадочного материала применяют поршневые кольца, чугунные прутки, флюс ФСЧ-2-1 или техническую буру.
Разработаны способы устранения трещин электросваркой вхолодную. С помощью пневматической шлифовальной машины вулканитовым абразивным кругом разделывают трещину на всю ее глубину от цилиндра до клапанного гнезда. Ширина разделки трещины 7…8 мм. Конец трещины в гнезде следует предварительно засверлить сверлом диаметром 5 мм. После этого дефектное место в блоке заваривают электродом ОЗЧ-1. Сварку ведут короткой дугой обратной полярности небольшими участками, не позволяя сильного нагрева блока и проковывая участок носком молотка. Лучшие результаты при восстановлении этого дефекта дает сварка самозащитной проволокой ПАНЧ-11 полуавтоматами А-547 и А-825М в комплекте в качестве источников питания с выпрямителями типа ВС-300.
Высокое качество восстановления достигается при электродуговой сварке электродами МНЧ-2, изготовленными из монель-металла (70% никеля и 26% меди, остальное — железо и марганец). Однако электроды из монель-металла очень дефицитны, чтобы сэкономить дорогостоящие материалы применяют комбинированную сварку: первый слой электродами МНЧ-2, последующие— ОЗЧ-2. После заварки дефектного места цилиндр растачивают под гильзу и гильзуют с применением эпоксидного клея. Затем растачивают клапанное гнездо, запрессовывают ремонтное седло, шлифуют поверхность блока. Качество ремонта проверяют испытанием блока цилиндров на герметичность.
Трещины в перемычках между цилиндрами восстанавливают следующим образом. Разрезают трещину, предварительно засверлив со стороны двух цилиндров, вул-канитовым абразивным кругом или кольцевой фрезой диаметром 5 мм по всей ее высоте. Сварку ведут электродами МНЧ-2, ОЗЧ-2 или при их отсутствии — электродами ЦЧ-4А. При сварке не допускается сильный прогрев. Хорошие результаты при заварке трещин в перемычках между цилиндрами дает полуавтоматическая сварка в среде аргона «А» проволокой МНЖКТ-1.02-02. Сварку ведут проволокой диаметром 1… 1,2 мм на постоянном токе силой 80… 120 А обратной полярности и при напряжении 20…25 В с последующей проковкой. Скорость подачи проволоки 7… 11 м/мин, расход аргона 0,36… 0,54 м3/ч. После заварки трещины блоки цилиндров растачивают под гильзы и гильзуют с применением эпоксидного клея. После шлифования плоскости сопряжения с головкой блока блоки цилиндров испытывают на герметичность.
Пробои водяной рубашки в стенках цилиндров восстанавливают гильзованием цилиндров. Чтобы обеспечить герметичность, перед запрессовкой гильз поверхности цилиндров выше и ниже пробоины покрывают эпоксидным составом, предварительно производя их обезжиривание. Такой способ обеспечивает качественное восстановление блоков цилиндров с пробоинами, расположенными не ниже 10 мм от нижнего края гильзы цилиндра. Подобным способом восстанавливают блоки цилиндров с трещинами в отверстиях под толкатели и в отверстиях под направляющие втулки клапанов. В отверстия, имеющие трещины, не выходящие на края, после зачистки и обезжиривания поверхности запрессовывают специальные ремонтные втулки, обмазанные эпоксидной композицией. Для лучшего склеивания на поверхности втулок нарезают две кольцевые и две спиральные перекрещивающиеся канавки. После просушки и гидравлического испытания блоки цилиндров подают на устранение других дефектов.
Восстановление блоков цилиндров с трещинами в перемычках между гнездами под гильзы осуществляют несколькими способами. Например, у двигателей ЗИЛ-130 этот дефект устраняется следующим образом. С наружной стороны блока цилиндров в плоскости перемычки, имеющей трещину, засверливают отверстие под резьбу М10Х1,5. С наружной стороны до трещины отверстие раззепковывают сверлом 10,5 мм, а затем нарезают резьбу М10х1,5 в отверстии за трещиной. В отверстие заворачивают шпильку, предварительно обмазав ее и отверстие эпоксидным клеем, и, навернув гайку на шпильку, стягивают трещину, которую затем заваривают. У двигателей СМД-14, СМД-60, Д-50, Д-240, А-01, А-41, ЯМЗ-2Э8НБ, ЯМЗ-240Б трещины в верхних перемычках между отверстиями под гнезда в блоках цилиндров рекомендуется устранять бессварочным методом путем установки специальных фигурных вставок. Для этих целей разработан комплект оснастки ОР-5586ТОСНИТИ.
В комплект оснастки входят: приспособление-кондук-тор для сверления отверстий, пробойник, сверлильная пневматическая машина ИП-1011, пневматическая шлифовальная машина ИП-2009А, клепальный пневматический молоток МКП-31 и набор фигурных вставок с диаметром заклепок 6 мм и межцентровым расстоянием 6,5 мм, изготовленных из стали СтЗ.
Приспособление-кондуктор имеет два ряда отверстий, наложенных под углом 15°. В первом ряду расположены три отверстия диаметром 3 мм, во втором — четыре отверстия диаметром 6 мм. При ремонте трещины приспособление-кондуктор устанавливают на верхнюю часть перемычки под гильзу так, чтобы первый ряд отверстий и среднее центральное отверстие диаметром 3,0 мм совпали с трещиной, и закрепляют его винтом. Затем сверлильной машиной сверлят в перегородке три отверстия на всю глубину с шагом 6,6 мм. После этого приспособление перемещают и с помощью фиксатора устанавливают на второй ряд отверстий так, чтобы два отверстия располагались по одну сторону трещины и два по другую, и сверлят четыре отверстия диаметром 6 мм на всю глубину перегородки с шагом 6,6 мм. В результате этой операции получается фигурный паз с определенным межцентровым расстоянием отверстий. Перемычки между просверленными отверстиями удаляют пробойниками. Затем в паз запрессовывают пневматическим молотком фигурную вставку, расклепывают ее и зачищают выступающие концы шлифовальной машиной заподлицо с поверхностью детали. Этот способ ремонта обеспечивает герметичность в соответствии с ТУ.
Характерным дефектом алюминиевых блоков цилиндров двигателей 3M3-53 является облом гнезда крепления стартера. Обычно блоки с такими дефектами выбраковывают. Авторами разработан способ восстановления блоков цилиндров с этим дефектом (способ дополнительных ремонтных деталей). Обломанное гнездо удаляется на горизонтально-фрезерном станке фрезой диаметром 160 мм. На подготовленное таким образом место устанавливается дополнительная ремонтная деталь, имеющая форму гнезда и изготовленная способом литья в металлический кокиль с последующей механической обработкой. Крепление дополнительной ремонтной детали с блоком осуществляется сваркой в среде аргона. Блок цилиндров и дополнительная ремонтная деталь перед сваркой очищаются в местах сварки от окислов и других загрязнений. Для взаимной фиксации детали при сварке устанавливаются в кондуктор.
Таким способом восстанавливают и блоки цилиндров из алюминиевых сплавов, имеющие обломы фланца крепления картера сцепления. Для повышения прочности восстановленных блоков по сравнению с новыми привариваются дополнительные ребра жесткости. После приварки ремонтных деталей в этом случае производится фрезерование поверхности прилегания картера сцепления.
Кавитационные раковины на нижних посадочных поясках под гильзу цилиндра устраняют расстачиванием на вертикально-расточных станках типа 2А78 под дополнительное ремонтное кольцо с готовой канавкой под резиновое уплотнение. Для обеспечения герметичности перед запрессовкой в блок ремонтное кольцо и посадочное место, обезжирив, обмазывают эпоксидным составом. При расточке гнезда необходимо обеспечить соосность ремонтного кольца с верхним и нижним посадочным поясками, для чего резцовая головка станка центрируется по верхнему посадочному пояску.
Восстановление торцовых поверхностей гнезд под гильзы, разрушенных кавитацией, у двигателей 3M3-53 выполняют зенкерованием на радиально-сверлильных станках с помощью приспособления, центрирующегося по посадочному отверстию под гильзу. При сборке высота гильзы регулируется дополнительными прокладками.
К кавитационным разрушениям особенно склонны блоки цилиндров и головки блоков из алюминиевых сплавов. По этой причине нарушается герметичность водяной рубашки. Восстанавливают детали с такими дефектами аргоно-дуговой сваркой алюминиевой проволокой ЗСВ-АК5 (ГОСТ 7871—75). После заварки кавитационных ямок поверхности фрезеруют или опиливают вручную напильниками в зависимости от размеров восстанавливаемой поверхности.
Наиболее эффективным способом восстановления чугунных блоков цилиндров, имеющих трещины и проббины на стенках водяной рубашки, в настоящее время считается сварка самозащитной проволокой ПАНЧ-11. Разделка трещин осуществляется засверливанием, фрезерованием пальчиковой фрезой, вырезкой абразивными кругами (обычно на вулканитовой связке), рубкой зубилом. Рекомендуется и электродуговая разделка швов с применением электродов ОЗР-1 (ГОСТ 2248—80). Разделительную резку осуществляют на постоянном или переменном токе электродами диаметром 3…6 мм. Срез получается чистым, так как электроды не науглероживают его кромки.
Ремонт трещин водяной рубашки в ненагруженных стенках чугунных блоков цилиндров можно осуществлять пайко-сваркой и постановкой фигурных вставок с уплотнением мест ремонта эпоксидными составами. Основная трудность при пайке чугуна — наличие в его структуре графита, затрудняющего смачивание поверхности основного металла расплавленным припоем. Для удаления графита применяют выжигание графита окислительным пламенем газовой горелки. Рекомендуется электрохимическая обработка в соляной ванне при температуре 450… 510 °С. Для удаления окисных пленок и защиты чугуна от окисления целесообразно применять поверхностно-ак-тивные флюсы № 209 и 284, которые растворяют графит на поверхности чугуна в процессе пайки и тем самым обеспечивают надежное смачивание припоем чугунных поверхностей.
Для пайки-сварки чугуна разработаны латунные припои ЛОК 59-1-03 и ЛОМНА 49-1-10-02. Кроме латунных для этих же целей пригодны цинковый (Ц1) и медно-цинковые припои (ПМЦ-36, ПМЦ-48, ПМЦ-54). Пайка-сварка ведется при температурах 700…750°С. Для повышения смачиваемости чугуна припоем применяют флюсы ФПСН-1 и ФПСН-2.
При пайке-сварке чугуна медными сплавами медь проникает в поверхность изделия на глубину до 0,5 мм, что и повышает прочность соединения. Для повышения герметичности восстановленных сваркой и пайкой трещим применяют эпоксидные составы. Часто при этом дополнительно накладывают металлические заплаты или из стеклоткани.
Для ремонта блоков цилиндров с изношенными постелями коренных подшипников в настоящее время применяют несколько способов. Один из них — растачивание до номинального размера гнезд подшипников за счет смещения оси отверстий и подпиливания опорных торцов крышек. Этот широкоизвестный способ имеет следующие недостатки: смещение оси коленчатого вала, что вызывает изменение степени сжатия и разностенность втулок распределительного вала; несоосность осей коленчатого вала и ведущего вала КПП, что требует дополнительной наплавки и растачивания отверстия в картере сцепления под фланец крышки подшипника ведущего вала в сборе с блоком цилиндров; невозможность повторного ремонта блока цилиндров указанным способом.
С целью обеспечения параллельности осей коленчатого и распределительного валов в соответствии с техническими условиями рекомендуется расточку гнезда под вкладыши коренных подшипников вести одновременно с обработкой втулок распределительного вала на станках НИИАТ модели 548, 594 и РД-2.
Расточку блоков тракторных двигателей производят на станках РР-4, РД-14, РД-14МВ, РД-50МВ. ГОСНИТИ разработано быстродействующее индикаторное приспособление, устанавливаемое на борштангу станка РД-14 для точной центровки блока в поперечном направлении. Практика показывает, что овальность, конусность и отклонение от соосности расточенных гнезд коренных подшипников составляют 0,02 мм. Параллельность осей гнезд коренных подшипников и отверстия для шеек распредвала между собой, а также верхней и нижней плоскостям разъема блока выдерживается с точностью 0,1 мм. Для расточки постелей коренных подшипников пригодны и серийно выпускаемые горизонтально-расточные станки со специальной оснасткой.
На заводах изношенные постели коренных вкладышей блоков цилиндров двигателей восстанавливают наплавкой ацетилено-кпслородным пламенем латунной проволоки марки Л-62 (диаметр 3,0 мм). В качестве флюса применяют буру.
Перед восстановлением с блока цилиндров снимают крышки коренных подшипников, а их опорные поверхности торцуют, после чего постели наплавляют (для удобства блок поворачивают), выдерживая при этом толщину слоя в пределах 2.„2,5 мм. Затем зачищаются наплывы и крышки подшипников ставятся на место. Наплавленные гнезда растачивают. При восстановлении наплавкой одного или двух средних гнезд растачивание ведут на горизонтально-расточном станке модели РР-4. С целью обеспечения соосности гнезд коренных подшипников применяют специальную борштангу, которая имеет две опорные бронзовые втулки, с помощью которых она центрируется по крайним гнездам коренных подшипников. Втулки зажимаются в гнездах крышками. Борштанга вращается и перемещается вдоль оси во втулках.
Эффективен способ восстановления изношенных гнезд коренных подшипников алмазным хонингованием. Этот способ разработан для восстановления блоков цилиндров двигателя ЗИЛ-130, но его можно рекомендовать и для других двигателей с чугунными блоками. Сущность способа заключается в том, что предварительно шлифуют плоскости разъема крышек гнезд коренных подшипников на глубину до 0,08…0,12 мм. Затем блок цилиндров собирают и подают на хонингование, которое осуществляют длинной головкой. Таким образом одновременно обрабатываются все отверстия и обеспечивается их соосность. Для хонингования гнезд коренных подшипников используют станок модели ЗА84. Так можно восстанавливать блоки цилиндров двигателя ЗИЛ-130, имеющие износ и несоосность не более 0,05 мм. Если несоосность и износы гнезд коренных подшипников превышают 0,20 мм, рекомендуется восстановление железнением.
Характерным дефектом блоков цилиндров двигателей ЗИЛ-130 являются трещины в перемычках между гнездами под гильзы. Около половины блоков имеет этот дефект. Рекомендуется следующий способ устранения дефекта. С наружной стороны блока в плоскости перемычки, имеющей трещину, засверливается отверстие под резьбу М10Х1,5. С наружной стороны до трещины отверстие раззенковывают сверлом 10,5 мм, а затем нарезают резьбу M10Xl,5 в отверстии за трещиной. В отверстие заворачивают шпильку, предварительно обмазав ее и отверстие эпоксидной смолой, и, навернув гайку на шпильку, стягивают трещину, которую затем заваривают. Надежным способом также является холодная электродуговая сварка с применением электродной проволоки ПАНЧ-11.
Имеется два варианта восстановления изношенных постелей коренных подшипников эпоксидными составами: размерное и с последующей расточкой. Сущность восстановления по первому варианту заключается в следующем. Блок цилиндров с изношенными постелями растачивают так, чтобы окончательная толщина слоя полимера находилась в пределах 0,4…0,6 мм. После обезжиривания на восстанавливаемую поверхность наносят эпоксидную композицию, укладывают борштангу и зажимают крышками. Борштангу, имеющую диаметр, соответствующий диаметру гнезд коренных подшипников, предварительно обезжиривают и покрывают разделительным слоем, состоящим из 96 частей по массе бензина «калоша» и 4 частей полиизобутилена. Для предотвращения вытекания полимера из гнезд на борштанге устанавливаются кольца, от смещения борштанга центрируется по оси коленчатого вала кондукторными пластинами, закрепляемыми с торцом блока. После просушки блока цилиндров борштанга снимается, восстанавливаемая поверхность очищается от пленки полиизобутилена, масляные отверстия, замки вкладышей, торцы гнезд зачищаются от полимера. Дополнительной обработки под размер не требуется.
По второму варианту после нанесения и отверждения полимера (без борштанги) восстановленные постели растачивают под размер.
При восстановлении постелей алюминиевых блоков цилиндров с износом до 0,3 мм нашел применение комбинированный способ: пластическое деформирование — нанесение слоя полимера — растачивание. Пластическое деформирование восстанавливаемой поверхности заключается в нанесении кольцевых канавко-выступов высотой до 1…1.5 мм. Затем после обезжиривания наносится слой эпоксидной композиции. После просушки постели растачивают в размер. Данный способ восстановления позволяет повысить нагрузочную способность полимерного покрытия, поэтому применим для деталей, работающих в более тяжелых условиях. Восстанавливают изношенные постели алюминиевых блоков и аргоно-дуговой наплавкой с последующим растачиванием.
Наиболее простой способ восстановления постелей коренных подшипников заключается в растачивании постелей и использовании вкладышей увеличенного, ремонтного размера. Промышленность уже выпускает для некоторых двигателей такие вкладыши (например, для двигателей СМД-14 и 3M3-53).
Восстановление постелей установкой полуколец (ремонтных деталей) в расточенные отверстия под вкладыши применяется для блоков цилиндров двигателей ЗИЛ-130 и СМД. Полукольца, изготовленные из стали 20, по ширине равны ширине постели, а по толщине — 3 мм, имеют перед установкой в блок отверстия под масляные каналы и два отверстия, расположенные под углом 75° к вертикальной оси для крепления электрозаклепками. По наружному диаметру полукольца с двух сторон имеют фаски 2×45°. Блок цилиндров растачивают до диаметра постелей, равного наружному диаметру полуколец (84—0,05 для двигателя ЗИЛ-130), и снимают фаски с торцовых поверхностей постелей 2X45°.
После установки и приварки полуколец зачищают сварные швы и растачивают отверстия постелей до номинального размера.
Разработан новый способ восстановления изношенных постелей коренных подшипников электроконтактной приваркой металлической ленты. Технологический процесс включает следующие операции: растачивание изношенных постелей до диаметра, превышающего номинальный на 1 мм; изготовление из стальной ленты толщиной 1 мм заготовок в форме полуколец; электроконтактная приварка заготовок; механическая обработка приваренного слоя. Существенной новизной способа является электроконтактная наплавка изношенной поверхности. Ее осуществляют с помощью разработанной ГОСНИТИ технологической оснастки (ОКС-5338), устанавливаемой на радиально-сверлильном станке типа 2А55. В качестве токопередающего контакта используется ролик из бронзы БрХ диаметром 50…60 мм. Ширина ролика 6…8 мм.
Механическая обработка наплавленного металла состоит в растачивании твердосплавными резцами и последующем хонинговании.
Восстановление гильз цилиндров. Гильзы цилиндров автотракторных двигателей изготовляют из чугуна с последующей термической обработкой. Внутренняя рабочая поверхность гильз некоторых двигателей подвергается закалке токами высокой частоты, глубина упрочнения не менее 1,5 мм, твердость не менее 40 HRC3.
Гильзы цилиндров двигателей ЗИЛ-130 и 3M3-53 в верхней части имеют вставку из нирезиста. Основными дефектами гильз цилиндров являются: износ и изменение геометрии рабочей поверхности, повреждения посадочных поясков под отверстия в блоке цилиндров, кавитационные разрушения по наружной поверхности. Гильзы цилиндров с трещинами не восстанавливаются.
Ремонт наружных поверхностей гильз. ГОСНИТИ рекомендует восстановление гильз цилиндров с устранением кавитационных повреждений на наружной поверхности детали. Кавитационные разрушения наиболее часто возникают в зоне между посадочными поясками и на нижнем посадочном пояске. Особенно характерен этот дефект для гильз цилиндров двигателей СМД-14, у которых по этой причине выбраковывается до 70 % гильз.
Гильзы цилиндров с небольшими кавитационными повреждениями можно восстанавливать заделкой эпоксидными составами. В ГОСНИТИ разработан для этих целей способ электроконтактной приварки тонкой стальной ленты. Наплавку ленты к поверхности гильз осуществляют на установке ОКС-9862А, смонтированной на токарном станке IK62. Источником тока служит трансформатор от контактной сварочной машины МТПП-75. Технологический процесс включает следующие операции. Гильзы цилиндров, подлежащие восстановлению, подвергают зачистке наружной (восстанавливаемой) поверхности до металлического блеска. Осуществляют это круглой металлической щеткой с механическим приводом. Изготавливают заготовку ленты, используя стальной лист толщиной 0,3 мм из стали 08КП, 10, 15 или 20. Заготовка по ширине должна быть такой, чтобы перекрывать зону повреждений на 5… 10 мм с каждой стороны.
Приварка ленты к гильзе осуществляется сплошными швами поперек образующей, сначала на удалении от края ленты, а затем по краю. Затем на другой установке или после переналадки приваривается заготовка вдоль образующей, чем обеспечивается необходимая герметичность. После приварки ленты зачищают сварные швы и заусеницы.
Таким способом восстанавливают и гильзы цилиндров, имеющие кавитационные повреждения на посадочных поясках. Здесь дополнительно вводится операция шлифование пояска, которую осуществляют на кругло-шлифовальных станках типа ЗБ151 и др.
Ремонт зеркала цилиндров методом ремонтных размеров. Все гильзы цилиндров при капитальном ремонте двигателей подвергают восстановлению по внутренней рабочей поверхности независимо от величины износа. Гильзы растачивают до одного из ремонтных размеров с последующим хонингованием.
Для обработки зеркала цилиндров растачиванием рекомендуется применять резцы из эльбора.
Эльбор — синтетический материал, получаемый методом спекания при высокой температуре и давлении, содержит свыше 90 % кубического нитрида бора, обладает очень высокой твердостью и теплостойкостью (до 1600 °С), не смачивается жидким металлом, имеет низкий коэффициент трения, обладает химической инертностью к металлам. Резцами из эльбора без перезаточки можно растачивать на станках типа 2А78 до 60…70 гильз цилиндров двигателей ЯМЗ, выдерживая овальность и конусность обработанных отверстий в пределах 0,01… 0,03 мм и шероховатость поверхности до 0,16. Применение внутреннего шлифования зеркала цилиндров абразивными кругами позволяет избежать недостатков, свойственных обработке гильз цилиндров растачиванием. Технологический процесс восстановления гильз цилиндров тракторных двигателей Д-50, Д-48 и СМД-14 на специализированных ремонтных предприятиях предусматривает шлифование на бесцентрово-шлифовальном станке СШ-22.
Базой для установки детали служат верхний и нижний посадочные пояски гильзы. Шлифование по сравнению с растачиванием имеет ряд преимуществ: требует меньше времени на установку и снятие детали, повышает точность обработки и снижает шероховатость поверхности, позволяет уменьшить припуск на хонинговаиие, сократить расход дефицитного инструмента.
Для шлифования гильз цилиндров используют плоские абразивные круги из белого электрокорунда. Недостатком шлифования является возможность появления прижогов и местного отпуска. Окончательную обработку гильз цилиндров следует производить хонингованием синтетическими алмазами с пневматическим разжимом брусков. Для чернового хонингования цилиндров применяют бруски из синтетических алмазов марки АСП6
Ml-100-5,2, а для чистового — ACM20 Ml-100-5,2 с. Режимы хонингования: частота вращения шпинделя 250 мин-1; скорость возвратно-поступательного движения головки 7,5 м/мин; давление брусков при черновом хо-нинговании 0,3…0,35 МПа, при чистовом 0,15…0,2 МПа, припуск для чернового хонингования 0,05…0,08 мм, а для чистового 0,01…0,02 мм.
Время на обработку одной гильзы меньше в 2,5 раза. Не требуется дополнительного оборудования. Отпадает необходимость в ежедневной настройке расточного станка. Кроме того, обдирочное хонингование повышает точность гильзы по сравнению с расточкой по верхнему пояску на 16, по нижнему — на 42 %.
Применение технологии алмазного хонингования для восстановления цилиндров компрессоров ФВ-6, ФУ-12 холодильных агрегатов при программе ремонта 4000 шт дало годовой экономический эффект 50 тыс. руб. (Внедрено на Волоколамском АРЗ).
Алмазное хонингование гильз цилиндров двигателей взамен абразивного повышает стойкость брусков в 150… 200 раз, уменьшает шероховатость поверхности, повышает точность деталей на 70%. снижает расходы на 30…40%.
Высокое качество окончательной обработки зеркала цилиндров позволяет обеспечить процесс электроалмазного хонингования с применением поверхностно-активных смазывающих и охлаждающих жидкостей. Исследования, проведенные в Волгоградском сельскохозяйственном институте, позволили установить следующие оптимальные режимы хонингования: окружная скорость хонинговальной головки — 70, поступательная — 12 м в минуту, удельное давление брусков.— 2 МПа, скорость подачи электролита в зону обработки 40 л в минуту. Состав электролита: 20% NaN03, 0,3% NaN02 и 0,5% бутил-нафталина сульфаната. Электрическая схема станка 3A833 для электрохонингования включает генератор постоянного тока, регулятор напряжейия, токоподводящее устройство, систему подачи электролита, амперметр и вольтметр для контроля электрических режимов процесса.
Малые удельные давления инструмента, интенсивное охлаждение обрабатываемой поверхности и электровоздействие электролита позволяют улучшить шероховатость поверхности при высокой точности обработки (в пределах 0,005…0,010 мм) в течение 5…7 мин.
Одним из способов увеличения ресурса двигателей является формирование на зеркале цилиндров микропрофиля, имеющего большую опорную поверхность с углублениями для размещения смазки (масляные каналы). Такой профиль получают плосковершинным хонингованием, осуществляемым за три операции: обдирка, получистовая (предварительная) и окончательная.
Операция расточки исключается. Рекомендуется применять на операции обдирочного алмазного хонингова-ния бруски: для серых чугунов (НВ170…241) — типа АСБ с зернистостью 400/315…500/400 на связке МК2 с 50% концентрацией алмазов, для закаленных чугунов (40HRC3) — типа АСБ зернистостью 500/400… 800/630 на связке МК2 с 50% концентрацией алмазов. Такие бруски позволяют снимать припуски порядка 0,10…0,20 мм. Получистовое алмазное хонингование должно выполняться брусками АСБ 125/100 МК2 100 %, окончательное:—специальными безалмазными антифрикционными брусками.
Эксплуатационные исследования показали, что средний износ гильз цилиндров (на сторону), имеющих плосковершинный профиль, по сравнению с обычными гильзами уменьшился на 34 %.
Восстановление гильз обдирочным плосковершинным хонингованием рекомендуется к широкому внедрению на ремонтных заводах.
Способ дополнительных ремонтных деталей. Возможности восстановления зеркала гильз цилиндров способом ремонтных размеров ограничены толщиной стенки детали. Гильзы цилиндров, вышедшие из последнего ремонтного размера, обычно выбраковывают. Восстановление изношенной рабочей поверхности гильз наплавкой и гальваническими покрытиями находится в стадии экспериментальных разработок.
В ремонтной практике нашло применение восстановление гильз цилиндров способом дополнительной ремонтной детали — постановкой легкосъемных тонких пластин из- термически обработанной пружинной стальной ленты.
Технологический процесс восстановления гильз цилиндров этим способом состоит в растачивании деталей до определенного размера, запрессовке свернутых в цилиндр пластин и последующем чистовом хонинговании восстановленного отверстия.
Материалом для ремонтных пластин служит холоднокатаная термически обработанная калиброванная с полированной поверхностью лента из стали У8А, У10А, 70С2ХА, 65Г, 36НХТЮ и из нержавеющей коррозионно-стойкой стали ОХ17Н7ГТ и ОХ17ГТ-ВИ. Толщину и длину пластин выбирают, исходя из величины износа и диаметра цилиндра. При восстановлении гильз цилиндров двигателей, например, 3M3-53 используется лента толщиной 0,75…0,80 мм. Чтобы обеспечить требуемую посадку, необходимо торцы пластин шлифовать точно в размер, выдерживать диаметр, шероховатость и геометрическую форму расточенного отверстия. Промышленность не выпускает широких лент, поэтому используют для одной гильзы две-три пластины.
На Борисовском авторемзаводе для восстановления гильз цилиндров 3M3-53 постановкой ремонтных пластин разработан специальный двухцилиндровый гидравлический пресс. Принцип работы пресса: сначала в соответствующее гнездо укладывается ремонтная пластинка и включается в работу вертикальный цилиндр, который сворачивает с помощью специальных зажимов ремонтную пластину в цилиндр и удерживает ее в таком положении. Затем устанавливается расточенная под соответствующий размер гильза и при движении штока горизонтального цилиндра ремонтная пластина запрессовывается в восстанавливаемую гильзу, а при обратном ходе штока горизонтального цилиндра гильза освобождается. Пресс работает надежно и очень производительно. На восстановление одной гильзы затрачивается менее 3 мин. Конструкция пресса позволяет автоматизировать процесс.
Опыт восстановления гильз цилиндров ремонтными пластинами показывает, что их ресурс не ниже новых.
Экономический эффект от восстановления гильз двигателей ЗМЗ упругими пружинными пластинами составляет 3,08 руб. на одну деталь.
Другие способы восстановления гильз цилиндров. Способ ремонтных размеров применительно к восстановлению зеркала цилиндров вызывает изменение степени сжатия, что во многих случаях бывает недопустимо, так как может вызвать детонацию. Возможности применения данного способа ограничены, как указано выше, толщиной гильзы. Существенным недостатком его при восстановлении закаленных гильз является снижение износостойкости зеркала цилиндров из-за градиента твердости и неравномерной структуры закаленного ТВЧ поверхностного слоя.
Восстановление гильз цилиндров способом ремонтных деталей, в частности сменными упругими термически обработанными пластинами, требует при повторном восстановлении гильз их замены, что влечет к нерациональному расходу металла. По указанным причинам продолжаются работы по разработке новых способов восстановления гильз.
ГОСНИТИ разработан способ электроконтактной наплавки зеркала цилиндров тонколистовой сталью. Большим достоинством процесса является возможность восстановления гильз до номинального размера. Однако процесс требует совершенствования, так как на поверхности цилиндра образуется пятнистая твердость. Разработан технологический процесс восстановления гильз способом компенсации износа за счет термофиксирования. Сущность процесса заключается в том, что гильза подвергается высокотемпературному нагреву ТВЧ изнутри. После нагрева до температуры аустенизации поверхность гильзы охлаждается, вследствие чего уменьшается внутренний диаметр цилиндра. Для гильз цилиндров двигателей типа ЯМЗ наибольшая величина обжатия составляет от 0,90 до 1,00 мм.
Очень перспективно для восстановления зеркала цилиндров применение порошковых покрытий, в том числе электроконтактным напеканием порошковых композиций. Целесообразность такого способа восстановления обосновывается небольшими величинами износов.
Восстановление алюминиевых поршней автотракторных двигателей. Поршни автотракторных двигателей теряют свою работоспособность по причине следующих дефектов — прогорания днища, износа поршневых канавок и отверстия под кольца, износа юбки поршня. Проведенным нами микрометражом поршней двигателей 3M3-53 установлено, что 10 % из них может быть восстановлено. Восстановление канавок под кольца может быть осуществлено следующими способами: заливкой расплавленного металла, электронно-лучевой сваркой, импульсно-дуго-вой наплавкой, пластическим деформированием.
Поршни, восстановленные заливкой расплавленного металла, демонстрировала Народная Республика Болгария на выставке «Ремдеталь-83». Сущность способа заключается в следующем. Подлежащие восстановлению поршни предварительно подвергаются протачиванию изношенных канавок — протачивается одна сплошная канавка шириной более расстояния между верхней и нижней канавками под кольца и глубиной большей глубины канавки. После заливки расплавленного алюминиевого сплава образуется ремонтная деталь в виде кольца, насаженного в зоне канавок. Механическая обработка заключается в протачивании канавок под кольца.
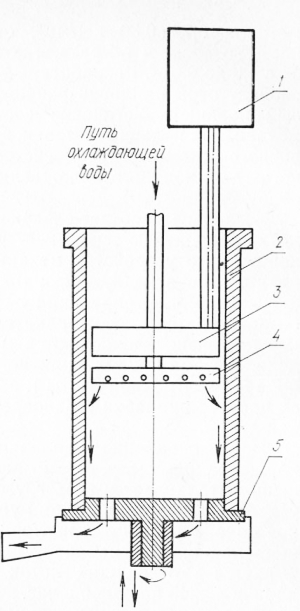
Рис. 1. Схема установки для теплового формоизменения гильз цилиндров:
1 — высокочастотная установка; 2 — гильза; 3 — индуктор; 4 — душевое устройство; 5 — устройство для возвратно-поступа-тельного и вращательного движения.
Институт электросварки им. Е. О. Патона разработал технологию восстановления поршней электронно-лучевой сваркой в вакууме. Поршни после очистки от маслянистых загрязнений и нагара подаются в вакуумную камеру. Заварка изношенных канавок осуществляется по всему сечению. В процессе наплавки поршень поворачивается вокруг продольной оси. Вывод луча в конце наплавки с целью качественного заполнения шва осуществляется специальным устройством. Механическая обработка заключается в протачивании новых канавок под кольца.
Разработана технология и порошковая лента для восстановления изношенных канавок алюминиевых поршней импульсно-дуговой наплавкой в среде защитного газа (аргона). Ток постоянный обратной полярности. Использование порошковой ленты повысило твердость металла наплавки до 0,90…1,00 кН/мм2 при твердости основного металла 0,72…0,80 кН/мм2, относительная износостойкость возросла в 1,4 раза, а коэффициент трения снизился с 1,0 до 0,074. Разработана установка для автоматической дуговой наплавки изношенных канавок алюминиевых поршней. Установка состоит из передней бабки, механизмов подачи заготовки, вращения и наплавки, сварочного автомата, пневмосистемы, систем подачи защитного газа, водяного охлаждения, вентиляции и электрооборудования.
Установка работает следующим образом. Поршень по лотку-накопителю скатывается в загрузочную ячейку поворотного устройства механизма подачи, который подает его на исходную позицию. Толкатель вводит поршень в самоцентрирующий патрон передней бабки, где он зажимается, затем толкатель возвращается в исходное положение, включаются механизм вращения шпинделя, система подачи защитного газа, источник питания, подача электродной ленты и зажигается дуга. Начинается процесс наплавки с одновременной подачей электродной ленты.
После окончания наплавки выключается механизм вращения шпинделя, разжимаются кулачки патрона, поршень выталкивается в разгрузочную ячейку поворотного устройства, выталкивающий упор возвращается в исходное положение и цикл повторяется. При подаче следующего поршня под наплавку наплавленный поршень скатывается в отводящий лоток. Производительность наплавки 42…45 поршней в час.
Восстановление изношенных отверстий под поршневой палец в связи с небольшими износами возможно методом ремонтных размеров. В этом случае отверстия в поршне и верхней головке шатуна обрабатываются под увеличенный (ремонтный) размер разворачиванием, а изношенные поршневые пальцы восстанавливаются одним из известных способов (хромированием, раздачей и т. д.) не до номинального, а увеличенного размера.
Из всех известных способов восстановления изношенной юбки поршня наиболее перспективно восстановление пластическим деформированием. Анализ конструктивных особенностей и величин износов поршней показывает возможность восстановления линейных размеров нижней части поршней (юбки) холодным размерным деформированием в штампах на гидравлических прессах. Такой метод обеспечивает высокую эффективность и качество восстановления.
Восстановление канавок поршней возможно и способом дополнительных ремонтных деталей — протачиванием головки поршня с последующей запрессовкой ремонтной втулки. При протачивании головки создают обратную конусность, а втулку перед запрессовкой подогревают. Это повышает надежность посадки. По сравнению с восстановлением заливкой расплавленного металла этот способ более трудоемкий.
Восстановление коленчатых валов автотракторных двигателей. При восстановлении коленчатых валов приходится решать следующие вопросы: наращивание слоя износившегося металла, обеспечение восстанавливаемой детали необходимой износостойкости и усталостной прочности, предотвращение и устранение деформации, сохранение в процессе восстановления первоначальных механических свойств неизносившихся поверхностей, сохранение первоначальной массы и ее распределения.
Металл шеек коленчатых валов для обеспечения высокой износостойкости должен обладать следующими свойствами: высокой и равномерной твердостью, однородной структурой, преимущественно мелкоигольчатого мартенситного строения, без дефектов поверхности и в сердцевине (пор, раковин, трещин, шлаковых включений и т. п.).
Коленчатые валы современных автотракторных двигателей, как правило, изготавливают из среднеуглеродистых и легированных сталей или высокопрочного чугуна. Для придания высокой прочности и износостойкости стальные коленчатые валы подвергают закалке токами высокой частоты. Закалке обычно подвергается цилиндрическая поверхность шеек, а зона галтелей остается незакаленной. Металл закаленной поверхности шеек имеет мартенситное или троостомартенситное строение и твердость в пределах 52…58 HRC3. Металл в зоне галтелей имеет ферритно-перлитное строение и твердость НВ 164…200.
Естественно, что восстановленные коленчатые валы имели бы такие же показатели работоспособности, как и новые, если бы им при восстановлении можно было бы придать структуру, твердость, напряженно-деформационное состояние, как у новых.
Однако не все известные технологические способы позволяют придать восстановленным деталям требуемые показатели износостойкости и прочности.
Применяются следующие способы восстановления коленчатых валов: наплавкой, нанесением порошковых композиций, гальваническими покрытиями, дуговым напылением, в основном обеспечивающие наращивание изношенного металла требуемой толщины.
Находят применение следующие способы восстановления стальных коленчатых валов наплавкой:
1) вибродуговая наплавка высокоуглеродистыми проволоками на высокую твердость;
2) наплавка под слоем легирующего флюса АН-348А высокоуглеродистыми проволоками на высокую твердость (без последующей термообработки);
3) наплавка под слоем флюса легированными проволоками (чаще всего марки НП-ЗОХГСА) с последующей закалкой токами высокой частоты;
4) наплавка под слоем флюса АН-348А порошковой проволокой ПП-ЗХ5Г2М-0;
5) широкослойная наплавка легированными проволоками под флюсом АН-348А или малоуглеродистой проволокой Св-08А с ферромагнитной шихтой;
6) электроконтактная наплавка;
7) лазерная наплавка.
При восстановлении коленчатых валов наплавкой высокая износостойкость может быть достигнута за счет термической обработки, закалки металла в процессе наплавки, легированием наплавленного металла.
Упрочнение деталей термообработкой (закалкой, цементацией и т. п.) является основным способом при производстве новых деталей и все шире применяется в ремонтном производстве. Но для своего осуществления требует соответствующего оборудования.
Закалка деталей в процессе наплавки осуществляется за счет подачи на наплавленный металл охлаждающей жидкости и сжатого воздуха. Основными недостатками закалки в процессе наплавки является неоднородная структура и неравномерная твердость металла, пористость и трещины, что существенно снижает износостойкость и усталостную прочность.
За счет легирования наплавленного металла понижается критическая температура начала превращения аустенита в мартенсит (до 230 °С), поэтому закалка металла происходит при медленной скорости охлаждения. Температура наплавленного металла к началу аустенито-мартенситного превращения успевает выравниться по всей поверхности шейки. Структура и твердость в этом случае получаются более равномерными. Наплавленный металл легируют применением специальных электрод-ньйс материалов, введением легирующих элементов во флюс, присадкой их в сварочную ванну. Лучший из названных способов — применение легированных проволок (сплошного сечения или порошковых). Способ упрочнения легированием наиболее экономичен при наплавке.
Углерод в наплавленном металле оказывает существенное влияние на микроструктуру и строение зоны сплавления. При содержании его более чем 0,3% увеличивается неоднородность зоны сплавления, появляются микротрещины, что, естественно, снижает предел усталостной прочности.
Характерными для образцов и шеек коленчатого вала, наплавленных под флюсом АН-348А проволокой Нп-ЗОХГСА, являются малозаметный переход от наплавленного слоя металла к основному и равномерное распределение химических элементов и микротвердости по сечению наплавленного слоя металла.
Использование проволоки Нп-65 в сочетании с комбинированным флюсом обеспечивает самозакалку наплавленного металла при комнатной температуре. Однако эта наплавка дает структуру крупноигольчатого мартенсита и резко выраженную границу сплавления с основным металлом.
Наилучшее сочетание износостойкости и усталостной прочности, не уступающих аналогичным характеристикам эталона, достигается наплавкой под флюсом АН-348А проволокой Нп-ЗОХГСА с последующей нормализацией и поверхностной закалкой с нагрева ТВЧ.
Коленчатые валы восстанавливают преимущественно наплавкой под флюсом. Это обусловлено следующими факторами — высокая стабильность процесса, возможность получения наплавленного металла с заданными свойствами, без пор, раковин, трещин, непроваров и других дефектов сварки,4хорошее сцепление наплавленного металла с основным, большая глубина проплавления, высокая производительность и экономичность процесса.
Процесс наплавки под флюсом характеризуется более высоким тепловыделением, которое может вызвать деформацию коленчатых валов при наплавке. Поэтому имеет большое значение выбор режимов наплавки и особенно — диаметра электродной проволоки.
Нами установлено, что наплавка стальных коленчатых валов ГАЗ-52 наплавкой под флюсом АН-348А электродной проволокой 0 2 мм вызывает деформацию коленчатых валов до 5 мм по длине детали. При наплавке проволокой 0 1,6 мм она составляет всего 0,25…0,30 мм.
Выбор способа наплавки должен обусловливаться напряженно-деформационными условиями работы коленчатых валов. Вибродуговую наплавку высокоуглеродистыми и легированными электродными материалами целесообразно использовать для восстановления коленчатых валов, работающих в условиях умеренных нагрузок и имеющих большой запас усталостной прочности.
Большое распространение получил способ восстановления коленчатых валов под флюсом АН-348А, легированным графитом и феррохромом. Но ему присущи существенные недостатки: неравномерная твердость наплавленного слоя, поры и возникновение вредных растягивающих напряжений и трещин с глубиной залегания 3 мм и более.
Высоконагруженные коленчатые валы двигателей ЗИЛ-130, ГАЗ-52 целесообразно наплавлять порошковыми проволоками типа ПП-ЗХ5Г2М-0 под флюсом АН-348А. Твердость шеек составляет 53…57 HRC3, что исключает последующую термообработку. Наплавленный металл не имеет пор. Наплавка проволокой Нп-ЗОХГСА под флюсом АН-348А обеспечивает высокое качество наплавленного слоя по дефектам сварки, использование ее для восстановления коленчатых валов возможно с последующей закалкой.
Широкослойная наплавка по сравнению с наплавкой наложением круговых швов от галтели к галтели позволяет несколько улучшить температурный режим наплавляемых шеек, снизить скорость кристаллизации металла в зоне галтелей, что благоприятно влияет на усталостную прочность деталей. Поэтому ее можно рекомендовать для восстановления тяжело нагруженных коленчатых валов тракторных и автомобильных двигателей с последующим упрочнением термической и ППД обработкой.
Получение значительных толщин (более 1,5 мм) наплавленного металла связано с увеличением тепловыделения, вызывающего деформацию коленчатых валов.
Одним из способов снижения деформации коленчатых валов выделяющимся в процессе сварки тепловым потоком и неравномерным отводом и распределением тепла при охлаждении является наплавка в предварительно напряженном состоянии. Для коленчатых валов типа ГАЗ-52 усилие растяжения перед наплавкой составляет 400…600 Н. Стальные коленчатые валы, деформированные в процессе наплавки, исправляют рихтовкой на прессе или растяжкой в горячем состоянии с помощью винтовых приспособлений. Обычно эту операцию сочетают со снятием остаточных напряжений после наплавки.
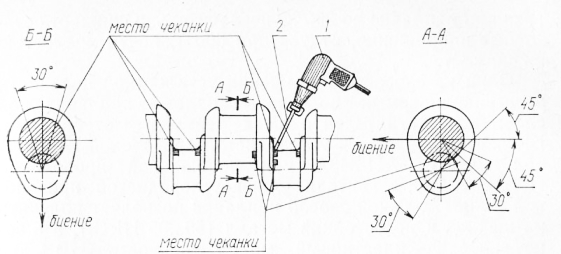
Рис. 3.4. Схема рихтовки коленчатых валов методом чеканки.
Биение коренных опор до 0,3 мм целесообразнее устранять методом чеканки. Для правки коленчатых валов дизелей типа «А» применяют пневмомолотки КМП-14 или КМП-13 производства Московского завода пневмо-инструмента. Пневмомолотки с большей энергией единичного удара не рекомендуются ввиду опасности перенаклепа и шелушения металла. На рис. 3.4 указаны места чеканки коленчатых валов с целью устранения деформации. Изгиб валов в плоскости кривошипов устраняют чеканкой галтелей, прилегающих к данной коренной или соседней шатунной шейкам в районе их перекрытия на дуге 30° с минусовой стороны биения вала (сечение Б-Б). В случае прогиба вала, не совпадающего с плоскостью кривошипов,-чеканка производится в двух симметрично расположенных дугах галтелей под углом 45° в разные стороны от точки минусового отклонения биения (видА-А).
В качестве инструмента используются наконечники с радиусом закругления на 0,2…0,5 меньше радиуса галтели. Время чеканки не более 10 с. Рациональный технологический режим наплавки позволит избежать возникновения трещин в восстанавливаемых деталях, снижения твердости наплавленного и основного металла невосста-навливаемых поверхностей. Так скорость охлаждения наплавленного металла оказывает существенное влияние на деформационно-напряженное состояние и микроструктуру деталей. Наиболее опасны растягивающие напряжения, вызывающие трещины. Предварительный подогрев при наплавке до 300 °С незначительно снижает остаточные напряжения, отпуск при 600 °С почти полностью их снимает.
Один из способов повышения усталостной прочности восстанавливаемых коленчатых валов •— наплавка под слоем флюса галтелей и шеек разными материалами. Шейки наплавляются углеродистой проволокой Нп-65ГА под флюсом АН-348А или порошковой проволокой ПП-ЗХ5Г2МО, а галтели — низкоуглеродистой проволокой Св-08ГА. Такой способ наплавки позволяет получить на шейках износостойкий металл (50…55 HRC3), а в зоне галтели — пластичный, малой твердости (НВ 200… 240).
В Польской Народной Республике применяется оригинальный способ упрочнения наплавляемых коленчатых валов, заключающийся в протачивании наплавленного металла в зоне галтелей фигурным резцом и дробеструйной обработке проточенной канав-ки. Исследования коленчатых валов двигателей А-41, восстановленных наплавкой под слоем флюса проволокой Нп-ЗОХГСА и с прорезкой наплавленного слоя в зоне галтелей и дробеструйной обработкой с предварительным подогревом до температуры 200…300 °С, показали, что предел выносливости их находится на уровне 90…95 % от предела выносливости новых валов. Состав флюса АН-348А —30%, АНК-18 — 70%. Эта смесь в сочетании с проволокой Нп-ЗОХГСА 0 1,6 мм обеспечивает твердость наплавленного металла в пределах HRC3 51… 53. Шлифование галтелей снимает напряжения, возникающие при наплавке. Упрочнение галтелей ППД заключается в обработке дробью при давлении воздуха 0,6 МПа в течение 2 мин. Дробеструйный наклеп увеличивает предел выносливости валов на 10…15%. Данный способ восстановления рекомендуется для коленчатых валов двигателей А-41, А-01, СМД-60, СМД-14, Д-50, Д-240.
Разработан технологический процесс восстановления шеек коленчатых валов двигателей ЯМЗ-240 (авторское свидетельство СССР № 780 343). Коленчатые валы этого двигателя изготовляют из сталей 50Г и 60ХФА. Наплавка шеек производится проволокой Нп-ЗОХГСА ГОСТ 10543—75 диаметром 2 мм под слоем флюса АН-348А ГОСТ 9087—81. Качественно наплавленный слой удалось получить лишь с предварительным и сопутствующим подогревом до температуры порядка 350…400 °С. Для защиты от отпуска шеек, соседних с наплавляемой, применено их охлаждение.
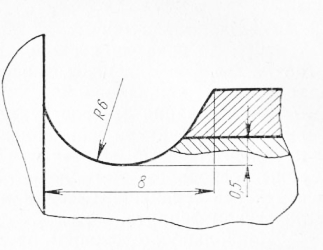
Рис. 3. Схема повышения усталостной прочности коленчатого вала обработкой галтелей после наплавки шеек.
Наплавка шеек коленчатых валов производится от галтелей к середине шейки на следующих режимах: вращение детали 1 мин-1; скорость подачи проволоки 76 м/ч; диаметр проволоки 2 мм; вылет электрода 15…20 мм; смещение с зенита 6…8 мм; шаг наплавки 4,5 мм/об, ток наплавки 165…180 А обратной полярности; напряжение 24…26 В.
Для защиты кромок маслоканалов при наплавке отверстия заглушаются стальными заглушками.
Непосредственно после наплавки шейка подвергается нормализации с нагрева на установке ТВЧ до температуры 750…800 °С с последующим охлаждением на воздухе для выравнивания структуры по сечению шейки и снятия внутренних напряжений. Последние могут вызвать образование трещин, зарождающихся в основном металле под слоем наплавки.
Для обеспечения высокой износостойкости наплавленные шейки подвергают закалке ТВЧ с охлаждением в полимерной закалочной среде ЗСП-1, после чего производят низкий отпуск с поверхностным нагревом токами высокой частоты.
Закалка восстанавливаемых коленчатых валов производится на глубину, меньшую толщины наплавленного слоя, чтобы исключить резкий перепад твердости на границе наплавленного металла с основным и тем самым снизить величину скалывающих напряжений в этой зоне.
Деформация (биение коренных опор) коленчатого вала устраняется методом чеканки молотком массой 1,5 кг через оправку с радиусом закругления бойка 5 мм.
Механическая обработка заключается в предварительном до закалки и окончательном после термообработки шлифовании шеек, зенкеровании и расточке отверстий маслоканалов и т. д.
Исследования микроструктуры наплавленного слоя выявили: структура наплавленного слоя представляет крупноигольчатый мартенсит 5…6 баллов, переходной зоны основного металла — троостомартенсит, микроструктура сердцевины шейки — сорбит с небольшим количеством феррита.
Наибольшую сложность представляет восстановление коленчатых валов с усталостными трещинами. Чаще всего они расположены вблизи галтелей и распространяются на глубину до 10 мм и более.
Разработан технологический процесс восстановления коленчатых валов двигателей автомобилей ЭИЛ-130 с усталостными кольцевыми трещинами длиной до 50… 60 мм и глубиной до 12 мм. Коленчатые валы двигателей автомобилей ЭИЛ-130 изготовляют из стали 45 и подвергают закалке с нагрева ТВЧ. Техпроцесс восстановления коленчатых валов с трещинами заключается в воздушно-дуговой разделке трещин с последующей заваркой образовавшейся канавки.
Для разделки трещин применяют электроды типа Э-50А (УОНИ-13/55) диаметром 4…5 мм. Разделку осуществляют воздушно-дуговым резаком с питанием дуги преобразователем постоянного тока ПСО-500.
Установлены оптимальные режимы разделки трещин длиной до 50 мм и глубиной до 12 мм: диаметр электрода 5 мм; сила тока 210…230 А, напряжение дуги 35…40 В, давление воздуха 300…400 КПа, скорость 100… 150 мм/мин. После разделки образуется канавка v-об-разной формы шириной 12…14 мм и глубиной 6…15 мм.
Для разделки более коротких и менее глубоких трещин следует применять электроды диаметром 4 мм.
Заваривают разделанные трещины вручную электродами УОНИ-13/55 диаметром 3…5 мм. Электроды меньшего диаметра применяют для заварки канавок глубиной до 5 мм и подварки корня шва в месте выхода разделки в полость масляного канала. Чтобы избежать загрязнения металла шлаком в начале и в конце шва, возбуждение дуги рекомендуется осуществлять на приставленной к этим участкам стальной пластине.
В случае использования полуавтоматической сварки в среде углекислого газа применяют проволоку Св-08Г2С или Нп-18ХГСА диаметром 1,2 мм. Режим сварки: сварочный ток 140…160 А, напряжение дуги 21 …24 В, расстояние от торца мундштука до изделия 8… 18 мм, вылет электрода 7 мм, скорость 40…45 м/ч.
Во время заварки канавки слой наплавленного металла должен быть выше поверхности шеек на 0,5… 1,0 мм. Это обеспечивает высокое качество заполнения канавки металла и позволяет производить последующую наплавку шеек без снятия наваренного слоя.
Исследования восстановленных валов показали, что усталостная прочность коленчатых валов с заваренными трещинами и восстановленных без них практически одинаковы. После воздушно-дуговой разделки по периметру сечения канавки образуется закаленный слой толщиной более 0,1 мм. Твердость зоны термического влияния плавно изменяется от 46 HRC3 до 23 HRC3. Твердость сердцевины 22 HRC3. После разделки трещин длиной 34…55 мм биение шеек увеличивается на 11…23 %. Твердость наплавленного металла в зоне канавки составляет НВ 180…220. Структура металла шва — пластинчатый сорбитообразный перлит. В зоне термического влияния наблюдается феррит в виде сетки по границам крупных зерен перлита.
Твердость металла, наплавленного проволокой Св-08Г2С, составляет около НВ 200; при наплавке проволокой Нп-18ХГСА твердость металла повышается до НВ 250…300. Структура металла, наплавленного проволокой Св-08Г2С,— сорбитообразный перлит, проволокой Нп-18ХГСА — сорбит.
Биение шеек после заварки трещин увеличивается в 2…3 раза. Поэтому рекомендуется при заварке канавки устанавливать сталбные распорки, ограничивающие деформацию детали.
Установлено, что коленчатые валы существенно можно упрочнить закалкой щек. Этот способ основан на использовании явления остановки роста усталостных трещин на границе раздела структур. Трещины, распространяющиеся под действием растягивающего напряжения, затормаживаются или останавливаются, встречая поле напряжений обратного знака — напряжение сжатия. Такой же результат можно получить созданием около трещины или в месте ее возможного зарождения зон остаточных напряжений сжатия с последовательно изменяющейся степенью сжатия путем деформирования.
Исследована возможность восстановления коленчатых валов двигателей ЯМЗ-238НБ электроконтактным напеканием порошков. Валы, изготовляемые из стали 50 Г, плохо поддаются свариванию. Экспериментально доказано, что коленчатые валы двигателя ЯМЗ-238НБ могут быть восстановлены электроконтактным напеканием порошкового сплава УС-25. Наплавка осуществляется прокатыванием металлического порошка под давлением между медным роликом и изношенной поверхностью детали, который нагревается до температуры спекания (0,6…0,9 температуры плавления) и формируется в слой благодаря спеканию зерен порошка с одновременным его припеканием к поверхности детали. Слой порошка и поверхность детали нагреваются благодаря выделению тепла при прохождении электрического тока.
Режим обработки: напряжение 0,7…1,2 В, сила тока 2500…3500 А/см, скорость напекания 0,17…0,25 м/мин. Прочность спекания слоя с деталью 150…250 МПа, зона термического влияния до 0,6 мм. Наплавленный слой порошка имеет высокую микротвердость — от 6000 до 10 000 МПа.
Разработана и внедрена технология восстановления коленчатых валов двигателей автомобилей ГАЗ-52 и ГАЭ-53 напеканием металлического порошка. Сущность способа заключается в спекании порошка в слой и при-пекании его к металлу шейки при прокатке между медным электродом. Плоская форма электродов позволяет получать спекаемый слой толщиной 1,5…1,7 мм, что достаточно для восстановления предельно изношенных валов до номинального размера. Температура спекания металлического порошка 1000…1200 °С, что значительно ниже температуры плавления. В результате значительно снижается термическое влияние на металл. Прочность сцепления слоя с основным металлом составляет 150… 300 МПа, что в 10…20 раз выше, чем при высокотемпературном напылении.
Присадочный материал для восстановления шеек коленчатых валов — цементированный железный порошок с содержанием углерода 0,8… 1,2 %. Порошок в виде пакетов в полиэтиленовой оболочке накладывают на восстанавливаемые шейки, зажимают последние между электродами, затем включают вращение и силовой трансформатор. Сила тока 3000…4000 А/см для стальных и 2500…3000 А/см для чугунных коленчатых валов. Время напекания одной шейки 40…80 с.
После напекания порошка шейки смазывают автолом или индустриальным маслом для пропитки слоя и шлифуют. Нанесенный слой имеет сравнительно невысокую твердость 22…32 HRC3 с высокой пористостью—15… 22%, что обеспечивает износостойкость восстановленных валов не ниже новых. Усталостная прочность снижается незначительно — на 7…9% по сравнению с новыми коленвалами.
Проведены изыскания рациональных режимов желез-нения этих деталей. Установлена целесообразность наращивания при вращении коленчатого вала в электролите. По данным Башкирского сельскохозяйственного .института, усталостная прочность стальных коленчатых валов автомобилей типа ГАЗ, восстановленных желез-нением с вращением, выше на 40%, чем валов, восстановленных без вращения. Прочность сцепления повысилась на 15…18%, а микротвердость покрытия — на 36%.
Разработаны, опробированы и внедряются технология и оборудование для восстановления шеек коленчатых валов интенсифицированным электролитическим хромированием.
Технология восстановления автотракторных коленчатых валов проточным хромированием «возвратно-струйным способом» в саморегулирующемся холодном электролите включает следующие операции:
1. Заделка масляных отверстий пробками.
2. Электрохимическое обезжиривание.
3. Промывка вала в проточной холодной и горячей воде.
4. Монтаж коленчатого вала в анодный узел установки.
5. Промывка вала в холодной воде в течение 15 с.
6. Анодное травление в течение 60 с в 50%-ных растворах серной и ортофосфорной кислот в соотношении 1 : 1. Режим электролиза: Da=90…100 А/м2, £зл = 20… 25 °С. Операция выполняется для стальных валов.
7. Промывка вала холодной водой.
8. Декапирование (травление) в рабочем электролите для стальных валов: Z?a = 80…90 А/м2 в течение 60 с, чугунных— соответственно 100…120 А/м2 и 90 с.
9. Хромирование в электролите, г/л; Сг03 400; CoS04 • 7Н20 20; СаСОз 60; скорость движения электролита 1,2…1,4 м/с, температура электролита 18…25°С, £>а= 100…160 А/м2. Анодно-катодное расстояние 1,2Х X Ю-3…1,8Х Ю-3 м.
10. Выдержка детали между операциями 5, 6, 7 и 10 для стекания и сбора рабочих растворов.
11. Демонтаж коленчатого вала и промывка горячей водой.
12. Снятие пробок и продувка масляных каналов.
13. Шлифование шатунных и коренных шеек коленчатого вала до ближайшего ремонтного размера.
14. Доводка шеек коленчатого вала.
Эксплуатационные испытания восстановленных проточным хромированием (на опытно-промышленной установке ОГ-9Ю1) коленчатых валов двигателей ЭИЛ-130 показали, что межремонтный ресурс этих валов составляет более 80 % от новых деталей. Экономический эффект в сравнении с наплавкой под флюсом пли электролитическим железнением на программу 1000 шт. составляет соответственно 15,92 и 9,6 тыс. руб.
Металлоплакирующая смазка для коренных и шатунных шеек валов, восстанавливаемых пластическим деформированием, обеспечивает покрытие восстанавливаемых участков антифрикционным слоем на основе меди. Стендовые испытания восстановленных с применением этой смазки валов показали, что время приработки пары трения коленчатый вал — вкладыш уменьшается в 1,5, а нагрузка заедания увеличивается в 1,8 раза. Усталостная прочность коленчатых валов находится на уровне новых.
Перспективна разработка следующих технологических процессов и оборудования для восстановления коленчатых валов:
1) наплавка с сопутствующим подогревом шеек низкоуглеродистыми легирующими проволоками с последующим термодиффузионным насыщением восстанавливаемых поверхностей такими элементами, как углерод, азот, бор с нагрева ТВЧ (высокочастотная газовая цементация и нитроцементация и т. д.);
2) разработка эффективного способа получения в процессе наращивания износившегося металла адгезионных пленок для повышения износостойкости трущихся пар шейки — вкладыш на основе явления избирательного переноса.
Восстановление чугунных коленчатых валов. Коленчатые валы двигателей 3M3-53A, ЗМЗ-24, СМД-14 и некоторых других изготавливают из высокопрочного чугуна (с шаровидным графитом). Затраты на производство литых чугунных коленчатых валов в 2,0…2,5 раза ниже штампованных. Однако восстановление их значительно сложнее, чем стальных. Процесс наплавки чугунных деталей из-за высокого содержания углерода в ванне сопровождается обильным образованием окиси углерода, которая не успевает выделиться и при затвердевании шва вызывает поры. Вследствие сравнительно высокой скорости охлаждения в металле шва кристаллизуются прослойки ледебурита, а структуры в околошовной зоне закалки получаются хрупкие, твердые и напряженные. Шаровидная форма графита обеспечивает значительное повышение прочности и пластичности чугуна. Относительное удлинение чугуна при растяжении практически равно нулю. Если у ковкого чугуна оно находится в пределах 2…20%, то у белого — всего 0,2%.
Неравномерный нагрев и охлаждение шеек коленчатых валов из-за особенностей геометрической формы детали приводит к образованию значительных внутренних напряжений, вызывающих появление трещин. Этому явлению способствует и свойство чугунов мгновенно переходить из жидкого состояния в твердое, минуя пластическое, а также сложный химический состав чугунов. Основные компоненты чугунов — железо, углерод и кремний. Кроме того, они содержат марганец, фосфор, хром и некоторые другие элементы, в сильной мере влияющие на графитизацию углерода и образование горячих и холодных трещин при сварке.
Применяющиеся в настоящее время способы восстановления чугунных коленчатых валов основаны на наращивании износившегося слоя с одновременным обезуглероживанием металла околошовной зоны и получении наплавленного стального слоя с содержанием углерода 0,3…0,8%. Это достигается наплавкой по расплавляемой оболочке из малоуглеродистой стали, наплавкой с присадкой в сварочную ванну дополнительного металла в виде присадочной проволоки (Св.0,8А) или малоуглеродистого порошка или выжиганием углерода в сварочной ванне за счет наплавки в водокислородной среде.
Широко используется наплавка чугунных коленчатых валов электродной проволокой Св-15ГСТЮЦА, содержащей элементы, интенсивно способствующие графитиза-Ции и измельчению структуры и затрудняющие образование ледебуритно-мартенситных структур и появление пор.
Для снижения пористости наплавленного металла в него следует вводить раскислители (титан, алюминий, кремний и марганец, восстанавливающие углерод); наплавку вести с малой глубиной проплавления чугуна и получить наплавленный металл с мартенситнои структурой и твердостью до 61…63 HRC3.
Существующие способы наплавки шеек чугунных коленчатых валов обеспечивают восстановленным деталям износостойкость на уровне новых. Усталостные разрушения восстановленных чугунных коленчатых валов начинаются не с поверхности, как у новых деталей, а под наплавленным слоем в зоне образования структур отбела и закалки. Для устранения причин снижения сопротивления усталости следует проводить термическую обработку наплавленных деталей: нагрев до 850…900 °С, выдержка при этой температуре в течение 10… 15 мин с последующим охлаждением на воздухе до 600…650 °С и дальнейшим охлаждением в воде. При нагреве сначала проходит аустенизация, включающая а —у — превращение, растворение в аустените графита и перлитного цементита. После аустенизации структура чугуна состоит из аустенита и графита. В случае охлаждения на воздухе идет перлитный распад аустенита и вся матрица приобретает перлитную или сорбитную структуру.
После такой термообработки устраняются структуры отбела и закалки, а на поверхности вследствие различной усадки стального наплавленного слоя и чугунной сердцевины создаются напряжения сжатия.
Доказана целесообразность восстановления чугунных коленчатых валов наплавкой на большую толщину, чем это необходимо для компенсации износившегося слоя, шейки шлифовать на 1,5 мм ниже последнего ремонтного размера и затем наплавлять их до номинального размера (толщина слоя 3,0…3,5 мм вместо 1,5…2,0 мм). Усталостная прочность валов, восстановленных таким образом, повышается, так как зона образования хрупких, непластичных структур отбела и закалки смещается в глубь детали, в область меньших напряжений.
Разработан способ восстановления коленчатых валов автоматической дуговой наплавкой с осцилляцией плавящегося электрода, а также введением специальной порошковой присадки, позволяющей получить на поверхности изношенных шеек слой графитизированной стали. Последняя обладает высокой циклической вязкостью, низким коэффициентом трения и хорошей работоспособностью в паре со вкладышем. Состав порошковой присадки, содержащий повышенное количество углерода, обеспечивает в наплавленном слое получение структурно-свободного графита. На поверхности вала формируется слой из синтетического чугуна, близкий по своим свойствам материалу основы. Предупреждению трещин и отбела в наплавленном металле способствует замедленное охлаждение наплавленного вала.
После поверхностно-пластического упрочнения галтелей усталостная прочность коленчатых валов повысилась на 15… 19 % и составила 80…84 % от уровня усталостной прочности новых.
Нами обследовано более 200 изломанных коленчатых валов, поступивших в ремонт двигателей 3M3-53 и установлено, что очаги зарождения усталостных трещин находятся у галтели, с которой начинается наплавка. Валы восстанавливались вибродуговой наплавкой самозащитной проволокой Св-15ГСТЮЦА диаметром 1,6 мм методом круговой наплавки от галтели к галтели. Зародившись у галтели иа некоторой глубине трещина выходила на поверхность галтели, разрасталась, переходила на щеку и выходила через нее на галтель соседней шейки. Вал окончательно выходил из строя после достижения усталостной трещины некоторой величины и проникновения примерно наполовину толщины щеки.
Эти данные свидетельствуют о том, что зарождение трещин при наплавке коленчатых валов происходит в момент затвердевания металла и связано с технологической прочностью. Этот вид разрушений обусловлен развитием растягивающих напряжений в процессе охлаждения сварного шва, под воздействием которых наплавленный металл подвергается пластической деформации. Механизм образования трещин по галтели можно представить следующим образом. При наложении первого кругового валика происходит охлаждение его с высокой скоростью, так как наплавляемый металл накладывается в зоне с интенсивным отводом тепла — в угловом шве, примыкающем к массивной щеке противовеса. Процесс формирования шва происходит при небольшом объеме жидкой фазы. Металл шва имеет невысокую пластичность, так как частицы твердой фазы ограничены в перемещениях. По мере снижения температуры и соотношения объемов твердой и жидких фаз циркуляция жидкости между кристаллитами уменьшается до нуля. Пластичность твердой фазы у чугуна очень низка. Затвердевание переходной зоны шва происходит при более низкой температуре и в условиях нарастания растягивающих напряжений. С дальнейшим понижением температуры из-за низкой пластичности кристаллитов деформация приводит к хрупкому межкристаллическому разрушению.
Вероятность разрушения определяется темпом нарастания напряжений величины ба/бг, который зависит от следующих факторов:
1. Состава, размеров и формы кристаллитов. С увеличением размеров кристаллитов и повышением концентрации твердых растворов величины дв/бт возрастает.
2. Жесткости сварных соединений и погонной энергии при сварке. Увеличение жесткости повышает величину бо/бг, а увеличение погонной энергии или уменьшение скорости охлаждения понижает ее.
В связи с указанным наиболее эффективным технологическим приемом повышения усталостной прочности восстанавливаемых чугунных коленчатых валов является предварительный подогрев. Измельчение первичной структуры и изменение характера первичной кристаллизации подавлением столбчатой структуры также способствует повышению стойкости металла против образования горячих трещин. Наклеп менее эффективен по сравнению с введением модификаторов через электродную проволоку, флюс или покрытие, так как он распространяется на сравнительно малую глубину.
Таким образом, рациональный технологический процесс восстановления чугунных коленчатых валов должен включать операции предварительного или сопутствующего подогрева перед наплавкой, наплавку с небольшой глубиной проплавления чугуна электродной проволокой с небольшим содержанием углерода и легированной с элементами-модификаторами небольшого сечения, проведение термической обработки (нормализации) деталей непосредственно после наплавки для разложения хрупких структур, упрочнение галтелей пластической деформацией. Представляет большой практический интерес поверхностная закалка после наплавки шеек токами высокой частоты и электромеханическое упрочнение.
В отличие от рассмотренных способов восстановление чугунных коленчатых валов способом широкослойной наплавки с ферромагнитной шихтой позволяет получить в наплавленном металле структурно-свободный графит, что обеспечивает более высокую износостойкость шеек по сравнению со сталью 45. Твердость наплавленного слоя составляет 57…58 HRC3. Термообработку не производят.
При использовании для наплавки электродной проволоки Св-08А диаметром 1,6 мм состав ферромагнитной порошковой шихты должен содержать следующие компоненты (в % по массе): графит серебристый— 10… 14; комплексный модификатор (ферросплав, содержащий магний, кремний, кальций и редкоземельные металлы)— 16…18; алюминиевый порошок — 5…8; плавиковый шпат (мрамор) — 1…5; порошок железа ПЖ-4М — остальное.
Технологический процесс восстановления коленчатого вала 3M3-53 включает следующие операции: очистка, мойка, сушка и дефектация валов; правка валов (при необходимости); центровка и обдирка шеек перед наплавкой; дуговая наплавка шатунных, а также коренных шеек вала с применением ферромагнитной шихты; предварительное шлифование; контроль качества наплавленного металла; зенковка отверстий масляных каналов; чистовое шлифование; исправление торца фланца и других поверхностей; полирование шеек коленчатого вала и промывка масляных каналов; динамическая балансировка; общий контроль и консервация вала.
Перед наплавкой отверстия масляных каналов закрываются графитовыми стержнями или сухим асбестом на глубину 10 мм.
Для наплавочных установок используются аппараты типа А-580М, ОКС-1252М и др. Из немагнитных материалов изготавливаются бункер, дозатор, направляющая трубка.
Для обеспечения колебания плавящегося электрода можно использовать механизм стеклоочистителя автомобиля или специальные колебатели конструкции ИЭС им. Е. О. Патона АН УССР.
Управление и питание колебателя осуществляется при помощи выпрямителя марки ВС-111Б, ВС-5М и др. Расстояние от торца наконечника до поверхности детали устанавливается в пределах 20…25 мм.
Источником питания могут быть генераторы постоянного тока ПСГ-500, ПСУ-500 с жесткой внешней характеристикой или выпрямители ВС-500, ВС-600 и др. Расход порошковой шихты — 45…60 г/мин.
Режимы наплавки коленчатого вала 3M3-53 проволокой Св-08А диаметром 1,6 мм:
Эксплуатационные испытания двигателей с наплавленными валами показали, что износ шеек после пробега автомобиля ГАЭ-53 110 т • км, что в 2,5…3 раза больше пробега по сравнению с двигателями, валы которых были восстановлены наплавкой под флюсом (составил менее 0,02 мм при допустимом износе от 0,102 до 0,170 мм).
Установлено, что на величину деформации чугунных коленчатых валов 3M3-53 оказывает заметное влияние место начала наплавки шеек. Наименьшее укорочение вала было получено при начале наплавки шейки со стороны противовесов в два приема от середины к галтелям. Рекомендуется наплавлять сначала коренные, а затем шатунные шейки. Последовательность наплавки шатунных шеек: 1—3—4—2 (со стороны носка). Для снятия остаточных напряжений коленчатые валы после наплавки подвергать термической обработке: медленный нагрев вместе с печью до 600 °С в течение 3 ч, выдержка при этой температуре 3 ч, охлаждение вместе с печью до 350 °С, охлаждение на воздухе. По имеющимся данным, такая термическая обработка обеспечивает восстановленным коленчатым валам усталостную прочность до первоначального значения.
Восстановление чугунных коленчатых валов электролитическим железнением рекомендуется со следующими режимами электролиза: температура и кислотность смешанного электролита (хлористое.и сернокислое железо — по 200 г/л) 323 °С и рН 0,7…0,8; катодная плотность тока 7 кА/м2; коэффициенты относительной длительности и амплитуды импульсов—10 и 1. Восстановленные валы по износостойкости не уступают новым. С целью обеспечения необходимой усталостной прочности коленчатые валы подвергаются упрочнению галтелей обкаткой роликами.
Восстановление распредвалов. Стальные распределительные валы с износом опорных шеек восстанавливают наплавкой, хромированием, железнением, электромеханической обработкой. Наибольшее распространение находит восстановление опорных шеек распредвалов вибродуговой наплавкой пружинной проволокой II кл. или проволокой Нп-ЗОХГСА с последующей механической обработкой и закалкой ТВЧ. Применяется также наплавка в среде защитных газов, под слоем флюса АН-348А проволокой II кл. с последующей закалкой ТВЧ. Лучшие результаты дает применение порошковой проволоки марки ПП-ЗХ5Г2МО, разработанной Институтом сварки им. Е. О. Патона.
Восстановление изношенных кулачков чаще всего производится комбинированным способом: сначала наплавляется вершина кулачка, а затем весь профиль, так как кулачок изнашивается неравномерно.
Наплавка вершины кулачка производится сормайтом газопламенным способом, а также дуговой ручной сваркой твердосплавными электродами типа Т-590А. Возможна наплавка вершины кулачка под флюсом АН-348А электродными проволоками с перемещением электрода вдоль вершины кулачка. При незначительной разнице в износе вершины кулачка по сравнению с износом цилиндрической поверхности можно наплавлять кулачки без копирующего устройства, но в этом случае устанавливается несколько больший вылет электрода. После наплавки кулачки подвергают предварительной механической обработке, закалке ТВЧ и чистовому шлифованию на копировальных станках. Восстановление -геометрической формы и размеров кулачков, опорных шеек чугунных распредвалов осуществляют различными способами наплавки стальными электродами и только в некоторых случаях — специальными сплавами или порошковыми проволоками ПП-У25Х17Т-0, ПП-ЗХ1Э-0, ПП-1Х14Т-0 и др.
Хорошие результаты получены при наплавке опорных шеек и кулачков проволокой Св-15ГСТЮЦА открытой дугой вибрирующим электродом.
Восстановление клапанов. Разрабатываются и внедряются в практику ремонта следующие способы восстановления изношенных фасок клапанов: пластической деформацией, напылением порошков, а также дуговой наплавкой в среде защитных газов, наплавкой ТВЧ, электроконтактным напеканием порошков.
Восстановление фасок клапанов пластической деформацией может осуществляться по двум схемам: путем внедрения деформирующего инструмента (индентора) в поверхность тарелки сверху или снизу. Пластическая деформация осуществляется вгорячую, на гидравлических прессах (в штампе), нагрев целесообразно производить ТВЧ.
В процессе внедрения индентора в тело головки клапана металл выдавливается в зону фаски, что и обеспечивает компенсацию износа.
Способом пластической деформации можно восстанавливать фаски клапанов, имеющих равномерный износ поверхности, без сколов, трещин и прогаров.
На ресурс двигателей особенно большое влияние оказывает качество механической обработки клапанов и со-прикасаемых с ними деталей. Чтобы обеспечить герметичность сопряжения, погрешность обработки клапанов, седла и направляющей втулки устраняют притиркой фаски клапана к седлу. Притирка клапанов с применением порошков из эльбора по сравнению с притиркой электрокорундом повышает производительность процесса в 5…7 раз и увеличивает износостойкость сопрягаемых деталей на 40 %. Однако при больших отклонениях притирка затруднена и не дает положительных результатов.
Моторостроительные заводы обеспечивают герметичность сопряжения клапан — седло без притирки за счет высокоточной обработки деталей. Чтобы исключить притирку, должно отсутствовать биение фаски клапана, а биение стержня не должно быть больше зазора в сопряжении стержня клапана с отверстием во втулке. Для беспритирочной сборки сопряжения необходимо обеспечить шероховатость поверхностей фасок клапана и седла не более Ra 0,32. Для ускорения приработки следует соблюдать заданный угол конусности поверхностей фасок, отклонение не более 2°.
Технологический процесс механической обработки клапанов должен быть построен так, чтобы шлифование фаски осуществлялось после обработки стержня. Чтобы не допустить биения фаски, необходимо шлифование ее производить с закреплением конца стержня в цанговом зажиме и опорой стержня на призмах в двух плоскостях. Прижим клапана к призмам должен осуществляться, не вызывая прогиба стержня. Усилие прижима необходимо прикладывать к стержню клапана в точках опоры на призмы и строго дозированно.
В ГОСНИТИ разработан способ восстановления фасок клапанов роторным напылением самофлюсующихся порошков. Все существующие схемы напыления имеют низкий коэффициент использования порошка (25…30 %) при нанесении покрытий на такие узлы поверхности, как фаски клапанов. При роторном напылении используется до 90 % напыляемого материала. Сущность способа заключается в следующем. Вращающееся пламя многосопловой горелки сначала разогревает восстанавливаемую поверхность до 500°С. Затем с увеличением скорости вращения горелки под действием центробежной силы из аксиально расположенного бункера в пламя подается порошок, который и наносится на поверхность фаски. После нанесения покрытия происходит оплавление напыленного порошка.
Технологический процесс включает следующие операции: очистку, подготовку, напыление, механическую обработку. Очистка клапанов заключается в снятии с тарелки клапана нагара и мойке от маслянистых загрязнений. Очищенную поверхность фаски подвергают обработке корундовой крошкой для создания шероховатости. Шероховатость поверхности улучшает сцепление покрытия с основным металлом. Напыление производится в ацетиле-но-кислородном пламени порошком типа ПГНХ-80СР-2, СР-3, СР-4. Применение этих материалов обеспечивает высокую износостойкость восстанавливаемых клапанов.
После охлаждения в течение 10…15 мин можно производить механическую обработку — шлифование.
Самофлюсующиеся порошки системы типа Ni-Cr-B-Si являются дефицитным материалом. Поэтому ремонтные предприятия стремятся внедрить другие способы восстановления фасок клапанов автотракторных двигателей. Так, на некоторых заводах внедрено восстановление фасок клапанов электродуговой наплавкой в среде аргона легированной проволокой 05Х19Н5ФЗС2 (ГОСТ 2246—70). Используются типовые электрооборудование и режимы. Технологический процесс включает очистку деталей от нагара и маслянистых загрязнений, наплавку и шлифование восстанавливаемой поверхности.
Качество восстановленных клапанов не уступает новым. В автомобильной и тракторной промышленности при изготовлении клапанов с целью повышения износостойкости применяют наплавку ТВЧ фаски упрочняющими материалами. В этом случае применяют заранее сформированные заготовки. Восстановление изношенных стержней клапанов осуществляется шлифованием под ремонтный размер или металлопокрытиями — хромированием или железнением.
Разработан технологический процесс восстановления стержня клапана пластической деформацией — накатыванием кольцевых канавок с последующим шлифованием стержня в размер.
Восстановление маховиков. Маховики автотракторных двигателей изготавливают из серого чугуна СЧ 18 или СЧ 15. Техническое состояние маховиков оказывает большое влияние на работу двигателя. Маховики крепятся на фланцах коленчатых валов и, обладая большой массой, при нарушении посадки могут вызвать вибрацию двигателя. Торцовая поверхность маховиков, выполняющая функцию поверхности трения в сопряжении с ведомым диском сцепления, влияет на пробуксовку сцепления. На наружной поверхности маховиков устанавливаются зубчатые венцы, служащие для проворачивания коленчатого вала при запуске двигателя стартером.
Наиболее часто встречающимися дефектами маховиков автотракторных двигателей являются: износ базовых поверхностей крепления маховика к коленчатому . валу, износ поверхности трения, повреждения резьбовых отверстий крепления деталей сцепления, повреждения зубьев венца. На поверхностях трения маховиков нередко обнаруживаются трещины. Они возникают вследствие сильного нагрева рабочей поверхности при пробуксовывании ведомого диска сцепления. Трещины могут образовываться и в перемычках между отверстиями крепления маховиков к фланцу коленчатого вала. При наличии трещин маховики выбраковывают.
При износе базовых поверхностей под фланец и зубчатый венец маховики, как правило, не восстанавливают на ремонтных заводах, а выбраковывают. ГОСНИТИ рекомендует восстанавливать эти поверхности газотермическим напылением порошка. Могут применяться порошкообразный алюминид никеля для подслоя и ПГ-ХН80СРЗ — для основного слоя.
Технологический процесс включает следующие операции: подготовка поверхности, напыление подслоя, напыление основного слоя, обработку покрытия. Подготовка поверхности заключается в нарезке рваной резьбы на токарном станке. Напыленный слой обрабатывается шлифованием. Изношенные отверстия крепления маховика восстанавливают развертыванием в сборе с коленчатым валом и постановкой болтов и штифтов ремонтного размера.
Целесообразно восстанавливать такие износы постановкой дополнительных ремонтных деталей — чугунных ступенчатых пробок. Изношенные отверстия рассверливают, увеличивая диаметр отверстия не ниже, чем на 3 мм. Затем в отверстие запрессовывают чугунные пробки, которые обваривают с обеих сторон проволокой ПАНЧ-11 0 1,2 мм. После заварки швы проковывают. Последующая обработка заключается в проточке выступающих сварочных швов и сверлении новых отверстий по кондуктору в установленных пробках.
После такого восстановления в отверстиях образуются тонкостенные чугунные втулки и стальные кольцеобразные пояски, оставшиеся от сварочных швов. Такой способ обеспечивает высокое качество восстановления маховиков.
Восстановление поверхности трения маховиков с износом в виде кольцевых рисок и борозд производят механической обработкой — протачиванием или шлифованием. Необходимо при этом обеспечить высокую чистоту поверхности и исключить биение поверхности.
Изношенные зубчатые венцы спрессовывают и заменяют новыми. Так как зубья венцов имеют, как правило, износ торцов, допускается переворачивание венцов. На-прессовку венцов .целесообразно осуществлять, используя предварительный подогрев. Разработаны установки для нагрева зубчатых венцов перед напрессовкой на маховик с помощью токов промышленной частоты, выполняющих функцию понижающего трансформатора. В роли вторичной ^катушки выступает нагреваемая деталь.
Изношенные резьбовые отверстия в маховиках целесообразно восстанавливать постановкой резьбовых спиральных вставок. Завершающая операция по восстановлению маховиков—балансировка. Маховики — дорого стоящие детали. Внедрение технологии восстановления дает экономический эффект около 5 руб. на один маховик двигателя СМД-14.
Восстановление головок блоков цилиндров. Головки блоков цилиндров отливаются из серого чугуна и алюминиевых сплавов. Неисправностями головок блоков являются трещины в водяной рубашке и в стенках отверстия для шпилек, износ или забитость резьбы в резьбовых отверстиях под свечи, болты крепления патрубка, болты крепления масляного фильтра, коробление плоскости головки, износ клапанных гнезд.
Устранение трещин в водяной рубашке производится сваркой. Заварку трещин в головках из серого чугуна можно произвести вхолодную электродом из монель-ме-талла МНЧ-1 или медно-стальиым электродом ОЗЧ-1 диаметром 3…4 мм дугой постоянного тока 150 А (участками 30 мм, которые сразу же проковываются) или с предварительным подогревом до 600…650 °С. В последнем случае заварка ведется ацетилено-кислородным пламенем чугунными прутками; флюсом служит бура.
Восстановление головок из алюминиевых сплавов производится электродами ОЗА-2 на токе обратной полярности из расчета 35…45 А на 1 мм диаметра электрода.
Во всех случаях рекомендуется предварительный и последующий (после сварки) нагрев изделия при температуре 300 °С. Способы подготовки трещины к сварке и обработка после сварки аналогичны операциям при заварке трещин в блоках цилиндров. Если в отверстии под шпильки крепления есть трещины, его рассверливают со стороны водяной рубашки и развертывают, после чего запрессовывают втулку из стали 20. Отверстие втулки затем развертывают до требуемого диаметра и подвергают головку испытанию на герметичность.
Восстановление изношенной резьбы под свечи производится постановкой ввертыша из стали 30. С этой целью резьбовое отверстие рассверливают, нарезают резьбу, ввертывают ввертыш и развальцовывают со стороны плоскости разъема.
Коробление плоскости разъема более 0,1…0,3 мм обычно устраняется шлифованием или фрезерованием.
Нами разработан технологический процесс и оснастка для восстановления алюминиевых головок блока с износом плоскости разъема способом ремонтных деталей. Восстановлению таким способом подвергаются головки блока с кавитационными разрушениями и с уменьшенным объемом камеры сгорания, т. е. ранее подвергавшиеся фрезерованию. Ремонтная деталь в виде пластины по контуру головок блока изготовляется методом штамповки из алюминиевого листа толщиной 3…3,5 мм. После устранения коробления плоскости разъема ремонтная деталь приваривается к восстанавливаемой поверхности сваркой в среде аргона. Изношенные клапанные гнезда обрабатывают конусными фрезами с последующей притиркой в сборе с клапанами. При большом утопании клапана гнезда восстанавливают путем кольцевания или наплавкой.
Перед запрессовкой ремонтных гнезд клапанов их целесообразно охлаждать в углекислоте или жидком азоте.
При восстановлении клапанных гнезд наибольшую трудность представляет обеспечение концентричности фаски клапанного гнезда от направляющей втулки клапана. Для этого необходимо: механическую обработку клапанных гнезд производить с центрированием инструмента по отверстию во втулке клапана, не допуская больших подач и биения инструмента; использовать плавающие патроны; окончательную обработку фаски осуществлять шлифованием. Хорошие результаты получены при обработке клапанных гнезд планетарными шлифовальными машинками.
Разработан и внедрен новый технологический процесс— алмазное хонингование клапанных гнезд. Такая обработка обеспечивает сокращение продолжительности притирки и увеличивает износостойкость напряжения.
Ремонт гнезд головок цилиндров автотракторных двигателей путем запрессовки колец из легированного чугуна без заварки исследовался Саратовским институтом механизации сельского хозяйства. Проведенные стендовые и эксплуатационные испытания показали надежную работу головок, восстановленных этим способом. Износостойкость восстановленных гнезд из легированного чугуна более чем в 2,5 раза выше износостойкости гнезд из перлитного чугуна. Предложенный институтом метод ремонта гнезд головок нашел широкое применение.
Износ фасок клапанов, работавших в паре со вставными гнездами из легированного чугуна, был в 1,5…2 раза меньше износа фасок, которые работали с гнездами из чугуна СЧ-21 и СЧ-24.
Восстановление картеров сцепления. Особенно большое влияние на долговечность двигателя оказывают износ и погрешности центрирующего отверстия. У картеров сцепления изнашиваются и часто случаются обломы, трещины и повреждения резьбовых отверстий под шпильки крепления коробки передач. С целью обеспечения соосности картер сцепления и гнезда коренных подшипников растачиваются в сборе.
При сборке двигателей часто бывают случаи большой несоосности центрирующего отверстия в картере сцепления и гнезд коренных подшипников, из-за чего усиливаются износы подшипников, деталей сцепления и деталей коробки передач.
Поэтому рекомендуется строго контролировать износы центрирующего отверстия в картере сцепления; при наличии сверхдопустимых износов восстанавливать местным железнением или гильзованием; при сборке двигателя контролировать соосность гнезда коренных подшипников и центрирующего отверстия в картере сцепления и биение по задней плоскости; при несоблюдении требований технических условий отдавать картер сцепления на восстановление; растачивание отверстия и торцовку задней плоскости картера сцепления производить в сборе с блоком цилиндров.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Способы восстановления деталей двигателей"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы