Строй-Техника.ру
Строительные машины и оборудование, справочник
Производительность нанесения металла при наплавке вибрирующим электродом и под флюсом одной проволокой сплошного сечения сравнительно невелика и в среднем составляет соответственно 0,9…1,2 и 2,5 кг/ч. Наиболее производительная многоэлектродная наплавка: в зону горения дуги подается не один, а два или несколько электродов одновременно при общем, токопроводе. Электроды плавятся за счет тепла, которое выделяется дугой, горящей на одном из электродов. Дуга постоянно перемещается по всем электродам. При этом значительно повышается производительность процесса наплавки. Подбором необходимого количества электродов, их взаимного расположения и различного химического состава удается в широких пределах регулировать производительность, распределение тепла по ширине наплавляемого валика (за счет изменения расстояний между электродами), размеры ванны жидкого металла и ее химический состав, глубину проплавления восстанавливаемых поверхностей Деталей, что позволяет получать металлопокрытия с различными механическими свойствами.
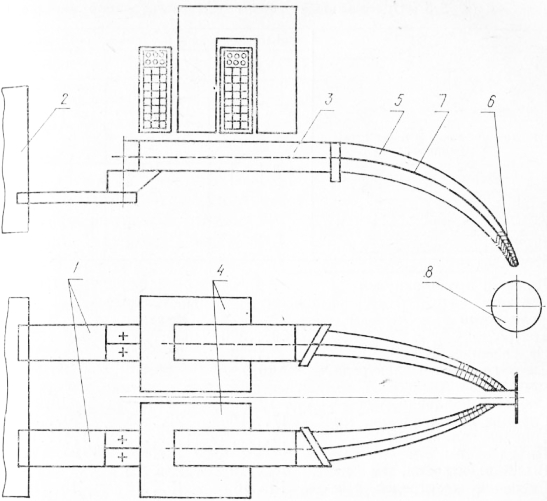
Рис. 1. Схема электромагнитного двухэлектродного вибратора с подачей электродных проволок:
1 — пружины; 2— корпус головки; 3 — якорь; 4 — электромагниты; 5 —напряжение; 6 — наконечник; 7 — электродная проволока; 8 — наплавляемое изделие.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Двухэлектродная вибродуговая наплавка, разработанная Н. А. Николаевым (ЧИМЭСХ), ведется головкой ГВНД-72. Схема электромагнитного вибратора и подачи электродных проволок показана на рис. 1. Колебания электродов смещены по фазе на 180°, что увеличивает длительность периода горения дуги и производительность наплавки почти в два раза.
Двухэлектродная наплавка по сравнению с одноэлек-тродной производительнее на 60…80 %. Она позволяет увеличить шаг наплавки, в результате чего предыдущие наплавленные валики подвергаются меньшему тепловому воздействию. Наплавленный металл приобретает более равномерную структуру, его механические свойства улучшаются. Так, износостойкость слоев, нанесенных двух-электродной наплавкой проволокой Нп-65 Г, в 1,3 раза превышает износостойкость покрытий, полученных одно-электродной наплавкой с использованием той же проволоки.
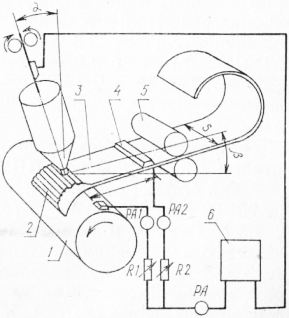
Рис. 2. Схема многоэлектродной наплавки:
1 — электроды; 2 — токопрово-дящий контакт; 3 — флюс; 4— дуга; 5 — шлаковая корка; 6 — наплавленный металл; 7 — деталь; 8 — газовый пузырь; 9 — эластичная оболочка из расплавленного флюса; 10 — источник тока.
Установка для многоэлектродной наплавки под флюсом (СУ-2 и СУ-32) разработана Ташкентским институтом инженеров железнодорожного транспорта. Замена одноэлектродной наплавки многоэлектродной позволяет повысить производительность процесса в 1,5 раза, более рационально использовать легирующие элементы проволоки и флюса за счет сравнительно длительного взаимодействия расплавленного металла и флюса.
Металл, нанесенный многоэлектродной наплавкой, после термической обработки превосходит по износостойкости металл, наплавленный одним электродом, на 12… 13%, что объясняется большим содержанием легирующих элементов в металлопокрытии.
Разработан новый способ дуговой автоматической наплавки, схема которого показана на рис. 2.8.
Для плавления присадочной ленты 3 используется электрод, совершающий поперечные колебания по ее ширине. На участке вылета лента подогревается электрическим током, проходящим между электродом и токопро-водом, расположенным по ее ширине. Сварочный ток разделен с помощью резисторов Р1, Р2 на два зависимо регулируемых потока, один из которых проходит через деталь 1, а второй — через присадочную ленту на участке вылета. Это дает возможность регулировать скорость ее плавления.
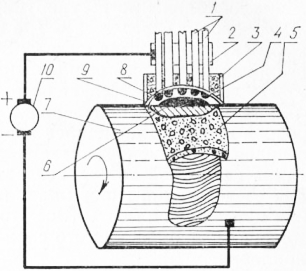
Рис. 3. Схема наплавки детали:
1 — наплавляемая деталь; 2 — наплавленный слой; 3 — присадочная лента; 4 — токопровод; 5 — подающие валики; 6 — источник питания.
На ленту воздействует не только тепло сварочной дуги, но и капель расплавленного металла электрода и сварочной ванны. Плавящийся проволочный электрод, обеспечивая интенсивное механическое перемешивание металла сварочной ванны, создает благоприятные условия для ее дегазации и повышает интенсивность расплавления присадочной ленты. Все это улучшает качество формирования наплавляемого слоя и стабильность процесса наплавки.
Производительность процесса возросла до 18 кг/ч, а толщина наплавленного слоя — до 8 мм. Потери металла на угар, разбрызгивание и шлакообразование составили 6…8%, в то время как при наплавке просто порошковой проволокой они достигают 20…25 %. Применительно к восстановлению опорных роликов тракторов Т-100М, работающих в условиях больших контактных нагрузок, сил трения и абразивной среды, в качестве наплавочных материалов рекомендуются порошковая проволока ПП-ТН250 (ЧМТУ 4-330-70) и присадочная лента ПЛ-АН101 (ТУ ИЭС 34—70).
Эксплуатационными испытаниями установлено, что износостойкость наплавленных опорных роликов по сравнению с новыми выше в 1,6…1,7 раза.
Для внедрения этого способа в производство разработана и изготовлена установка ОКС-14408, производительностью не менее 25 деталей в смену. Диапазон изменения сварочного тока 400…700 А, диаметр электродной проволоки 2,5…3,6 мм, скорость ее подачи 120… 400 м/ч и вылет 30…50 мм, сечение сплошной присадочной ленты 2X40 и 2×42 мм, порошковой 4×20 мм, их число 2, скорость подачи 5…20 м/ч, вылет ленты 30… 70 мм.
Установка комплектуется источником тока — выпрямителем ВКСМ-1000 или ВДУ-1001. Ожидаемый экономический эффект от одной наплавочной установки составит 20…22 тыс. руб.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Высокопроизводительные методы наплавки"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы