Строй-Техника.ру
Строительные машины и оборудование, справочник
Корпус коробки передач, обычно изготавливаемый из серого чугуна, может иметь следующие дефекты: трещины и изломы, износ посадочных мест под подшипники и гнезда подшипников, износ и повреждения резьбовых и гладких отверстий.
Корпус коробки передач выбраковывают при аварийных изломах. Во всех других случаях решение о выбраковке корпуса принимают в зависимости от технологических возможностей ремонтной мастерской и экономической целесообразности его восстановления.
Трещины на необработанной поверхности заваривают электросваркой методом отжигающих валиков или применяя электроды типа ЦЧ-4, ЦЧ-ЗА, ПАНЧ-11. Предварительно поверхность зачищают по обе стороны трещины на 20…25 мм. Сквозные трещины, выходящие на обработанную поверхность, засверливают по концам сквозными отверстиями диаметром 44 мм и зачищают. Из листовой стали 20 толщиной до 4 мм изготавливают накладку и на обработанной поверхности фрезеруют или вырубают и затем опиливают площадку на глубину, равную толщине накладки. Укладывают накладку на подготовленную площадку и прикрепляют ее латунным болтом к корпусу коробки. Удаляют латунный болт и зачищают сварные швы заподлицо с обработанной поверхностью корпуса. Сквозные трещины на обработанной поверхности заваривают также методом отжигающих валиков электродами типа ЦЧ-4 или Э38.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
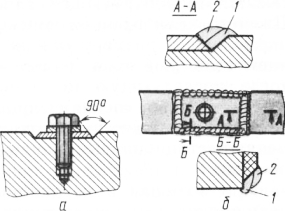
Рис. 1. Заварка трещины, проходящей через обработанную поверхность, с постановкой пластины:
а — закрепление пластины лагунным болтом и разделка кромок; б — приваривание пластины; 1 — наложение первого шва; 2 — наложение второго шва.
Качество заварки трещин и пробоин на герметичность проверяют керосином. Сварные швы натирают мелом, а внутреннюю стенку смачивают керосином. При появлении пятен керосина зону сварных швов очищают, обезжиривают и на швы наносят эпоксидный состав.
Посадочные места под подшипники и их гнезда восстанавливают, если зазор между наружным кольцом подшипника и корпусом превышает 0,5 мм, а между гнездом подшипника и корпусом 0,10 мм. Изношенные отверстия восстанавливают составами на основе эпоксидных смол или железнением с применением местных ванн.
При восстановлении посадочных мест эпоксидным составом корпус коробки передач устанавливают на стол вертикально-расточного станка, центрируют изношенное отверстие относительно шпинделя станка специальной оправкой и закрепляют прижимами. На обезжиренную поверхность отверстия наносят слой состава. Выдерживают состав при комнатной температуре в течение 10 мин и затем протягивают отверстие оправкой, закрепленной в шпинделе станка. Перед протягиванием на поверхность состава и оправки наносят слой консистентной смазки. Оправку изготавливают из стали 40 под номинальный размер посадочного места минус 0,09…0,12 мм. После формирования слоя в отверстии коробку снимают со станка и отверждают нанесенный состав. Механическая обработка отверстий не требуется.
Для восстановления железнением посадочных мест под подшипники в корпусах коробок передач предварительно поверхности отверстий зачищают от заусениц и забоин, промывают их бензином, обезжиривают венской известью, монтируют местную ванну и проводят железнение. Длительность процесса определяют по толщине наносимого слоя и скорости осаждения железа, равной 0,10…0,12 мм/ч.
После железнения сливают электролит, поверхность промывают ‘орячей водой, нейтрализуют 10%-ным раствором каустической Аы, промывают холодной водой и протирают насухо.
Отверстия, восстановленные железнением, механически обрабатывают выглаживающей прошивкой на гидравлическом прессе. Диаметр калибрующих поясков прошивок должен соответствовать нормальному размеру отверстия. Возможно «размерное» железне-ние: если добиться равномерной скорости отложения железа, тогда последующую механическую обработку можно исключить.
На крупных специализированных ремонтных предприятиях для железнения изношенных отверстий корпусов коробок передач применяют стационарные ванны или стенды со специальными подвесками.
При больших и неравномерных износах посадочных мест под подшипники после железнения необходима механическая обработка (расточка), обеспечивающая полное восстановление межосевых расстояний отверстий и перпендикулярность осей отверстий прива-лочной плоскости. В этих случаях отверстия восстанавливают растачиванием и постановкой втулок с закреплением их составом на основе эпоксидной смолы ЭД-6.
Перпендикулярность оси отверстий под подшипники вторичного вала относительно задней привалочной плоскости тракторных коробок передач восстанавливают фрезерованием этой плоскости на горизонтально-фрезерном станке при помощи специального приспособления. Неперпендикулярность оси допускается в пределах 0,08…0,20 мм.
Изношенные отверстия под штифты развертывают на увеличенный размер, а отверстия под оси восстанавливают постановкой втулок и закреплением их эпоксидным составом или клеем БФ-2.
Резьбовые отверстия восстанавливают нарезанием резьбы увеличенного размера или постановкой резьбовых вставок.
Валы и оси коробок передач, изготавливаемые обычно из среднеуглеродистых и мало- или среднелегированных сталей, могут иметь такие дефекты: изгиб, износ посадочных поверхностей под подшипники и шестерни, износ шлицев по толщине, износ или повреждение резьбы. Валы и оси выбраковывают при изломе, трещинах и при аварийном изгибе.
Погнутые валы и оси правят под прессом в холодном состоянии. Биение вала более 0,05…0,1 мм (в зависимости от его длины) не допускается.
Изношенные посадочные места под подшипники, шестерни и другие детали восстанавливают газовой сваркой или электродуговой наплавкой различных видов, приваркой металлической ленты, а также хромированием, железнением, полимерными материалами и др.
Для восстановления посадочных мест валов и осей с незначительным износом (до 0,1 мм) ГОСНИТИ рекомендует полимерный материал ГЭН-150 (В)—эластомер. Восстанавливаемую поверхность зачищают и обезжиривают. Вал (ось) устанавливают в центрах токарного станка и при частоте вращения детали, равной 25…30 мин“1, с помощью воздушного распылителя типа 0-45 или 0-37 наносят необходимый слой эластомера. Предварительно смазочные отверстия в валах и осях закрывают графитовыми пробками, а шлицы или шпоночные пазы покрывают 5%-ным раствором силиконового каучука в толуоле или коллоидальным графитом.
После нанесения слоя деталь выдерживают в течение 20 мин на воздухе при температуре 20 °С и затем в сушильном шкафу при температуре 100…120 °С в течение 1 ч.
Посадочные места под подшипники с небольшими износами, а также трубчатые валы типа первичного вала коробки передач трактора ДТ-75М восстанавливают электромеханической обработкой с применением дополнительного материала или без него и наплавкой порошками твердых сплавов при помощи плазменной струи.
Сильно изношенные валы больших диаметров часто восстанавливают постановкой втулок. Для этого посадочное место протачивают до выведения износа, напрессовывают изготовленную втулку и закрепляют ее штифтами диаметром 6…8 мм или приваривают. Закрепленную втулку протачивают и шлифуют до необходимого диаметра. Толщина втулки после механической обработки должна быть 2,2…6 мм.
Изношенные посадочные места на концах большинства валов и осей можно восстанавливать осадкой или раздачей.
Концы валов при износе до 0,3 мм восстанавливают осадкой. Конец вала нагревают до ковочной температуры 850…1000 °С (светло-красного каления). Торец на глубину 5…7 мм замачивают водой и под молотом осаждают участок вала. После осадки вал подвергают термической обработке и шлифуют до требуемого размера.
При раздаче в торце вала сверлят отверстие глубиной на 5… 8 мм больше длины посадочного места. Конец вала нагревают и в отверстие запрессовывают стержень, диаметр которого больше диаметра просверленного отверстия. После охлаждения выступающий конец стержня срезают и посадочное место обрабатывают.
Изношенные шлицы валов восстанавливают автоматической наплавкой под слоем флюса приваркой стальной ленты или ручной наплавкой электродами типа Э42. Чтобы исключить коробление валов, наплавляют поочередно противоположные шлицевые канавки. Механизированную наплавку выполняют на токарных или наплавочных станках при продольном перемещении суппорта, на котором закрепляют наплавочную головку.
Поврежденную или изношенную резьбу на концах валов и осей протачивают, нарезают новую меньшего диаметра и по ней изготавливают гайку. При необходимости изношенную резьбу наплавляют вибродуговой наплавкой электродом из проволоки Нп-30 или плазменной струей порошковыми материалами протачивают и нарезают резьбу нормального размера.
Шестерни.
В шестернях, годных к дальнейшей эксплуатации, поврежденные торцы зубьев зачищают абразивным кругом до получения требуемой формы. Шестерни с трещинами на зубьях или выкрашиваниями не восстанавливают. Если допускает конструкция, такие шестерни восстанавливают постановкой нового венца. Шестерни, в которых изношены шлицы, но годны зубья, иногда восстанавливают постановкой шлицевой втулки. Диаметр расточенного отверстия шестерни должен быть больше диаметра впадин шлицев на 0,5… 1,5 высоты шлица. Запрессованную втулку крепят штифтами или ввертышами и приваривают. Радиальное и осевое биение шестерни, восстановленной таким способом, допускается не более 0,15 мм.
Рычаги и вилки переключения, изготавливаемые обычно из стали 18ХГТ и 40Х, могут иметь следующие дефекты: изгиб, трещины и изломы. В рычаге изнашиваются шаровая поверхность и нижний конец. В вилках переключения изнашиваются щеки по толщине и паз.
Выбраковывают рычаги и вилки переключения при изломах и аварийных изгибах.
Погнутые рычаги переключения правят вхолодную под прессом, а вилки — на плите молотком.
Изношенные шаровую поверхность и нижний рабочий конец рычага переключения восстанавливают наплавкой с последующей механической и термической обработками. Рычаг нагревают до температуры 600…650 °С, выправляют и после обработки вновь изгибают под требуемый угол.
Изношенные пазы вилок переключения и щеки по толщине восстанавливают электродуговой наплавкой электродом Т-590 или прутком сормайт № 2. Наплавленные поверхности шлифуют до нормальных или необходимых размеров по пазу шестерни без термической обработки. Изношенные втулки в вилках переключения заменяют новыми, изготовленными из стали 40Х.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Восстановление деталей коробок передач"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы