Строй-Техника.ру
Строительные машины и оборудование, справочник
Установка на блок цилиндров картера сцепления. Биение отверстия картера сцепления относительно оси постелей крайних коренных подшипников блока цилиндров допускается не более 0,1 мм. Болты крепления картера сц«пления к блоку цилиндров должны быть затянуты моментом 5,5—7,0 кгс-м.
Подбор комплектов гильз и поршней, устанавливаемых на двигатель, и установка гкпьз в блок цилиндров. Комплект для одного блока цилиндров должен состоять из гильз одноименного размера (в миллиметрах).
Уплотнительные кольца должны быть установлены в проточки гильз без скручивания. Перед установкой гильз в блок уплотнительные кольца должны быть смазаны маслом, применяемым для смазки двигателя. Клеймо размерной группы при установке гильзы в блок цилиндров должно быть расположено со стороны наружной боковой поверхности блока.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Поршни должны быть подобраны к гильзам по одноименным размерным группам согласно табл. 54. Перед подбором поршни и гильзы должны быть тщательно протерты. В сопряжении гильза — поршень в пределах одной размерной группы должен обеспечиваться зазор 0,03—0,05 мм для поршней 130-1004015 и 0,05—0,07 мм для поршней 130-1004015-A3.
Зазор проверяется протягиванием ленты-щупа длиной 200 мм, шириной 10—13 мм и толщиной 0,08 мм между стенкой гильзы и юбкой поршня по всей длине юбки со стороны, противоположной прорези поршня. Усилие, необходимое для протягивания ленты-щупа, должно быть при подборе поршней 130-1004015 равно 3,5—4,5 кгс при неподвижном поршне. Усилие для протаскивания ленты-шунта при подборе поршней 130-1004015-A3 должно быть 2,0—3,5 кгс. Проверку производить при температуре (20 + 3)°С. При проверке следует учитывать, что данное усилие соответствует нормальному зазору в случае, когда размеры и Шероховатость сопрягаемых поверхностей соответствуют требованиям рабочих чертежей Указанную проверку зазора допускается производить выборочно. Допускается производить подбор поршней из соседних размерных групп.
Сборка коленчатого вала с маховиком и сцеплением. Масляные каналы и полости коленчатого вала должны быть очищены, их пробки должны быть затянуты моментом 3 кгс-м.
Гайки болтов крепления маховика должны быть затянуты равномерно крест-накрест моментом 14—15 кгс-м. Маховик должен плотно прилегать к фланцу коленчатого вала: щуп 0,05 мм не должен проходить.
Ведомый диск сцепления перед креплением сцепления на маховике должен быть сцентрирован относительно оси коленчатого вала. Диск следует центрировать на шлицевой оправке при опоре на подшипник переднего конца коленчатого вала.
Болты крепления кожуха сцепления к маховику должны быть затянуты моментом 3—4 кгс-м.
Подбор шатунных подшипников и шатунов. Шатуны, входящие в комплект на двигатель, должны быть подобраны по массе нижней и верхней головок. Разница в массе нижних головок одного комплекта должна быть не более 6 г; то же для верхних головок. Допускается подбор шатунов по их полной массе. При этом разница в массе шатунов одного комплекта не должна превышать 16 г. Подгонка по массе производится путем снятия металла с бобышек на крышке и головке шатуна.
Размеры вкладышей шатунных подшипников должны соответствовать размеру шатунных шеек (табл. 55). Шатуны должны быть установлены на шейки коленчатого вала так, чтобы бобышки на шатуне и крышке шатуна были направлены: для шатунов, устанавливаемых на левую группу цилиндров (если смотреть со стороны маховика), в сторону передней коренной шейки вала; для шатунов, устанавливаемых на правую группу цилиндров,— в противоположную сторону. Диаметральный зазор между шатунными шейками коленчатого вала и вкладышами должен быть 0,032—0,076.
Проверку зазора производить калиброванной пластинкой из латунной фольги длиной 25 мм, шириной 12,5 мм и толщиной 0,07 мм в следующем порядке:
— установить пластинку, смазанную маслом, между вкладышем и шейкой коленчатого вала вдоль шейки;
— затянуть гайки болтов шатуна моментом 7—8 кгс-м (для бесшплинтового соединения момент затяжки 5,6—6,2 кгс-м);
— проверить рукой усилие, необходимое для проворачивания шатуна относительно коленчатого вала.
Зазор считается нормальным, если шатун проворачивается туго или совсем не проворачивается (при условии, что до постановки пластинки он проворачивается свободно). Указанную проверку допускается производить выборочно.
Установка коленчатого вала в сборе с маховиком и сцеплением. Перед установкой коленчатого вала поверхности трения вкладышей и шеек коленчатого вала должны быть смазаны маслом. Зазор между коренными шейками коленчатого вала и вкладышами должен быть проверен поочередно у всех коренных подшипников калиброванной пластинкой из латунной фольги длиной 25 мм, шириной 12,5 мм и толщиной 0,11 мм в следующей последовательности. Установить пластинку, смазанную маслом, между вкладышем и шейкой коленчатого вала вдоль шейки, затянуть болты крышки проверяемого подшипника моментом 11 — 13 кгс-м. Зазор считается нормальным, если вал провертывается рукой за противовес туго или совсем не провертывается {при условии, что он до постановки пластины провертывался свободно).
Осевое перемещение коленчатого вала должно быть 0,05— 0,30 мм. Перемещение замеряется щупом между шайбой коленчатого вала и передней шайбой упорного подшипника коленчатого вала; регулируется подбором задней шайбы упорного подшипника по толщине.
Подбор поршневых колец. Размеры поршневых колец должны соответствовать размерам цилиндров и поршней. Поршневые кольца 1-го и 2-го ремонтных размеров на боковой поверхности около размера имеют соответственно маркировку « + 0,5» и «1,0».
Световой зазор между стенкой цилиндра и наружной поверхностью колец, установленных в цилиндр, не допускается. Поршневые кольца должны быть подобраны по цилиндрам так, чтобы тепловой зазор в замках колец, вставленных в цилиндр перпендикулярно его оси на глубину 10—15 мм от его верхней кромки, был для верхних компрессионных колец 0,35—0,70 мм, для нижнего компрессионнЪго кольца 0,30—0,65 мм, для маслосъемного кольца -0,3—1,0 мм. При зазорах, менее указанных, допускается подпиливание стыков колец. Плоскости стыков после подпиливания должны быть параллельными. Зазоры между поршневыми канавками и компрессионными кольцами по высоте должны быть 0,050—0,082 мм; измерить зазор можно плоским щупом.
Подбор и сборка комплектов поршень — поршневой палец — шатун. До сборки шатуна с поршнем шатун с вкладышами должен быть подобран по шейке вала, поршень — по цилиндру, кольца — по цилиндру и канавкам поршня, а поршневой палец рекомендуется подбирать по втулке верхней головки шатуна и бобышкам поршня.
Поршневой палец, подобранный к шатуну при температуре (20±3) °С, без смазки должен плотно входить в отверстие втулки от усилия большого пальца руки.
Поршневые кольца должны устанавливаться на поршни с помощью приспособления, предохраняющего кольца от поломок и остаточных деформаций. Компрессионные кольца должны быть установлены на поршень так, чтобы выточки на внутренних цилиндрических поверхностях были обращены вверх. Компрессионные кольца при встряхивании поршня должны свободно перемещаться в канавках.
Разница в массе поршня с шатунами в сборе в комплекте, устанавливаемом на один двигатель, не должна превышать 16 г.
Сборка головки цилиндров. Клапаны должны быть подобраны к отверстиям направляющих вт.улок. Заедание клапанов при их поступательном и вращательном движении, не допускается. Рабочие фаски клапанов должны быть притерты к седлам. После притирки рабочие фаски клапанов и седел должны иметь по всей окружности сплошную матовую кольцевую полоску контакта .шириной не менее половины ширины фаски на седле.
Хачество притирки должно быть проверено сжатым воздухом или керасином. Обезличивание притертых клапанов не допускается. После притирки головка цилиндров и клапаны должны быть тщательно промыты и обдуты сжатым воздухом. Перед окончательной установкой клапанов стержни их должны быть смазаны маслом, применяемым для смазки двигателя.
Клапаны должны быть надежно зафиксированы сухарями клапанных пружин.
Сборка распределительного вала. Шестерня распределительного вала должна быть напрессована на шейку вала до упора в распорное кольцо. Гайка крепления шестерни после затяжки стопорится замочной шайбой. Края шайбы отгибаются на грёни гайки. Замочное кольцо упорной шайбы привода регулятора числа оборотов должно плотно сидеть в канавке гайки.
Осевой зазор между торцами шестерни и упорного фланца должен быть 0,080—0,208 мм.
Установка на блок цилиндров картера сцепления. Биение отверстия картера сцепления относительно оси постелей крайних коренных подшипников блока цилиндров допускается не более 0,1 мм. Болты крепления картера сц«пления к блоку цилиндров должны быть затянуты моментом 5,5—7,0 кгс-м.
Подбор комплектов гильз и поршней, устанавливаемых на двигатель, и установка гкпьз в блок цилиндров. Комплект для одного блока цилиндров должен состоять из гильз одноименного размера (в миллиметрах):
Уплотнительные кольца должны быть установлены в проточки гильз без скручивания. Перед установкой гильз в блок уплотнительные кольца должны быть смазаны маслом, применяемым для смазки двигателя. Клеймо размерной группы при установке гильзы в блок цилиндров должно быть расположено со стороны наружной боковой поверхности блока.
Поршни должны быть подобраны к гильзам по одноименным размерным группам согласно табл. 54. Перед подбором поршни и гильзы должны быть тщательно протерты. В сопряжении гильза — поршень в пределах одной размерной группы должен обеспечиваться зазор 0,03—0,05 мм для поршней 130-1004015 и 0,05—0,07 мм для поршней 130-1004015-A3.
Зазор проверяется протягиванием ленты-щупа длиной 200 мм, шириной 10—13 мм и толщиной 0,08 мм между стенкой гильзы и юбкой поршня по всей длине юбки со стороны, противоположной прорези поршня. Усилие, необходимое для протягивания ленты-щупа, должно быть при подборе поршней 130-1004015 равно 3,5—4,5 кгс при неподвижном поршне. Усилие для протаскивания ленты-шунта при подборе поршней 130-1004015-A3 должно быть 2,0—3,5 кгс. Проверку производить при температуре (20 + 3)°.С. При проверке следует учитывать, что данное усилие соответствует нормальному зазору в случае, когда размеры и Шероховатость сопрягаемых поверхностей соответствуют требованиям рабочих чертежей Указанную проверку зазора допускается производить выборочно. Допускается производить подбор поршней из соседних размерных групп.
Сборка коленчатого вала с маховиком и сцеплением. Масляные каналы и полости коленчатого вала должны быть очищены, их пробки должны быть затянуты моментом 3 кгс-м.
Гайки болтов крепления маховика должны быть затянуты равномерно крест-накрест -моментом 14—15 кгс-м. Маховик должен плотно прилегать к фланцу коленчатого вала: щуп 0,05 мм не должен проходить.
Ведомый диск сцепления перед креплением сцепления на маховике должен быть сцентрирован относительно оси коленчатого вала. Диск следует центрировать на шлицевой оправке при опоре на подшипник переднего конца коленчатого вала.
Болты крепления кожуха сцепления к маховику должны быть затянуты моментом 3—4 кгс-м.
Подбор шатунных подшипников и шатунов. Шатуны, входящие в комплект на двигатель, должны быть подобраны по массе нижней и верхней головок. Разница в массе нижних головок одного комплекта должна быть не более 6 г; то же для верхних головок. Допускается подбор шатунов по их полной массе. При этом разница в массе шатунов одного комплекта не должна превышать 16 г. Подгонка по массе производится путем снятия металла с бобышек на крышке и головке шатуна.
Размеры вкладышей шатунных подшипников должны соответствовать размеру шатунных шеек (табл. 55). Шатуны должны быть установлены на шейки коленчатого вала так, чтобы бобышки на шатуне и крышке шатуна были направлены: для шатунов, устанавливаемых на левую группу цилиндров (если смотреть со стороны маховика), в сторону передней коренной шейки вала; для шатунов, устанавливаемых на правую группу цилиндров,— в противоположную сторону. Диаметральный зазор между шатунными шейками коленчатого вала и вкладышами должен быть 0,032—0,076.
Проверку зазора производить калиброванной пластинкой из латунной фольги длиной 25 мм, шириной 12,5 мм и толщиной 0,07 мм в следующем порядке:
— установить пластинку, смазанную маслом, между вкладышем и шейкой коленчатого вала вдоль шейки;
— затянуть гайки болтов шатуна моментом 7—8 кгс-м (для бесшплинтового соединения момент затяжки 5,6—6,2 кгс-м);
— проверить рукой усилие, необходимое для проворачивания шатуна относительно коленчатого вала.
Зазор считается нормальным, если шатун проворачивается туго или совсем не проворачивается (при условии, что до постановки пластинки он проворачивается свободно). Указанную проверку допускается производить выборочно.
Установка коленчатого вала в сборе с маховиком и сцеплением. Перед установкой коленчатого вала поверхности трения вкладышей и шеек коленчатого вала должны быть смазаны маслом. Зазор между коренными шейками коленчатого вала и вкладышами должен быть проверен поочередно у всех коренных подшипников калиброванной пластинкой из латунной фольги длиной 25 мм, шириной 12,5 мм и толщиной 0,11 мм в следующей последовательности. Установить пластинку, смазанную маслом, между вкладышем и шейкой коленчатого вала вдоль шейки, затянуть болты крышки проверяемого подшипника моментом 11 — 13 кгс-м. Зазор считается нормальным, если вал провертывается рукой за противовес туго или совсем не провертывается {при условии, что он до постановки пластины провертывался свободно).
Осевое перемещение коленчатого вала должно быть 0,05— 0,30 мм. Перемещение замеряется щупом между шайбой коленчатого вала и передней шайбой упорного подшипника коленчатого вала; регулируется подбором задней шайбы упорного подшипника по толщине.
Подбор поршневых колец. Размеры поршневых колец должны соответствовать размерам цилиндров и поршней. Поршневые кольца 1-го и 2-го ремонтных размеров на боковой поверхности около размера имеют соответственно маркировку « + 0,5» и «1,0».
Световой зазор между стенкой цилиндра и наружной поверхностью колец, установленных в цилиндр, не допускается. Поршневые кольца должны быть подобраны по цилиндрам так, чтобы тепловой зазор в замках колец, вставленных в цилиндр перпендикулярно его оси на глубину 10—15 мм от его верхней кромки, был для верхних компрессионных колец 0,35—0,70 мм, для нижнего компрессионнЪго кольца 0,30—0,65 мм, для маслосъемного кольца -0,3—1,0 мм. При зазорах, менее указанных, допускается подпиливание стыков колец. Плоскости стыков после подпиливания должны быть параллельными. Зазоры между поршневыми канавками и компрессионными кольцами по высоте должны быть 0,050—0,082 мм; измерить зазор можно плоским щупом.
Подбор и сборка комплектов поршень — поршневой палец — шатун. До сборки шатуна с поршнем шатун с вкладышами должен быть подобран по шейке вала, поршень — по цилиндру, кольца — по цилиндру и канавкам поршня, а поршневой палец рекомендуется подбирать по втулке верхней головки шатуна и бобышкам поршня.
Поршневой палец, подобранный к шатуну при температуре (20±3) °С, без смазки должен плотно входить в отверстие втулки от усилия большого пальца руки.
Для сборки с пальцем и шатуном поршень должен быть предварительно нагрет до температуры 55” С. Сопрягаемые поверхности должны быть смазаны маслом, применяемым для двигателя. Выступы на стержнях шатунов и метки на днищах поршней для левой группы цилиндров должны быть
обращены в одну сторону, для правой группы — в разные стороны.
Поршневые кольца должны устанавливаться на поршни с помощью приспособления, предохраняющего кольца от поломок и остаточных деформаций. Компрессионные кольца должны быть установлены на поршень так, чтобы выточки на внутренних цилиндрических поверхностях были обращены вверх. Компрессионные кольца при встряхивании поршня должны свободно перемещаться в канавках.
Разница в массе поршня с шатунами в сборе в комплекте, устанавливаемом на один двигатель, не должна превышать 16 г.
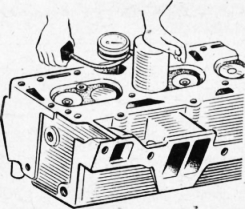
Сборка головки цилиндров. Клапаны должны быть подобраны к отверстиям направляющих вт.улок. Заедание клапанов при их поступательном и вращательном движении, не допускается. Рабочие фаски клапанов должны быть притерты к седлам. После притирки рабочие фаски клапанов и седел должны иметь по всей окружности сплошную матовую кольцевую полоску контакта .шириной не менее половины ширины фаски на седле.
Хачество притирки должно быть проверено сжатым воздухом (рис. 75) или керЪсином. Обезличивание притертых клапанов не допускается. После притирки головка цилиндров и клапаны должны быть тщательно промыты и обдуты сжатым воздухом. Перед окончательной установкой клапанов стержни их должны быть смазаны маслом, применяемым для смазки двигателя.
Клапаны должны быть надежно зафиксированы сухарями клапанных пружин.
Сборка распределительного вала. Шестерня распределительного вала должна быть напрессована на шейку вала до упора в распорное кольцо. Гайка крепления шестерни после затяжки стопорится замочной шайбой. Края шайбы отгибаются на грёни гайки. Замочное кольцо упорной шайбы привода регулятора числа оборотов должно плотно сидеть в канавке гайки.
Осевой зазор между торцами шестерни и упорного фланца должен быть 0,080—0,208 мм.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Технические условия на сборку двигателя ЗИЛ-130"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы