Строй-Техника.ру
Строительные машины и оборудование, справочник
Для исправления вмятин и восстановления формы поверхностей элементов кузова используют ручной инструмент.
Большое разнообразие рихтовочных молотков предполагает применение того или иного молотка в зависимости от характера вмятины и формы поверхности. Некоторые молотки имеют отполированную бойковую часть, что позволяет достичь высокой чистоты правки, а в отдельных случаях устранить повреждения без разрушения лакокрасочного покрытия.
Наковальни и фасонные плиты служат для поддержки листа во время выправления вмятины молотком. Форма и размеры плит и наковален выполнены с учетом наиболее часто встречающейся кривизны деталей кузова и дают возможность применять их при восстановлении различных участков кузова.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рычаги предназначены для исправления различных вмятин. Конструкция рычагов и длина некоторых из них предусматривает их применение в труднодоступных местах через технологические окна и отверстия в деталях кузова.
Восстановление формы кузовных деталей производят с помощью рихтовочного инструмента. Правку выпучин выполняют в холодном или нагретом состоянии.
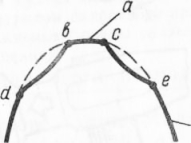
Устранение выпучин в холодном состоянии основано на растяжении металла по концентричёским окружностям или по радиусам от выпучины к неповрежденной части металла. При правке образуется плавный переход от наиболее выпуклой части а выпучины к окружающей ее поверхности панели 1. Для этого по направлению от металла, окружающего выпучину b—с, к выгнутой части b—d и с—е поверхности наносят молотком последовательную серию ударов по кругу. По мере приближения молотка к границе выпучины силу удара уменьшают. Чем больше будет число окружностей на панели при рихтовке, тем плавнее получится переход от выпучины к неповрежденной части металла.
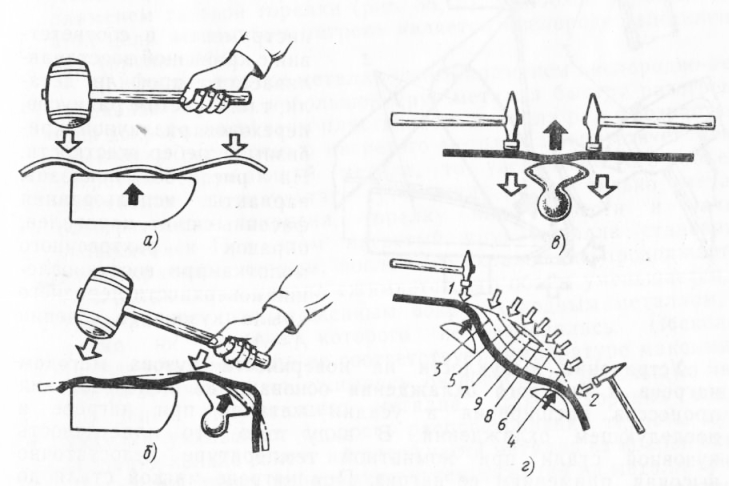
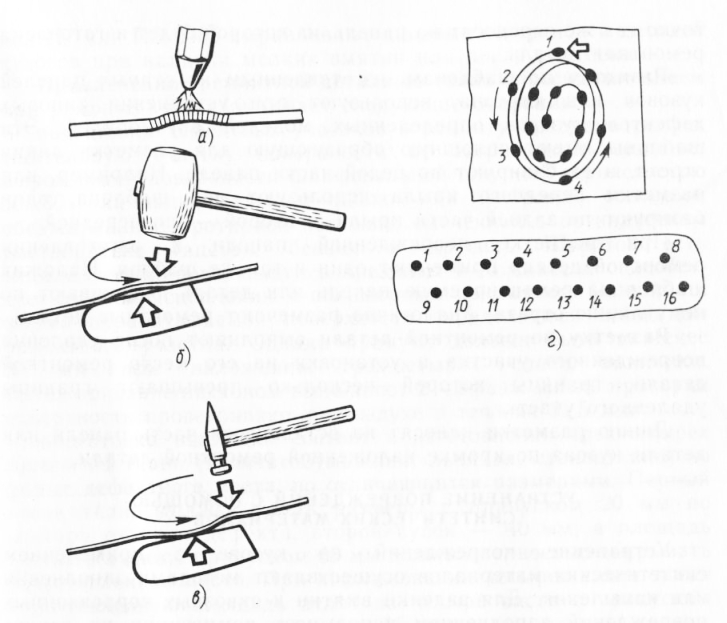
Правка деформированных поверхностей на прямолинейном участке лицевых панелей с использованием опорной плиты и киянки показана на рис. 1, а. Исправление деформаций на деталях с некруглыми поверхностями выполняют с использованием киянки и фасонных плит или наковален специального профиля. На рис. 1, в показан процесс рихтовки незначительных вмятин на лицевых панелях кузова, таких, как крыша, двери, капот, крышка багажника, крылья и другие. Последовательность исправления вмятин на деталях кузова, имеющих закругленную лицевую поверхность, представлена на рис. 1, г.
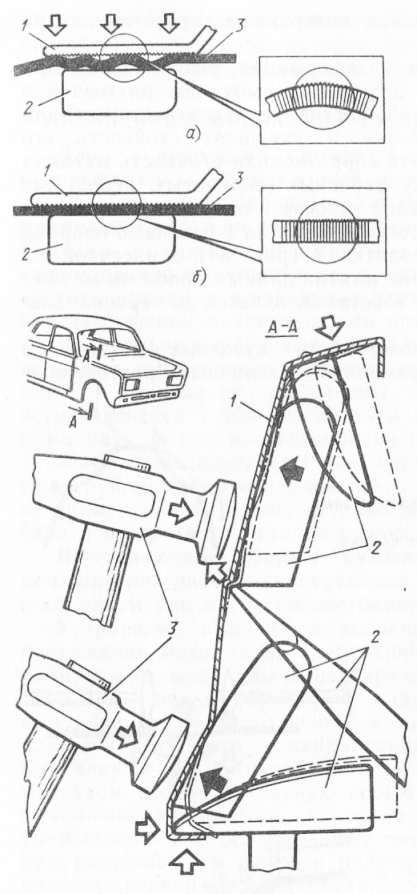
Значительная пластическая деформация, возникающая при растягивании металла для устранения выпучины рихтовкой в холодном состоянии, увеличивает истинную поверхность металла на восстанавливаемом участке и ухудшает стойкость его оксидной пленки. В результате коррозионная стойкость металла ухудшается. Поэтому правку неровных (волнистых, небольших вогнутых поверхностей) панелей кузовов и оперения выполняют без наклепа и увеличения площади металла с помощью опорной плиты и специального молотка (рис. 2) с насечкой на рабочей части. При устранении вмятин данным способом металл не растягивается, а панель восстанавливается до первоначальных форм и размеров.
Для восстановления поверхности кузовных деталей в легкодоступных местах применяют различные рихтовочные инструменты в соответствии с кривизной восстанавливаемого профиля детали, т. е. с учетом радиусов, переходов различной кривизны и ребер жесткости. На рис. 4 показаны варианты использования фасонных плит, наковален, оправок и рихтовочного молотка при восстановлении поверхности переднего крыла кузова (в сечении А—А).
Устранение выпуклости на поверхности кузова методом нагрева и быстрого охлаждения основано на использовании процессов расширения и усадки металла при нагреве и последующем охлаждении. В виду того что пластичность кузовной стали при комнатной температуре недостаточно высокая, применяют ее нагрев. При нагреве мягкой стали до температуры около 800° С (красный цвет) она становится пластичной и легко деформируется. Нет необходимости нагревать всю поверхность, а достаточно выбрать для этого несколько подходящих точек.
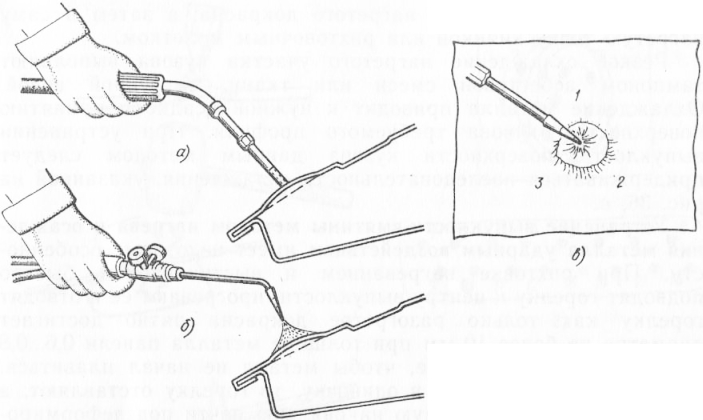
Нагрев металла выпуклости на кузове осуществляют угольным электродом сварочного аппарата или пламенем газовой горелки.
При нагреве точки металла узким пламенем кислородно-ацетиленовой горелки небольшой круг металла быстро разогревается докрасна, при этом пластичность металла резко возрастает. Поскольку расширению нагретого металла препятствует менее нагретый окружающий металл, то увеличение его объема происходит в результате утолщения. Как только металл разогревается докрасна, горелку надо отвести и начать охлаждение. При этом нагретый круг металла становится темно-красным, черным, после чего охлаждение продолжается. При охлаждении металл сжимается, его объем уменьшается, но удерживается расположенным вокруг холодным металлом, ни длина ни ширина которого не изменялась. Поскольку температура металла не соответствует температуре максимальной пластичности, то, сжимаясь, он поглощает небольшую часть удлинения окружающего металла. Для ускорения осадки металла уменьшают скорость распространения теплоты путем создания кольца вокруг нагретой части металла из мокрой ткани, противодействуют деформации путем нажатия на металл ручкой молотка или трубой вблизи нагретой точки, выстукивают границы точки металла, нагретого докрасна, а затем и саму нагретую точку киянкой или рихтовочным молотком.
Резкое охлаждение нагретого участка кузова выполняют тампоном асбестовой смеси или ткани, смоченной водой. Охлаждение металла приводит к нужной осадке и принятию поверхностью кузова требуемого профиля. При устранении выпуклости поверхности кузова данным методом следует придерживаться последовательности охлаждения, указанной на рис. 36, в.
Устранение выпуклости-вмятины методом нагрева и осаждения металла ударным воздействием имеет некоторые особенности. При рихтовке нагреванием и выстукиванием быстро подводят горелку к центру выпуклости, прогревают ее и отводят горелку как только разогретое докрасна пятно достигает диаметра не более 10 мм при толщине металла панели 0,6…0,8 мм. При нагреве следите, чтобы металл не начал плавиться. Если работу выполняют в одиночку, то горелку отставляют, а под лист помещают ручную наковальню почти под деформированную поверхность. Быстро выстукивают непокрасневший металл вокруг нагретой точки, а затем нагретую точку до тех пор, пока металл еще остается темно-красным. Лучше если выполнять эту работу киянкой.
При рихтовке молотком-гладилкой сила удара должна быть небольшой, чтобы не создать растяжения металла вместо сжатия. Если выпуклость небольшая, то достаточно одной точки. Работу можно считать завершенной только тогда, когда металл остынет до температуры окружающей среды. Для ускорения охлаждения на поверхность прикладывают смоченную в воде ткань. Если необходимо осуществить дополнительные точечные нагревы, то их надо делать не более двух, трех между каждым охлаждением. После охлаждения нагретого листа проводят тонкую рихтовку прогретого участка, чтобы выровнить поверхность металла, которая имела деформацию.
Для устранения обширной выпуклости (вмятины) на поверхности кузова металл предварительно нагревают в месте предполагаемого удара. Осаждение обширной выпуклости металла выполняют на опорной плите с помощью киянки, а устранение вмятины — с использованием молотка и фасонной плиты. Последовательность предварительного нагрева и нанесения ударов при устранении обширных выпуклостей (вмятин) зависит от их формы. Если выпуклость круглая, то точки 1—4 располагают по спирали в направлении от периферии к центру, а если выпуклость длинная и узкая, то точки 1—16 располагают узкими рядами.
Контроль качества рихтовки осуществляют визуально или ощупыванием поверхности ладонью руки. Визуально наиболее легко контролируются выпуклые или вогнутые поверхности путем осмотра их под различными углами. Для контроля плоских поверхностей применяют линейки.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Устранение деформаций в кузовных деталях рихтовкой"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы