Строй-Техника.ру
Строительные машины и оборудование, справочник
Процесс электромеханического упрочнения (ЭМУ) является разновидностью процесса электромеханического сглаживания и производится с целью улучшения основных физико-механических характеристик металлов. Существенной отличительной его чертой является более мощный режим обработки, позволяющий за счет этого получить глубину поверхностного упрочнения до 2 мм.
Процесс электромеханического упрочнения можно считать особым типом поверхностной термомеханической обработки металлов, имеющим ряд существенных особенностей. Прежде всего при электромеханическом упрочнении тепловое и силовое воздействие на поверхностный слой происходит одновременно, а не последовательно, причем нагрев сопровождается действием значительных удельных давлений. Теплота, выделяемая током, создается одновременно во всех зернах поверхностного слоя при весьма кратковременной выдержке. Эти особенности обусловили получение после электромеханического упрочнения специфической структуры поверхностного слоя. В зависимости от температуры, скорости и давления, возникают структуры особого типа: с фазовым превращением (светлый слой), горячедеформиро-ванная с рекристаллизацией и без рекристаллизации, холоднодеформированная.
Упрочненный поверхностный слой обладает высокой твердостью и износостойкостью как в условиях трения со смазкой, так и в абразивной среде. Последняя в 9… 12 раз выше по сравнению с износостойкостью нормализованных и в 2…4 раза по сравнению с закаленными сталями.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Электромеханическому упрочнению могут подвергаться конструкционные стали типа сталь 45, сталь 40Х, сталь 65Г и т. п., в нормализованном и термообработан-ном состоянии, а также поверхностные слои деталей, образованные металлопокрытиями (наплавками, напылением, железнением).
Электромеханическое упрочнение повышает износостойкость чугуна в 2 раза и металла, образованного наплавкой, в 1,5…2 раза по сравнению с закаленным на высокую твердость.
ЭМУ создает благоприятное сочетание остаточных напряжений в поверхностном слое, благодаря чему значительно увеличивается усталостная прочность деталей. Установлено, что последняя для конструкционных сталей (сталь 45, 40Х) увеличивается на 19…23,5 %. Электромеханическое упрочнение оказывает также положительное влияние на контактную прочность металлов.
В БИМСХ проведены исследования влияния электромеханического упрочнения в высокотемпературном режиме на физико-механические свойства некоторых металлопокрытий, определяющие служебные качества восстановленных наплавкой деталей. Исследованием установлено *, что структура и строение наплавленного металла улучшают свои качества. В упрочненном поверхностном слое глубиной до 1,1 мм отсутствуют кристаллизационная неоднородность, столбчатость строения и микротрещины. Упрочненный слой характеризуется весьма мелкодисперсной, однородной структурой мартенситного типа, обладающей высокой твердостью (Н(1=6000…9000 МПа), стабильной как по глубине, так и по ширине упрочненного слоя.
На рис. 1…3. показано влияние температуры в контакте инструмент — деталь и давления инструмента на изменение глубины упрочнения б, поверхностной твердости, износостойкости е по закрепленному абразиву, а также удельную ударную вязкость (ак) и напряжения (Р) в поверхностном слое наплавленного под флюсом АН-348А проволокой Нп-65Г металла. Характер изменения этих свойств у других изучаемых металлопокрытий (наплавленных под флюсом АН-348А проволокой ЗОХГСА и вибродуговой наплавкой проволокой Нп-65Г в струе жидкости) в зависимости от параметров электромеханического упрочнения аналогичный. Значение этих свойств различно и зависит от химического состава и способа получения покрытия.
Из числа легирующих элементов наибольшее влияние на механические характеристики оказывает углерод, повышая твердость, износостойкость, величину остаточных сжимающих напряжений, снижая пластичность и ударную вязкость. Присутствие хрома прежде всего сказывается на возрастании характеристик пластичности и глубины упрочнения за счет увеличения прокаливаемости.
Повышение температуры упрочнения в исследуемом интервале до 1050 °С сопровождается ростом значения прочностных характеристик (твердости, износостойкости, напряжений 1-го рода) и некоторым изменением работы разрушения. Данные металлографического и рентгено-структурного анализов показывают, что в этом интервале температуры упрочнения с ростом последней увеличивается степень закалки упрочняемого объема металла, глубина пластической деформации и измельчение блоков когерентного рассеяния, что является основной причиной

Рис. 1. Слияние температуры упрочнения на механические свойства металла, наплавленного проволокой Нп-65Г под флюсом АН-348А.
повышения прочностных характеристик. Температурный интервал 1000…1050 °С является оптимальным для полной реализации возможностей процесса электромеханического упрочнения с точки зрения термического воздействия. Повышение температуры свыше указанного интервала приводит к огрублению структуры (характерному для закалки при высоких температурах), развитию зональных напряжений, что обусловливает появление закалочных трещин. Кроме того, в поверхностном слое (глубиной от нескольких сотых долей миллиметра до 0,3 мм в зависимости от степени перегрева) имеют место обезуглероживание и микротрещины.
Вследствие сказанного у всех исследуемых метелло-покрытий при перегреве резко уменьшаются показатели как прочности, так и пластичности. Следует отметить, что указанные явления более резко выражены у металлопокрытий с относительно большим содержанием углерода и нелегированных.
Результаты исследования изменения микротвердости по глубине упрочненного слоя в зависимости от давления инструмента показывают, что оно невелико. Чем меньше углерода в наплавленном металле, тем изменения меньше, глубина же упрочнения пластической деформацией изменяется весьма существенно.
Увеличение давления инструмента до 0,3 кН/мм ширины инструмента (температура постоянная) приводит к увеличению как прочностных, так и пластических свойств всех исследуемых металлопокрытий. Максимельное значение твердости, износостойкости в абразивной среде, микронапряжений достигается при давлении 0,4 кН/мм, оптимум же для ударной вязкости смещен в интервал давлений 0,3…0,35 кН/мм. Исследования тонкой структуры показали, что в этом интервале давлении практически заканчивается процесс измельчения блоков когерентного рассеяния. Изложенное позволяет предположить, что давление в окрестности значения 0,3 кН/мм обеспечивает такую степень деформации, при которой достигается благоприятное сочетание как прочностных, так и пластических свойств, что одинаково важно для деталей, работающих в различных условиях. Дальнейшее увеличение степени деформации хотя и приводит к некоторому увеличению прочностных свойств, делает металл хрупким.
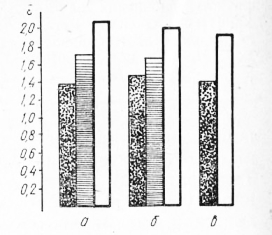
Рис. 2. Относительная износостойкость металлопокрытий по закрепленному образиву:
а — наплавка проволокой Нп-65Г под флюсом АН-348А; б — наплавка проволокой Нп-ЗОХГСА под флюсом АН-348А; в — вибродуговая наплавка с охлаждающей жидкостью проволокой Нп-65Г; г — в состоянии наплавки; — после закалки с нагрева ТВЧ и низкого отпуска; □ —после электромеханического упрочнения.
Сравнительные испытания физико-механических свойств неупрочненных металлопокрытий, закаленных с нагрева токами высокой частоты, и упрочненных электромеханическим способом показали значительное преимущество последнего с точки зрения увеличения износостойкости и в особенности — интенсивности упрочнения.
Высокий качественный комплекс физико-механиче-ских свойств, простота, дешевизна и возможность автоматизации процесса электромеханического упрочнения создают предпосылки к широкому внедрению последнего в ремонтное производство для улучшения служебных свойств восстановленных наплавкой деталей (валики водяных насосов, шкворни поворотных цапф автомобилей, оси кареток качения и опорных роликов гусеничных тракторов).
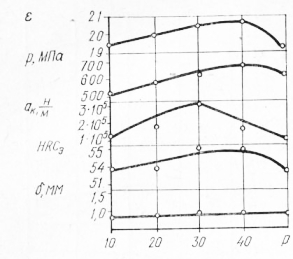
Рис. 3. Влияние давления на механические свойства металла, наплавленного проволокой Нп-65Г под флюсом АН-348А.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Электромеханическое упрочнение"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы