Строй-Техника.ру
Строительные машины и оборудование, справочник
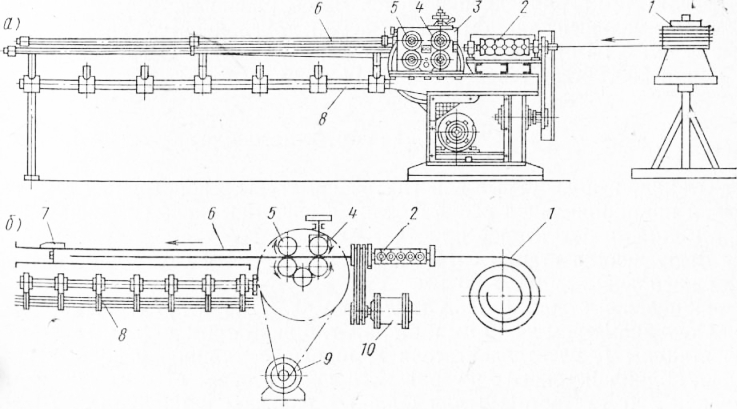
Для правки, очистки и резки гладкой арматурной стали диаметром 3—8 мм применяют автоматические правильно-отрезные станки АН-8-2, а для арматуры диаметром до 14 мм — станки АН-14. Обе модели сконструированы по одинаковой схеме и отличаются габаритными размерами и устройством механизма, направляющего проволоку.
Автоматический станок АН-8-2 подачи и резки проволоки, электродвигателей приводов соответственно рабочей коробки и правйльного барабана, приемного устройства с упором конечного выключателя.
Правильный барабан имеет пять радиальных отверстий со стальными плашками кубической формы, через сквозные отверстия которых пропускается подлежащая правке арматурная проволока. Помимо правки, плашки очищают проволоку от окалины и коррозии. Непрерывно вращающиеся тянущие ролики механизма подачи протаскивают через него и механизм резки проволоку, разматываемую с вертушки.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Механизм резки проволоки имеет две находящиеся в постоянном зацеплении шестерни, на зубчатой поверхности которых сделаны кольцевые выточки для пропуска проволоки, и по три зуба для ее резки.
Попадая в приемное устройство, проволока продвигается до упора в рычаг конечного выключателя и поворачивает его. При повороте рычага замыкается цепь электрического тока, питающего электромагнит механизма резки, в результате чего включается муфта режущих шестерен. Эти шестерни начинают вращаться и отрезают стержень, который автоматически выбрасывается в короб 8, размещенный под приемным устройством. Перестановкой упора достигается настройка станка на резку арматуры необходимой длины (от 470 до 6000 мм у станка АН-8—2 и от 314 до 7000 мм у станка АН-14).
Для правки и резки арматуры периодического профиля применяют станки СМ-758 и СМ-759А. Диаметр обрабатываемой арматуры от 3 до 16 мм, длина нарезных прутков от 160 до 8000 мм, скорость подачи — до 50 м/мин. В цехах, не оборудованных автоматами, применяются приводные отрезные станки С-150А с кривошипно-шатунным механизмом и С-445 с гидравлическим механизмом резки.
Приводной отрезной станок С-150А состоит из опорной рамы, станины, электродвигателя, шестеренчатого механизма привода, маховика и кривошипно-шатунного механизма резки с двумя ножами — подвижным и неподвижным.
Неподвижный нож закреплен на станине станка, а подвижной — на ползуне кривошипно-шатунного механизма. При вращении кривошипа шатун заставляет ползун, а вместе с ним и подвижной нож совершать возвратно-поступательные движения и резать арматурную сталь, закладываемую между ножами.
Усилия, необходимые для резки, создаются главным образом в результате инерции вращающейся массы маховика.
Максимальный диаметр разрезаемой круглой арматурной стали марки Ст. 3 на станке С-150А — 40 мм, а на станке С-445 — 70 мм, а марки 30ХГ2С — соответственно 14 и 32 мм.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Станки для правки и резки арматуры"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы