Строй-Техника.ру
Строительные машины и оборудование, справочник
Станок С-146А предназначен для гибки арматурной стали класса A-I диаметром до 40 мм. На станке могут изгибаться все основные элементы арматуры: концевые крючки, утки любых углов, утки с крючками, хомуты всевозможных форм. Основными элементами, при помощи которых осуществляется гибка арматурной стали, являются пальцы.
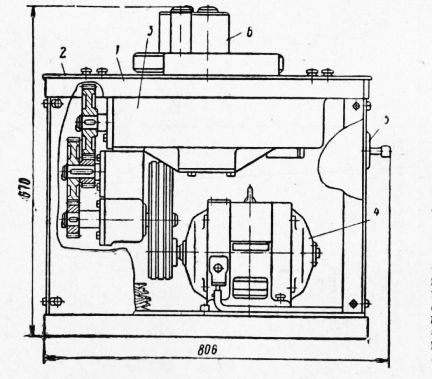
Рис. 1. Станок С-146А для гибки арматурных стержней
1 — рама; 2 — верхняя плита редуктора; 3 — редуктор; 4 — электродвигатель; 5 — пусковая аппаратура; 6 – приспособления для гибки
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
На рис. 2 показана схема гибки прутка, установленного между тремя пальцами. Палец вставлен в одно из трех отверстий планки, укрепленной на столе станка, а палец в одно из четырех отверстий рабочего диска. Палец вставлен в отверстие рабочего вала станка. Для получения определенного радиуса изгиба на палец надета сменная втулка диаметром, соответствующим радиусу изгиба.
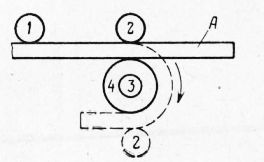
Рис. 2. Схема гибки прутка
При вращении рабочего диска палец огибает пруток А вокруг втулки, надетой на палец, до требуемого угла загиба. После этого рабочий диск вращается в обратном-направлении до тех пор, пока палец не придет в исходное положение.
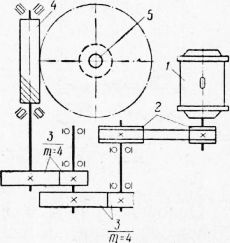
Рис. 3. Кинематическая схема станка С-146А
1 — электродвигатель; 2 — клиноремен-ная передача; 3 — шестерни; 4 — червяк; 5—-рабочий вал
Рабочий диск станка, на котором выполняют гибку арматуры, вращается от электродвигателя через клино-ременную передачу и редуктор.
Кинематическая схема станка С-146А приведена на рис. 3.
Станок С-564 (СГА-70) предназначен для гибки стержневой арматуры диаметром до 60 мм класса A-II и диаметром до 70 мм класса A-I.
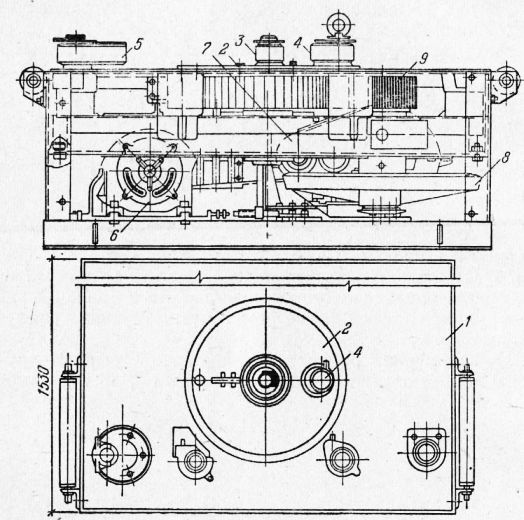
Рис. 4. Станок С-564 для гибки стержневой арматуры
1 — стол; 2 — вращающийся диск; 3—5 —сменные ролики; 6 — электродвигатель; 7 — редуктор; 8, 9 — зубчатые колеса
Основным рабочим органом станка является вращающийся диск, при помощи которого происходит гибка арматуры.
Диск закреплен на оси, на верхний конец которой надеваются сменные ролики различного диаметра, в зависимости от диаметра изгибаемой арматуры.
На корпусе станка по обе стороны стола закреплены опоры с отверстиями для установки в них оси с опорным роликом.
Требуемый угол загиба устанавливается по механизму отсчета.
Привод станка осуществляется от электродвигателя через редуктор и две пары зубчатых колес.
Все узлы станка смонтированы на опорной раме.
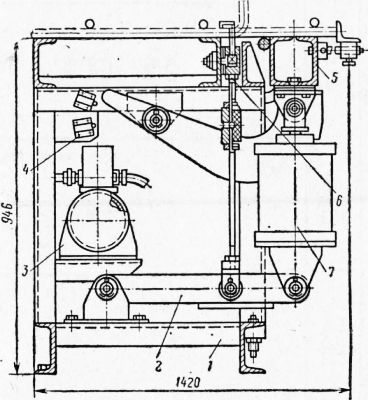
Рис. 5. Станок 7251А для гибки арматурных сеток
1 — рама; 2— рычаги со стяжками; 3 — коллектор с электропневмопереключателями; 4 — концевые выключатели; 5—гибочная балка; 6 — траверса с крючками; 7 — пнев-моцилиндры
Принцип работы станков С-565 (СГА-90), СМ-3007 и Гипрооргсельстроя аналогичен ранее рассмотренным станкам С-564 (СГА-70) и С-146А и отличается от них мощностью привода.
Станок 7251А предназначен для гибки сеток. Он имеет пневматический привод.
Станок состоит из двух секций — основной и дополнительной. Основная секция имеет сопряженную единицу регулировки угла загиба, пусковую электроаппаратуру и переносный пульт управления. Основная секция позволяет гнуть сетки шириной до 3200 мм. Сочетание основной секции с одной, двумя или тремя дополнительными позволяет гнуть сетки шириной соответственно 6,9 и 12 м. Изгиб сеток выполняют по продольным и поперечным стержням.
Для получения различных радиусов изгиба сетки гибочную балку перемещают на поворотных рычагах, изменяя расстояние от условной линии гиба (линия расположения крючков) до рабочей поверхности гибочной балки. Крючки для зажима сетки устанавливают в зависимости от расстояния между изгибаемыми стержнями сетки. Управляют станком от кнопочного пульта или ножной педалью.
—
Станки для гибки позволяют механизировать весьма трудоемкий и тяжелый процесс.
В зависимости от диаметра стержней гнутье арматуры осуществляют на ручных или приводных станках. При диаметре стержней до 12 мм используют станки с ручным управлением НЗ-4, а для стержней диаметром более 12 мм — приводные универсальные станки.
Применяют несколько типов станков для гибки стержневой арматуры диаметром до 90 мм: СМЖ-173А (С-146Б), С-564 (СГА-70), СМЖ-179 (СГА-90). При малых объемах работ для гибки легкой и средней арматуры используются ручные станки С-79.
К станкам для гибки относятся также специальные станки для гибки сварных сеток СМ-516А, СМЖ-353А, ПО-725 и др.; станки для навивки спиралей, для гибки подъемных петель и др.
Рабочим органом, производящим гибку арматуры во всех станках, является вращающийся в горизонтальной плоскости диск, насаженный на вертикальный вал. В комплект станков входят сменные детали и приспособления, служащие для выполнения дополнительных операций. Гибка арматуры малых диаметров производится одновременно по нескольку стержней. На станках, имеющих несколько скоростей вращения, перед гибкой в зависимости от диаметра арматуры должна быть произведена соответствующая настройка на требуемое число оборотов.
Выпускаемые станки для гибки арматуры могут быть разделены на две группы: для арматурной стали диаметром до 40 мм и для стали диаметром от 40 до 90 мм. Гибка стержней производится рабочим диском с помощью трех цилиндрических роликов-пальцев: упорного, центрального и изгибающего. Изгибаемый арматурный стержень располагается на столе станка в горизонтальной плоскости. При вращении гибочного диска закрепленный на нем ролик изгибает стержень. После загиба на требуемый угол станок реверсируется и диск с изгибающим роликом возвращается в исходное положение, освобождая пруток.
Станок для гибки СМЖ-173А (С-146Б) является основным станком для гибки арматуры диаметром до 40 мм, широко применяющимся в арматурных цехах и на строительстве. В нем жесткое соединение вала электродвигателя с валом промежуточной передачи заменено клино-ременной передачей. Частота вращения рабочего диска регулируется сменными шестернями.
Рис. 6. Станок СМЖ-173A:
1 — верхняя плита редуктора; 2 — рама; 3 — редуктор; 4 — приспособление для гибки; 5 — пусковая аппаратура; 6 — электродвигатель
Рабочий диск станка имеет одно центральное и четыре расположенных на различных расстояниях от центра отверстия для помещения в них центровки и изгибающих роликов, набор которых поставляется комплектно со станком.
Электродвигатель привода помещен в нижней части корпуса. Пуск и реверсирование станка осуществляются специальным пакетным переключателем, смонтированным на передней стенке станка.
Станок С-564 (СГХ-70) предназначен для гибки стержней арматуры диаметром до 60 мм класса A-11 и диаметром до 70 мм класса A-I. Основным рабочим органом станка является вращающийся диск, при помощи которого происходит гибка арматуры. Диск закреплен на оси, на верхний конец которой надеваются сменные ролики различного диаметра в зависимости от диаметра изгибаемой арматуры. На корпусе станка по обе стороны стола закреплены опоры с отверстиями для установки в них оси с опорным роликом. Требуемый угол загиба устанавливается по механизму отсчета. Привод станка осуществляется от электродвигателя через редуктор и две пары зубчатых колес. Все узлы станка смонтированы на опорной раме.
Станок СМЖ-179 (CIA-90) относится к мощным гибочным станкам и состоит из: станины, механизма отсчета угла поворота стола, автоматического останова и механизма реверсирования поворота стола, электродвигателя и электрооборудования управления. Он предназначен для гибки арматуры диаметром до 90 мм.
Рабочим органом станка является вращающийся диск-шестерня, при вращении которого и происходит гибка арматуры. Диск-шестерня закреплен на оси, на верхний конец которой устанавливаются сменные ролики различного диаметра соответственно диаметру изгибаемой арматуры. Привод диска-шестерни осуществляется от электродвигателя через цилиндрический редуктор, коническую пару и цилиндрическую; пару прямозубчатых колес. Станок может работать автоматически после настройки его на требуемый угол загиба, установки изгибаемого стержня и нажатия кнопки «пуск». При этом двигатель вращает стол до тех пор, пока механизм отсчета угла загиба не разомкнет контакты выключателя, после чего вращение стола прекращается и двигатель отключается.
Автомат АУП-18 для гибки петель Чебоксарского филиала СКТБ «Стройиндустрия» предназначен для гибки треугольных петель серии 3.400-7 и работает совестно с электросварочной машиной мощностью 150 кВт. Заготовленные на правильно-отрезных автоматах стержни определенной длины закладывают в бункер, из которого они автоматически поштучно подаются в механизм ориентации заготовки относительно центрального угла гибки.
Далее происходит гибка петли и место сварки оказывается в зоне электродов точечной машины. Происходят сварка и сбрасывание готовой петли в бункер.
Рис. 7. Станок С-564:
1 — стол; 2 — вращающийся диск; 3—5 — сменные ролики; 6 — электродвигатель; 7 — редуктор; 8, 9 — зубчатые колеса
Таблица 1
Технические характеристики гибочных станков
Станок СМЖ-353А обеспечивает гибку сеток гибочной траверсой, приводимой в действие пневмоцилиндрами. Станок состоит из секций, обеспечивающих гибку сетки длиной 3 м. Дня сетки 6 и 9 м требуются соответственно 2 и 3 секции. В каждую секцию входит рама, на которой установлена гибочная траверса с поворотными рычагами, пмевмоцилиндры, коллектор сжатого воздуха и аппарат управления. Сетка укладывается на рабочий стол до упора в передвижные ограничители и захватывается прижимными крючками. После пуска воздуха цилиндры происходят поворот траверсы и изгиб сетки. Угол изгиба регулируется настройкой специального механизма. На станке можно изгибать сетки по прямоугольному или трапецеидальному контуру путем последовательных загибов ее.
Станок (пресс) ПО-725 для гибки тяжелых сеток состоит из массивной станины, гибочной поворотной траверсы, системы дорнов, вокруг которых происходит гибка сетки, насосной станции высокого давления, гидросистемы, электрооборудования и пульта управления.
Рис. 8. Станок СМЖ-353А:
1 — рама; 2 — рычаги со стяжками; 3 — коллектор с электропневмопереключателями; 4 — концевые выключатели; 5 — гибочная балка; 6 — траверса с крючками; 7 — пневмоцилиндры
Гибка производится в такой последовательности. Сетку тельфером подают к станку и продольные стержни в месте изгиба заводят под дорны. Затем устанавливают требуемый угол гибки и нажимают кнопку «пуск». Срабатывает гидравлический золотник, подающий масло в гидроцилиндры траверсы и происходит процесс гибки сетки. После загиба ее на заданный угол золотник автоматически переключает систему на возврат траверсы в исходное положение и процесс заканчивается.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Станки для гибки стержней арматурной стали и сварных сеток"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы