Строй-Техника.ру
Строительные машины и оборудование, справочник
Техническое обслуживание электрооборудования
Техническое обслуживание электрического оборудования погрузчиков, зарядных пунктов и ремонтных мастерских осуществляется в соответствии с Правилами технической эксплуатации и безопасности обслуживания электрических установок промышленных предприятий Госэнергонадзора. К управлению электропогрузчиками, их техническому обслуживанию и ремонту допускаются лица, имеющие удостоверение о прохождении проверки в знании правил.
Погрузчики с питанием от стационарных сетей по гибкому кабелю должны заземляться посредством имеющегося в нем специального проводника. Машины типа С-492 и другие, передвигающиеся по рельсам, заземляют через рельсы, соединяемые на стыках обеих ниток приваренными к ним металлическими перемычками. На погрузчиках с отдельными подвижными относительно шасси электрическими устройствами в цепях управления командоаппаратов предпочтительно применение гибких медных проводников сечением не менее 1,5 мм2.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Техническое обслуживание, ремонт, зарядка щелочных и кислотных аккумуляторных батарей и приготовление электролита для них производятся в отдельных помещениях. Нахождение аккумуляторов обоих типов в одном помещении недопустимо, так как приводит к их порче.
Зарядка щелочных и кислотных аккумуляторов производится от мотор-генераторов, полупроводниковых выпрямителей и автодинов. Целесообразно, чтобы зарядные устройства имели электроконтактные часы, обеспечивающие автоматическое прекращение зарядки по истечении заданного времени. При этом после проверки батареи, включаемой на зарядку, устанавливается время работы агрегата и требуемая сила зарядного тока. В дальнейшем присутствие рабочего-зарядчика не требуется.
Коэффициент полезного действия по емкости у щелочных аккумуляторов нормально составляет 0,55—0,58, у кислотных — 0,65 — 0,75.
Аккумуляторы заряжают в помещениях с приточно-вытяжной вентиляцией.
Содержание щелочных тяговых никелево-железных аккумуляторов. Положительные и отрицательные пластины их выполнены одинаково и состоят из стальных перфорированных ламелей. В ячейки последних впрессована активная масса: у положительных пластин — смесь из 75% гидрата окиси никеля Ni(OH)2 и 25% чешуйчатого графита, у отрицательных — из порошкообразной электрохимически активной высокодисперсной закиси-окиси железа (FeO и Fe202). Число отрицательных пластин в аккумуляторе на одну больше, чем^положительных. Они расположены с чередованием, через одну и разделены изолирующими прокладками. Положительные и отрицательные пластины собраны на шпильках с гайками в блоки, имеющие выводы (борны) от тех и других пластин. Блоки пластин помещены с изоляцией эбонитовыми прокладками в стальные (сварные) или пластмассовые корпуса. Аккумуляторы соединяют в батарею пластинами, зажатыми на борнах гайками.
Рис. 1. Щелочные батареи электропогрузчиков: а и в — 34ТНЖ-300ВМ; б и д — 26ТНЖ-300ВМ; г – 40ТНЖ-400; е- 24ТНЖ-500 и 24ТНЖ-50СМ; ж — 35ТНЖ-950
Количество электричества, сообщаемого батарее, при зарядке в эксплуатации должно быть в 1,5—1,75 раза больше ее номинальной отдачи (увеличивается по мере срока службы батареи). Зарядку наиболее эффективно производить при постоянной силе тока в течение 6—7 ч. Допустимо осуществлять зарядку при уменьшающейся силе тока, с тем чтобы величина его в конце зарядки была не ниже 60% нормальной. Неполная зарядка вызывает снижение отдаваемой емкости и числа рабочих циклов «заряд — разряд». Температура электролита в процессе зарядки выше 43° С не допускается. При превышении указанной величины зарядку приостанавливают для охлаждения аккумуляторов. Нормальный срок службы батареи обеспечивается при разрядах до напряжения не ниже 1,077 В на аккумулятор. Разрядка токами, превышающими нормальную величину, снижает емкость и срок службы аккумуляторов.
Новые батареи, поступившие в собранном виде, должны пройти тренировочные и контрольные циклы «заряда — разряда». По окончании зарядки проверяют уровень и плотность электролита. Через 1—2 ч после прекращения зарядки закрывают горловины аккумуляторов и крышку батареи.
Уровень электролита и его плотность проверяют перед каждым зарядом батареи в двух-трех аккумуляторах, а через 10 циклов «заряд — разряд» — во всех аккумуляторах. Уровень электролита должен быть на 15—30 мм выше верхнего края пластин аккумуляторов. При отклонении плотности электролита от нормы производится соответственно добавление дистиллированной воды либо электролита увеличенной плотности.
Ящик, в котором помещается батарея, аккумуляторы, крышки их горловин, соединительные перемычки и резиновые чехлы должны всегда содержаться чистыми и сухими. Пыль и налет солей на наружных частях аккумуляторов удаляют чистой влажной тряпкой, навернутой на деревянную палочку. Ржавчина с корпуса аккумулятора счищается тряпкой, смоченной в керосине, очищенное место протирается насухо и покрь/вается щелочестойким битумным лаком. Вазелин, попадая на лаковое покрытие корпусов, приводит к ржавлению корпусов аккумуляторов и к образованию течи.
При приготовлении электролита необходимо соблюдать меры предосторожности, так как щелочи и их растворы травмируют кожу людей, разъедают обувь и одежду. Поэтому в процессе растворения щелочей и во время ухода за аккумуляторами требуется применять защитные очки, резиновые фартуки и перчатки. Если случайно одежда или обувь окажутся облитыми щелочными растворами или последние попадут на кожу людей, то смоченные участки нужно немедленно промыть 3-процентным раствором борной кислоты либо струей воды до полного удаления щелочи. При признаках ожогов (покраснение кожи, жжение) требуется срочно обратиться к врачу.
Уход за кислотными свинцовыми аккумуляторами
На погрузчиках завода «Балканкар» (НРБ) установлены кислотные аккумуляторные батареи. Стартерные батареи автопогрузчиков и ковшовых погрузчиков также являются кислотными. Кислотные батареи поставляются вместе с погрузчиками собранными и заряженными, в пригодном для эксплуатации состоянии. Электролитом кислотных аккумуляторов служит водный раствор серной кислоты.
Для приготовления электролита применяется комнатной температуры дистиллированная вода и химически чистая серная кислота- плотностью 1,84 по ГОСТ 667—41.
Серная кислота интенсивно соединяется с водой. Поэтому следует осторожно, тонкой струйкой лить кислоту в воду, а не наоборот, что опасно из-за сильного разбрызгивания. Электролит приготовляют в стеклянной посуде, эбонитовых или выложенных листовым свинцом деревянных ваннах. При этом должна применяться защитная спецодежда: резиновые фартуки, сапоги и перчатки и защитные очки. В случае попадания кислоты или электролита руки, лицо и одежду необходимо немедленно обмыть водой и присыпать для нейтрализации питьевой (двууглекислой) содой.
Растворение серной кислоты в воде сопровождается интенсивным выделением тепла, что требует контроля температуры раствора, особенно если применяется стеклянная посуда. Время от времени следует делать перерывы, чтобы дать возможность посуде равномерно разогреться. Плотность электролита измеряют ареометром после остывания до температуры 30° С. Плотность должна быть летом 1,24—1,25, зимой 1,27—1,28.
Аккумуляторы наполняют электролитом температурой не выше 25 °С. Для этого применяют резиновую грушу. Спустя 6 ч проверяют уровень электролита: он должен быть на 15—20 мм выше предохранительного щитка в каждом аккумуляторе.
При подготовке новой батареи к эксплуатации выполняют два цикла «заряд — разряд». Первая зарядка батареи, заполненной электролитом, как и последующие зарядки, производится в две ступени. Режим зарядки при подготовительных циклах и нормальный— в процессе эксплуатации батарей — указывается в ее паспорте. Температура электролита в аккумуляторах перед началом зарядки должна быть ниже 30 °С. Пробки всех аккумуляторов необходимо открыть. Сила зарядного тока в амперах при подготовительных циклах для кислотных батарей обычного исполнения должна составлять величину, численно равную на первой ступени емкости батареи (А-ч), умноженной на коэффициент 0,06, а на второй ступени — в 2 раза меньше.
Продолжительность зарядки при подготовительных циклах на первой ступени должна быть 25—30 ч, на второй — 45—50 ч. Конец первой ступени зарядки определяется по напряжению отдельных аккумуляторов, которое должно достигнуть величины 2,4—2,45 В. В конце второй ступени зарядки напряжение повышается до 2,55— 2,6 В и остается почти стабильным на протяжении последних двух часов.
В процессе зарядки нельзя допускать повышения температуры электролита в аккумуляторах более 40 °С. При превышении этой величины зарядку необходимо приостановить, чтобы температура электролита понизилась до 30 °С, после чего продолжить зарядку.
В конце зарядки плотность электролита нормально составляет 1,28+0,05 и не изменяется, как и напряжение, два последних часа. Если плотность электролита окажется повышенной или пониженной, ее доводят до нормы добавлением дистиллированной воды или кислоты плотностью 1,4.
Внешним признаком окончания зарядки кислотных аккумуляторов служит интенсивное выделение газа, «кипение» электролита. Выделяющийся при этом водород образует с воздухом взрывоопасную гремучую смесь, что требует осторожности. По окончании проверки напряжения и плотности электролита всех аккумуляторов, спустя не менее 2 ч после отключения батареи от внешнего’ источника тока, отверстия в их крышках закрывают пробками, протирают крышки насухо (что уменьшает саморазряд батареи) га клеммы смазывают вазелином.
Разрядка батареи производится током величиной, численно равной в амперах емкости (А-ч), умноженной на коэффициент 0,1. Разрядка должна быть закончена при понижении напряжения отдельных аккумуляторов до 1,8 В.
Второй цикл подготовки батареи осуществляется с таким же режимом заряда и разряда, что и первый.
Напряжение кислотных аккумуляторов в отличие от щелочных в ходе зарядки возрастает постепенно до 2,7—2,75 В на элемент. Зарядка кислотных аккумуляторов сравнительно небольшими токами в течение продолжительного времени является эффективной и рекомендуется после повышения напряжения до 2,4 В на элемент.
Нормальная зарядка батареи во время ее эксплуатации производится при силе тока на первой ступени, численно равной в амперах емкости батареи, умноженной на коэффициент 0,14. Сила зарядного тока на второй ступени должна быть в 2 раза меньше, чем на первой. Продолжительность заряда на первой ступени около 5 ч, если израсходована вся емкость.
При менее глубоких разрядах время зарядки на первой ступени соответственно уменьшается. Продолжительность заряда на второй ступени 10 ч. Это время может быть снижено до 3—5 ч. Через 4—5 сокращенных зарядов производят уравнительный заряд при продолжительности второй ступени до 12 ч. Не следует длительно — более 2—3 ч — оставлять батарею разряженной. В случае продолжительного бездействия заряженной батареи следует через 3—5 дней проверять напряжение на ней и ежемесячно осуществлять профилактическую зарядку. При этом продолжительность зарядки на первой ступени может быть значительно сокращена по сравнению с проведением, нормальной зарядки.
Нормально эксплуатируемые батареи (т. е. практически ежедневно находящиеся в работе) подвергаются уравнительной зарядке 1 раз в месяц с целью доведения приблизительно до одинаковой величины емкости всех аккумуляторов. При этом плотность электролита в них также выравнивается.
Уравнительная зарядка на первой ступени не отличается от нормальной, а на второй ступени, спустя 10 ч после ее начала, батарею выключают на 1—2 ч. Затем продолжают зарядку уменьшенным током (величина его указывается в инструкции по эксплуатации батареи данного типа) в течение 1 ч. После этого батарею снова выключают и возобновляют зарядку через 1—2 ч. Такая зарядка с перерывами продолжается до момента, когда после подключения внешнего источника тока сразу же начнется интенсивное выделение газов.
В случае заметного понижения емкости батареи требуется проверить, нет ли сульфатации пластин аккумуляторов. Если сульфа- тация имеет место хотя бы в слабой мере, необходимо подвергнуть батарею 3—5 циклам «заряд — разряд». Сила зарядного тока должна равняться 25% нормальной. После начала «кипения» электролита силу тока понижают до 15—20% нормальной и продолжают зарядку еще в течение 3—5 ч. Когда напряжение отдельных аккумуляторов будет равно 2,55—2,6 В и плотность электролита 1,28+0,05 зарядку прекращают. При обнаружении осадка на дне сосудов его следует удалить и промыть аккумуляторы дистиллированной водой.
Причинами сульфатации являются: систематическая неполная зарядка, глубокие разряды до напряжения менее 1,8 В на отдельных аккумуляторах, оставление батареи разряженной более одних суток, плотность электролита превышает нормальную, работа батареи при температуре выше 30 °С, зарядка токами свыше нормальной величины, длительная разрядка токами повышенной силы (нормальным считается ток при 5-часовом разряде, при котором напряжение отдельных аккумуляторов понижается до 1,8 В), короткие замыкания, обнажение пластин вследствие понижения уровня электролита.
Резкое понижение напряжения батареи при разряде, потеря емкости, почти стабильные величины плотности и напряжения, а также значительное повышение температуры электролита во время зарядки свидетельствуют о внутреннем коротком замыкании.
Пониженное напряжение при зарядке и разрядке батареи, заметное уменьшение отдаваемой емкости и «кипение» электролита при напряжении отдельных аккумуляторов 2,2—2,3 В могут быть следствием загрязнения электролита посторонними примесями. В этих случаях следует разрядить батарею до напряжения отдельных аккумуляторов 1,75 В, вылить загрязненный электролит, промыть аккумуляторы дважды чистой водой (еще лучше проточной водой), сполоснуть дистиллированной водой, наполнить аккумуляторы вновь приготовленным электролитом, плотность которого должна превышать нормальную на 0,025. После этого произвести зарядку в нормальном режиме.
Уход за электродвигателями, генераторами и пускорегулирующей аппаратурой. У двигателей электропогрузчиков наиболее изнашиваемым узлом является коллектор.
Образующаяся при работе двигателей углемедная пыль заполняет промежутки между коллекторными пластинами, что приводит к интенсивному искрению и даже к замыканию между щетками.
Неисправность коллектора обнаруживается по нагреву двигателя, в особенности со стороны коллектора, а по ненормальному шуму во время работы. Перед установкой новых щеток рабочая поверхность их вначале обрабатывается приблизительно по форме коллектора. После установки щеток на место между ними и коллектором закладывается стеклянная шкурка № 00 (абразивной поверхностью к щеткам), и вращением якоря вручную производится окончательная притирка щеток, прижимаемых к коллектору только пружинами щеткодержателей. Для приблизительного определения правильности нажатия щетки между ней и коллектором закладывают полоску папиросной бумаги и затем вытягивают ее. При чрезмерном нажатии бумага рвется и протягивается без усилия, если нажатие недостаточно.
Чтобы изоляционные прокладки не выступали над коллектором, производится их «продораживание» с образованием между пластинами дорожек глубиной 0,5—1 мм. Эта работа производится на фрезерном станке тонкой фрезой, равной по толщине прокладкам, или вручную приспособлением, показанным на рис. 11.2. Затем с коллектора снимают заусенцы, очищают его волосяной щеткой и шлифуют на станке либо вручную при помощи специальной колодки стеклянной шкуркой.
Неровности или эллипсисность коллектора устраняются проточкой на токарном станке с предварительной проверкой якоря на биение. Допустимая его величина не более 0,05 мм.
Обмотки статоров и якорей проверяют на обрыв и замыкание на корпус. Сопротивление изоляции обмоток относительно корпуса должно составлять не ниже 300—400 тыс. Ом.
Перегрев одной из нескольких обмоток возбуждения, сопровождаемый искрением щеток и ненормальным нагревом якоря, говорит о межвитковом либо коротком замыкании. Неисправные катушки определяются по пониженному напряжению на них и подлежат замене. Если при включенном пусковом сопротивлении якорь не вращается, необходимо найти и устранить обрыв в его цепи. Когда двигатель включен под нагрузкой и якорь не вращается, но после страгивания с места вручную начинает вращаться с большой частотой, имеет место обрыв в цепи возбуждения либо подгорание (загрязнение) контактных поверхностей на зажимах либо в контакторах.
Рис. 2. Приспособление для пропиливания дорожек между пластинами коллектора
Рис. 3. Приспособление для шлифовки коллектора
Рис. 4. Схемы проверки обмотки якоря: Методом прослушивания: а — на обрыв и витковое замыкание; б — на замыкание на корпус; 1 — коллектор; 2 — переставные контакты; 3 — телефон; 4 — батарея; 5 — зуммер; в — методом падения напряжения; 1 — коллектор; 2 — добавочное сопротивление к милливольтметру; 3 — милливольтметр; 4 — батарея; 5 — амперметр; 6 — реостат; 7 — переставные контакты
Ненормально малая частота вращения якоря при интенсивном искрении щеток указывает на обрыв в его обмотке, межвитковое замыкание или распайку части соединений на пластинах коллектора. Проверка обмотки якоря методом прослушивания с помощью телефонной трубки показана на рис. 4, а и б и методом падения напряжения — на рис. 4 е. При втором методе применяется аккумуляторная батарея напряжением 6—12 В, допускающая ток разряда 5—10 А, соответствующий реостат, милливольтметр до 150 мВ с добавочным сопротивлением (примерно в 20 раз больше сопротивления милливольтметра). Сначала реостат вводится полностью. При этом, если секция обмотки якоря исправна, милливольтметр дает наибольшее показание. После этого сопротивление реостата уменьшают до момента, когда стрелка милливольтметра установится примерно на 50—70 мВ. В процессе проверки обе пары штекеров подключают по очереди к каждым двум смежным пластинам коллектора. Стрелка милливольтметра отклонится на наибольшую величину, когда секция обмотки имеет обрыв. При витко- вом замыкании в секции стрелка прибора дает меньшее отклонение. Понижение скорости якоря может быть результатом сдвига щеток с. нейтрали в сторону вращения якоря из-за нарушения крепления щеткодержателей. Если отсутствуют повреждения в цепи возбуждения и якорь вращается с повышенной скоростью, то причиной является сдвиг щеток с нейтрали против вращения якоря.
Рассмотренные выше неисправности коллектора и щеток имеют место и у генераторов постоянного тока на автопогрузчиках и ковшовых погрузчиках. Отсутствие возбуждения может быть в результате размагничивания полюсов либо обрыва в цепи якоря. Намагничивание полюсов производится подключением к обмоткам возбуждения внешнего источника постоянного тока.
Износ подшипников легко устанавливается по качке шариков (роликов) относительно обойм. Снятие старых подшипников производится съемником. Посадочные места на валу якоря и крышках промывают бензином и протирают насухо. Распакованные новые подшипники размещают на чистой бумаге и промывают бензином. Установка подшипников на вал производится номером наружу с предварительным разогревом в масляной ванне до 80—100 °С.
При вибрации якоря производится его балансировка. Центр массы установленного на двух горизонтальных линейках якоря расположится ниже оси вращения. Для балансировки можно слегка засверливать нижнюю сторону якоря или закрепить в канавках верхней стороны соответствующие грузики, масса которых подбирается. Отбалансированный якорь не будет перекатываться по линейкам независимо от того, в какое положение его повернуть.
Якорь, подвергавшийся перемотке или пропайке «петушков» коллектора, должен проверяться на балансировку.
Наиболее распространенной неисправностью у контакторов, контроллеров и реле является загрязнение или подгорание контактов, что устраняется соответствующей зачисткой. Если контакгоры и реле при включении не срабатывают, то причиной этого может быть обрыв обмотки или заедание якоря (штока). Ненормальное нагревание обмоток контакторов и реле, сопровождающееся искрением, возникает чаще всего из-за слабого нажатия контактов или их износа. В первом случае необходимо отрегулировать или сменить пружину, во втором — сменить контакты. Нагрев обмоток вызывается также междувитковым замыканием.
Техническое обслуживание гидросистемы, тормозов и механизмов погрузчиков
При неисправности перепускного клапана (обнаруживается по отказу поднять груз, близкий к грузоподъемности погрузчика) проверяют его регулировку. Для этого предварительно сливают масло чз гидросистемы и от гидрораспределителя отсоединяют шланг высокого давления.
Рис. 11.5. Приспособление для съема шарикоподшипников
На освободившийся штуцер гидрораспределителя навертывают тройник с контрольным манометром, к свободному концу тройника присоединяют указанный выше шланг. После этого наполняют маслобак, запускают двигатель погрузчика и поднимают вилы в верхнее положение. При этом масло будет перетекать через перепускной клапан в сливной трубопровод и далее в маслобак, а манометр показывать давление срабатывания перепускного клапана. Если оно окажется на 5—10 кг/см2 ниже нормального, установленного для погрузчика данной модели, клапан подвергается регулировке на нормальное давление, ставят на место его колпачок и производят опломбирование (об этом составляют акт).
При ослаблении вследствие остаточной деформации или поломке пружина перепускного клапана подлежит замене. В случае обнаружения царапин и другого износа рабочей поверхности клапана производится притирка его к седлу. При значительном износе либо изломе клапан необходимо заменить. Если имеются задиры седла, то заменяется и седло. Когда перемещение клапана затруднено, его следует промыть, зачистить обнаруженные задиры, установить клапан на место и проверить, легко ли он ходит. Если суммарный зазор между золотником и гильзой распределителя превышает <0,04 мм, требуется заменить золотник.
Повышенный шум во время работы насоса электропогрузчика, а также падение скорости подъема либо непроизвольное ее уменьшение указывают на ненормально малое открытие отверстия гидрораспределителя. Для устранения этой неисправности нужно отрегулировать положение гаек, осуществляющих нажим на ролик микровыключателей, чтобы при отклонении рукояток гидрораспределителя в крайнее положение полностью открывались отверстия для прохода масла.
В процессе эксплуатации необходимо следить за наличием смазки на сферических поверхностях шаровых пальцев гидроусилителя и за чистотой штока. При обнаружении подтеков рабочей жидкости в местах соединений и через сальники производится подтягивание соответствующих креплений. Изношенные уплотнитель- ные прокладки заменяются. Если произошел обрыв нагнетательного шланга, подающего масло от насоса к гидроусилителю, требуется соединить нагнетательное отверстие насоса со сливным патрубком масляного бачка и закрыть входное и выходное отверстия гидроусилителя, например деревянными заглушками, с целью предохранения от загрязнения. Необходимо дополнить масло в бачке гидроусилителя до нормы. Работа автопогрузчика должна быть прекращена, и его для устранения неисправности возвращают в гараж с небольшой скоростью при возможно меньшей частоте вращения двигателя. Если температура масла в бачке повысится приблизительно до 100 °С, необходимо остановить двигатель и переждать, пока температура снизится.
Насос гидроусилителя подлежит периодической проверке. С этой целью между насосом и нагнетательным шлангом вводится манометр с вентилем, перекрывающим доступ рабочей жидкости к гидроусилителю. Предел измерения манометра должен быть на 15—20 кгс/см2 выше нормального давления, развиваемого насосом. Вначале открывают вентиль и поворачивают управляемые колеса .автопогрузчика влево или вправо до упора при малых оборотах двигателя. Манометр должен показать давление приблизительно на 5 кгс/см2 ниже нормального. При меньшей величине давления следует плавно закрыть вентиль. Давление в результате этого должно повыситься примерно на 5 кг/см2, что является показателем исправности насоса. Если давление не повысится, то насос неисправен. Когда вентиль закрыт и давление хотя и выше, чем при открытом вентиле, но не достигает нормального на 5 кг/см2 и больше, имеются неисправности и в насосе, и в механизме рулевого управления. Это требует переборки обоих узлов с заменой изношенных деталей, иногда с заменой насоса. В процессе проверки вентиль следует держать закрытым не дольше 15 с. Колеса могут находиться повернутыми до упора в течение этого же времени.
Зазоры между тормозными колодками и барабаном доводят до нормы при несколько поднятых ведущих колесах погрузчика. С целью регулировки зазоров на электропогрузчиках 02, 04, ЭПВ-1-612 (614) поворачивают ключом головку оси кулачка тормозной колодки до прижатия ее к барабану, затем повертывают указанную головку на 10—15° в обратную сторону. После этого колесо должно свободно вращаться рукой. В таком же порядке производится регулировка зазоров других тормозных колодок.
Для уменьшения излишне большого свободного хода рулевого колеса производится устранение зазоров в шарнирах продольных и поперечных тяг и уменьшение зазора между червяком и валиком вала рулевой сошки. Для этого вращением регулировочного винта перемещают вал сошки с роликом до тех пор, пока не установится минимально необходимый зазор. Регулировочный винт фиксируется в этом положении стопорной гайкой. При смене тормозной жидкости или пополнении ее вначале полностью заливают главный цилиндр, затем опускают конец шланга для прокачивания тормозов в стеклянную банку (емкостью 1 л), наполовину заполненную тормозной жидкостью. Отвернув на 7г оборота клапан выпуска воздуха, необходимо выкачивать жидкость из главного цилиндра, пользуясь имеющейся для этого педалью. При наличии воздуха в тормозной системе он обнаруживается по пузырькам, поступающим вместе с жидкостью в банку из шланга. Попадание воздуха в тормозную систему резко понижает эффект действия тормозов. Прекращение появления пузырьков свидетельствует, что воздуха в системе больше нет и необходимость в дальнейшем прокачивании отпадает. Нужно следить, чтобы при прокачивании наличие жидкости в главном цилиндре не уменьшилось более чем на половину. По окончании удаления воздуха шланг для прокачивания помещают на место и главный цилиндр пополняют тормозной жидкостью до уровня на 15—20 мм ниже верхней кромки горловины. При отсутствии в тормозной системе воздуха и при нормальной величине зазоров между тормозными колодками и барабанами ход ножной педали составляет от 7з до 72 возможного ее перемещения.
Для восстановления карданного вала, имеющего повреждения конца со шлицами, изношенную часть отрезают и приваривают вновь изготовленную.
Для снятия старых и насадки новых бандажей с массивными резиновыми шинами на ступицы колес рекомендуется применять винтовой или гидравлический пресс с усилием Р—5 т. При выполнении указанных выше операций опорой горизонтально расположенной ступицы колеса служит цилиндрическая деталь, диаметр которой на 3—4 мм меньше наружного диаметра обода колеса, а высота на 10—12 мм больше ширины бандажа. Перед распрес- совкой старого бандажа и напрессов- кой нового с обода колеса снимают стопорные болты. Усилие пресса сообщается через цилиндрическое кольцо Внутренний диаметр его должен быть на 1,5—2 мм больше, а наружный — на 1,5—2 мм меньше, чем у бандажа.
Рис. 6. Регулировка зазоров между тормозными колодками и барабаном:
1 — головка оси кулачка тормозной колодки; 2 — ведущий мост
После снятия старого бандажа посадочную поверхность ступицы промывают, зачищают обнаруженные заусенцы и другие неровности, слегка смазывают машинным маслом. Новый бандаж нагревают до температуры 50—60 °С в водяной ванне, после чего устанавливают на ступицу колеса. По окончании напрессовки в бандажах через отверстия в ободах колес под стопорные болты засвер- ливают гнезда, в них нарезается резьба, после чего ввертываются на место стопорные болты. Детали ходового оборудования гусеничных погрузчиков восстанавливают наплавкой и последующей механической обработкой на соответствующих станках. В некоторых случаях производится напрессовка цилиндрических деталей, представляющих собой как бы часть рабочей поверхности натяжных колес и гусеничных катков, с обваркой их по периметру с обеих сторон.
Рис. 7. Снятие бандажей с изношенными массивными шинами
Для приведения к норме шага гусеничных лент в случае его повышения на 3% и больше пальцы и втулки траков с односторонним износом поворачивают на 180° и запрессовывают заново. Разработанные в эксплуатации отверстия в траках обваривают и растачивают до альбомных размеров. Вновь собранные после восстановления изношенных деталей ленты гусениц не должны иметь искривленных кромок. Надлежит обеспечить легкость вращения гусеничных катков. Они должны располагаться по прямой линии. Поперечное смещение буртиков катков допустимо не более 2,5 мм. Перемещение катков вдоль оси от одного крайнего положения до другого разрешается 0—2 мм.
При большом износе зубья ковшей вначале наплавляют обычными электродами и далее — сталинитом. Для восстановления изношенных передних кромок приваривается полоса из стального листа толщиной 25—30 мм, наружную кромку которой предварительно срезают под углом около 30° и наплавляют сталинитом.
Подвергаемые правке деформированные детали нагревают до температуры 800—850 °С (светло-красное каление).
При остывании до 700 °С (темно-красное каление) правку нужно приостановить и разогреть вновь, после чего продолжать правку до получения необходимой формы.
Организация технического обслуживания и ремонт погрузчиков
Техническое обслуживание погрузчиков, надзор за ними и их ремонт регламентируются на железнодорожном, морском и речном транспорте соответствующими ведомственными документами (Инструкция по эксплуатации погрузочно-разгрузочных машин № ЦМ/2636, утвержденная МПС СССР 21 июля 1969 г., Положение о планово-предупредительном ремонте перегрузочных машин морских портов Министерства морского флота СССР и др.), а на заводах и других предприятиях — документами, разработанными с учетом специфики конкретных условий работы и имеющейся производственной базы для ремонта.
Управлять погрузчиками могут лица не моложе 18 лет, обладающие определенной квалификацией, прошедшие медицинское освидетельствование и ежегодную проверку знаний, в том числе инструкции по эксплуатации данной машины и правил техники безопасности, а в необходимых случаях — правил дорожного движения. Автомобильные, тракторные и пневмоколесные погрузчики закрепляются администрацией за определенными водителями. Электропогрузчики могут обслуживаться комплексными бригадами. Рабочие, входящие в них, должны иметь права управления электропогрузчиками. Выполнение погрузочно-разгрузочных работ с применением погрузчиков производится на основе технологии, установленной на железнодорожной станции (в порту) или на предприятии. При этом местные условия на складах и режимы работы погрузчиков должны отвечать указаниям инструкций по эксплуатации для машин конкретных типов.
Автопогрузчики, кроме используемых в помещениях, а также тракторные погрузчики в перерывах между сменами, как правило, находятся на открытых стояночных площадках, имеющих покрытие предпочтительно из цементобетонных плит. На этих площадках производится техническое обслуживание автопогрузчиков. Для проведения отдельных видов работ по ТО-1 и ТО-2 и текущего ремонта необходимы закрытые гаражи со смотровыми канавами, обеспечивающими проверку машин снизу и выполнение отдельных видов ремонтных работ, и кран-балкой либо другим механизмом грузоподъемностью 1—2 т. Ворота гаражей должны быть высотой и шириной соответственно не менее 3,5 и 3 м.
В гаражах предусматривается водяное или паровое отопление. Освещенность на уровне пола должна составлять 25—40 лк. Желательно применение люминесцентных светильников как наиболее экономичных и гигиеничных.
На смотровых канавах применяются низковольтные переносные электрические лампы (12В). Гаражи необходимо оборудовать водопроводом, канализацией и вытяжной вентиляцией. Примерные внутренние размеры гаража на один автопогрузчик грузоподъемностью 3—5 т: ширина 6—7 м, длина 8—10 м, высота по стенам 5—5,5 м.
Рис. 8. Гараж для 12 электропогрузчиков с зарядной станцией:
1 — бачки для воды и электролита; 2 — ручной водяной насос; 3 — дистиллятор; 4 — ванна для приготовления электролита; 5 —вытяжной шкаф; 6 — шкаф запчастей; 7 — станок настольный сверлильный; 8 — слесарный верстак; 9 — кран настенный поворотный; 10 — шкаф для одежды; 11 — стенды для заряжаемых батарей; 12 — кран-балка; 13 — распределительный шкаф; 14 — зарядные агрегаты; 15 — заточной станок
При гаражах необходимо иметь мастерские. В их оборудование должны входить: универсальный сверлильный, заточной и токарно-винторезный станки, верстак со слесарными тисками, электросварочный агрегат, набор слесарного инструмента. Здание мастерских должно содержать помещения: для ухода за аккумуляторами, хранения инструмента, запасных частей и материалов, гардероб, санитарный узел, комнату для приема пищи.
Для технического обслуживания и текущего ремонта электропогрузчиков и зарядки аккумуляторных батарей строятся гаражи с зарядными пунктами. Они обычно примыкают к зданиям складов, в которых работают электропогрузчики, или располагаются вблизи этих зданий. Гараж и зарядная размещаются смежно в одном здании. Иногда они имеют раздельные двери. Здание строится из огнестойких материалов, стены окрашиваются (в зависимости от типа применяемых на погрузчиках батарей) щелочеупорной или кислотоупорной краской, полы выполняются с бетонным основанием и асфальтовым покрытием.
Зарядные пункты должны состоять из трех изолированных отделений: электролитного, агрегатного и зарядного (рис. 8).
Электролитная оборудуется вытяжным химическим шкафом, водопроводом и стоком в канализацию. В ней устанавливаются дистиллятор, ванна для приготовления электролита, умывальник, бачки или бутыли для готового электролита и дистиллированной воды, шкаф для хранения твердой щелочи (или аккумуляторной серной кислоты) в герметических закрытых сосудах, а также для инвентаря и защитной спецодежды (ареометры и термометры для измерения плотности и температуры электролита, емкости и мерные сосуды для приготовления и разливки электролита, резиновые груши, весы, резиновые перчатки, фартук, сапоги и защитные очки).
В аптечке должен быть сосуд с раствором соды или борной кислоты при обслуживании щелочных аккумуляторов.
В агрегатном отделении устанавливаются преобразователи переменного тока в постоянный или полупроводниковые зарядные» агрегаты, распределительный щит, хранятся необходимые для контроля правильности зарядки аккумуляторов: переносный вольтметр постоянного тока, нагрузочная вилка, переносная лампа (низковольтная).
Ремонтное отделение оборудуется смотровой канвой для проверки и технического обслуживания ходовых частей погрузчиков. Размеры канавы на один электропогрузчик: длина 2,5 м, ширина 0,6 и глубина 1,5—2 м. Канава на одном конце снабжается лестницей, стенки и дно ее бетонируются.
Для производства ремонта погрузчиков, заправки их горючим, рабочей жидкостью гидравлических систем, смазочными маслами и тормозной жидкостью механизированные дистанции погрузочно- разгрузочных работ на железных дорогах, порты и промышленные предприятия должны иметь склады сменных агрегатов и узлов, запасных частей и ремонтных материалов и кладовые для хранения горючих и смазочных материалов.
—
Работоспособность и исправность погрузчиков на протяжении установленного для них срока службы обеспечивают осуществлением.
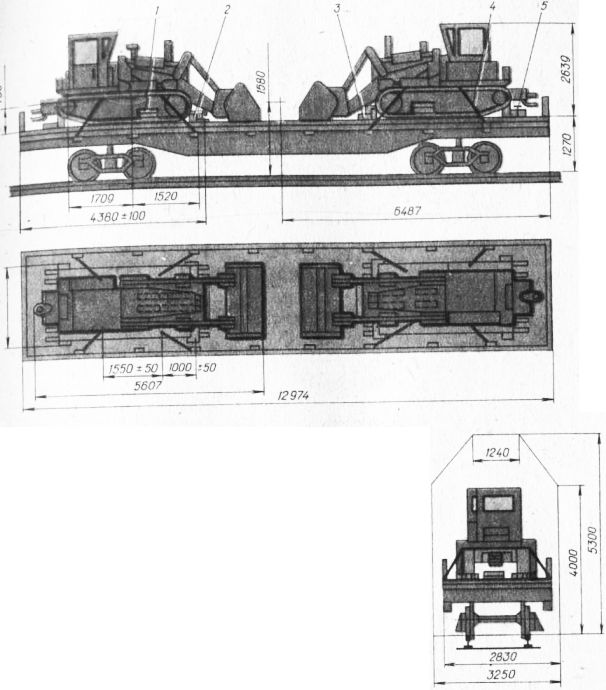
Рис. 9. Размещение гусеничного погрузчика ТО-7А на железнодорожной платформе
а — схема размещения: 1 — ящик ЗИП; 2 — упорные бруски; 3 — деревянные упоры; 4 — растяжки; 5 — специальные гвозди Ц.Т — центр тяжести платформы;, б — сечение упорных брус-ков; h — не менее 75 мм, в — не менее 150 мм
Все виды технического обслуживания и текущий ремонт погрузчиков выполняют в соответствии с требованиями эксплуатационной документации.
Техническое обслуживание и ремонт машин выполняют в плановом порядке.
Планирование технического обслуживания и ремонта. Организации, на балансе которых находятся одноковшовые погрузчики, разрабатывают годовые планы технического обслуживания и ремонта машин, а также месячные планы-графики технического обслуживания и ремонта машин (табл. 16 и 17). Порядок сдачи в ремонт и выдачи из ремонта машин регламентирован стандартами: ГОСТ 24406—80, ГОСТ 24407—80 И ГОСТ 24408—80.
Планируют следующие мероприятия технического обслуживания и ремонта: ежесменное техническое обслуживание (ЕО); плановое техническое обслуживание (ТО-1, ТО-2, ТО-3); сезонное обслуживание (СО); текущий ремонт (Т) и капитальный ремонт (К).
При планировании технического обслуживания предусматривают максимальное использование для выполнения этих мероприятий нерабочего времени машины.
Годовой план ТО, Т и К разрабатывают на основании планируемого количества часов работы машины в год, данных о количестве часов,отработанных машинами на начало года от начала эксплуатации или после К, и нормативных данных о количестве, периодичности и трудоемкости ТО, Т и К. Годовой план определяется числом плановых технических обслуживании и ремонтов по каждой машине и является основанием для расчета потребности в материальных и трудовых ресурсах при разработке производственных планов.
Месячный план-график ТО, Т и К составляют на каждую машину на основании данных о количестве часов, отработанных машиной на начало планируемого месяца, а также на основании нормативных данных о количестве, периодичности и трудоемкости ТО, Т и К.
Месячный план-график увязывают с графиками производства строительных работ. Сроки проведения ТО и ремонта машин, установленные месячным планом-графиком, в исключительных случаях могут быть изменены по согласованию с предприятием, на объектах которого их используют.
Работы по техническому обслуживанию и текущему ремонту ашин должны выполняться в соответствии с требованиями, содержащимися в «Техническом описании и инструкции по эксплуатации» завода-изготовителя.
Техническое обслуживание и ремонты погрузчиков необходимо проводить в строгом соответствии со сроками, установленными, месячным планом-графиком технического обслуживания и ремонта согласованным с организациями, использующими машины, не позднее чем на 3 дня до начала планируемого месяца.
Ежесменное и плановое техническое обслуживание. ЕО машин проводят перед началом и по окончании рабочей смены, а также в перерывах в работе машины, возникающих по организационным причинами (отсутствие фронта работ, материалов, транспорта и др.). К ЕО предъявляют следующие требования:
— уборочно-моечные операции выполняют в первую очередь, чтобы обеспечить необходимую подготовку машины к последующим операциям;
— при контрольных операциях разборку агрегатов и сборочных единиц не допускают;
— заправку машины выполняют только закрытым способом, чистым профильтрованным маслом, отстоенным и профильтрованным топливом. Перед заправкой необходимо тщательно очищать горловины и пробки топливных баков.
К ТО предъявляют следующие требования:
- диагностика технического состояния машины должна предшествовать регулировочным и мелким ремонтным операциям;
— регулировочные операции должны гарантировать нормальное взаимодействие агрегатов, сборочных единиц и деталей машины; крепежные операции должны обеспечивать крепление составных частей машины, предусмотренное заводом-изготовителем; запрещается заменять тип крепления, предусмотренный заводом-изготовителем, каким-либо другим типом крепления (например, болтовым или сварочным соединением);
— смазочные операции выполняют в соответствии с указаниями эксплуатационной документации заводов-изготовителей машин;
— мелкие ремонтные операции должны обеспечивать устранение мелких неисправностей, обнаруженных в процессе осмотра и Диагностики технического состояния машины.
Простой машины в ТО учитывается в календарных сутках с даты остановки машины в ТО до даты ее пуска в эксплуатацию.
Сведения о выполнении ТО регистрируют в журнале учета ТО, а затем переносят их в формуляр или паспорт машины в течение месячного срока.
Сезонное техническое обслуживание (СО) выполняют 2 раза в год при подготовке машины к использованию в период п дующего сезона (летнего и зимнего).
К технологическому процессу текущего ремонта (T) кроме требований, предъявляемых к ТО, предъявляют следующие требования:
Технология текущего ремонта не должна исключать возможности последующего ремонта; он не должен приводить к ухудшению эксплуатационных качеств машины, снижению ее прочности нарушению взаимозаменяемости узлов и деталей;
Простой машины в Т учитывают с даты постановки ее в ремонт и до даты сдачи в эксплуатацию. Исчисляют простой в календарных сутках.
Сведения о выполнении Т регистрируют в паспорте или формуляре не позднее одного месяца со дня его проведения.
Сведения об изменениях в конструкции машины или в ее составных частях и о замене их при Т регистрируют в паспорте или формуляре.
Капитальный ремонт (К). Потребность в капитальном ремонте определяют путем осмотра машины комиссией, которую возглавляет главный инженер (главный механик) организации.
Осмотр машины проводят после наработки ею числа моточасов, равного величине межремонтного цикла.
Если машина по своему техническому состоянию не нуждается в капитальном ремонте, то комиссия назначает новый срок его проведения, разрешая дальнейшую эксплуатацию машины. Результаты работы комиссии оформляют актом. Капитальный ремонт производят на ремонтных заводах, на базах эксплуатации его осуществляют только агрегатно-узловым методом.
Порядок сдачи машин, а также приемки их из капитального ремонта установлены «Правилами сдачи в ремонт и приемки из ремонта машин, агрегатов и узлов в строительстве», утвержденными Госстроем СССР.
О необходимости проведения внепланового ремонта машинист и участковый механик должны немедленно поставить в известность главного механика (главного инженера).
Для проведения внепланового ремонта участковый механик с участием экипажа машины составляет акт, в котором указывает состав и причины внепланового ремонта, ущерб, нанесенный строительному производству, стоимость внепланового ремонта.
Сведения о выполнении внепланового ремонта регистрируют в журнале учета ремонтов, откуда не позднее месячного срока их переносят в паспорт или формуляр на машину.
Организации — владельцы машин должны обеспечивать полный комплекс мероприятий системы технического обслуживания и
силами собственных баз (ремонтных заводов, мастер-РеМ°Н рофилакториев, передвижных средств технического обслу-сКИ” ия ремонта строительных машин и т. д.) и на предприятиях “”^онних организаций на основе договорных отношений. сТ°учет и контроль технического обслуживания и ремонта машин, низации, на балансе которых находятся машины, обязаны и систематический учет их наработки и выполненных меро-*еиЯТИй по техническому обслуживанию и ремонту в объеме, пр деляемом формулярами (паспортами) машин, состав и со-° рЖаНие которых регламентированы ОСТ 22-10-75.
Наработка машин, оснащенных счетчиками, определяется по их показаниям, наработка машин, не имеющих счетчиков, — по данным учета сменного времени, скорректированного с помощью коэффициента внутрисменного использования.
Коэффициент внутрисменного использования определяется хронометражными наблюдениями, либо по специальной методике.
Заправка и смазка погрузчиков. При эксплуатации погрузчиков следует пользоваться только теми видами масла, смазки и топлива, которые рекомендованы руководством по эксплуатации. Применять другие виды топливосмазочных материалов нельзя.
Надежность и долговечность машин в значительной степени зависят от своевременного и качественного смазывания сборочных единиц. При своевременной смазке значительно уменьшается изнашивание деталей. Смазку погрузчиков обычно совмещают с очередным техническим обслуживанием.
Жидкие смазочные материалы заливают в картеры и масляные баки гидросистемы. Уровень масла в картерах должен периодически контролироваться по нижней кромке контрольного или маслоналивного отверстия, а в коробках — по меткам маслоуказатель-ного стержня.
Заменять жидкие смазочные материалы следует сразу после остановки машины, когда агрегаты прогреты, предварительно необходимо промыть картеры сборочных единиц и гидросистем в сроки, указанные в периодических технических обслуживаниях и картах смазки.
Консистентными смазочными материалами смазывают сборочные единицы и детали погрузчиков посредством шприца или заправляют смазку вручную при сборке. Перед смазыванием тщательно удаляют грязь с пресс-масленок, пробок и др. во избежание попадания ее в механизмы.
Прессуют смазочные материалы рычажно-плунжерным шприцем до тех пор, пока смазка не покажется из стыков деталей смазываемой сборочной единицы.
Шприц следует периодически разбирать и тщательно промывать в керосине или дизельном топливе. Делать это рекомендуется также перед заправкой шприца смазкой другого сорта.
Смазывание погрузчиков следует производить в соответствии с картами смазки. При смазывании двигателей необходимо руководствоваться инструкциями по эксплуатации двигателей, а ходовых систем и других сборочных единиц базовых тракторов и тяга-чеи — инструкциями по эксплуатации тракторов и тягачей.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Техническое обслуживание и ремонт погрузчиков"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы