Строй-Техника.ру
Строительные машины и оборудование, справочник
(обивочный и планочный), формованные теплоизоляционные элементы
Плоские древесноволокнистые плиты. Для изготовления обойных панелей в настоящее время используются древесноволокнистые плиты, которые изготовляют из древесного волокна с добавкой синтетических смол. Одна сторона плиты имеет гладкую блестящую поверхность, другая шероховатая, обладает большой вла-гопоглощаемостью. К шероховатой поверхности плиты иногда приваривают пленку.
Поверхность плит, используемых для внутренней отделки кузовов автомобилей, подразделяется на три категории. Твердость обусловлена плотностью и толщиной (2—6,5 мм).
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Плотность определяют на образцах с минимальными размерами 100×100 мм. Точность измерений образцов составляет 0,1 мм при замере толщины, 0,5 мм при замере длины сторон и 0,1 г при взвешивании.
До проведения любого испытания образцы должны быть предварительно выдержаны при температуре 23 ± 2°С и относительной влажности 65 ± 2% в течение 24 ч.
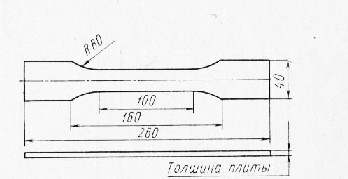
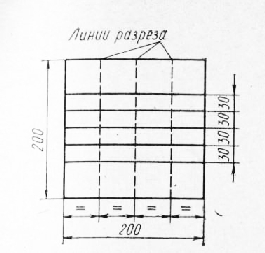
Прочность при сварке под давлением определяется разрушающей нагрузкой образца, подвергнутого сварке, и модулем эластичности материала. Испытание проводят на двух образцах прямоугольной формы размером 50×160 мм, взятых в двух различных точках плиты во взаимно перпендикулярных направлениях.
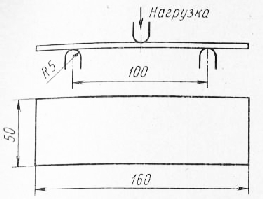
На испытательном приборе замеряют одновременно прогиб и усилие с точностью соответственно 0,2 мм и 0,2 кгс. Образец размещают на двух опорах, отстоящих одна от другой на расстоянии 100 мм, и надавливают шпинделем посередине со скоростью шпинделя 50 мм/мин. Нагрузку следует прикладывать к гладкой стороне образца. Форма образца и схемы проведения испытания показаны на рис. 2.29.
Два образца расположены перпендикулярно один другому. Скорость растяжения 100 мм/мин. За результат принимают среднюю арифметическую величину по испытаниям обоих образцов.
Прочность на сжатие (нагрузка, необходимая для получения деформации 10%) определяют на устройстве, имеющем шпиндель диаметром 11,3 мм, площадью 1 см2. Величину сжатия замеряют с точностью до 0,01 мм, а нагрузку с точностью 0,5 кгс. Для обеспечения перпендикулярности усилия к поверхности образца предусмотрено шарнирное крепление головки шпинделя.
Предварительная нагрузка на шпиндель составляет 10 кгс/см2. Через 30 с после ее приложения замеряют начальную толщину образца. Затем увеличивают нагрузку так, чтобы за 20—30 с обеспечить уменьшение толщины на 10% начального ее значения. Результатом служит среднее арифметическое значение результатов испытаний трех образцов.
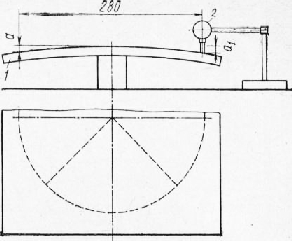
Для определения коэффициента деформации образцы подвергают циклическому замачиванию и осушению. На гладкой поверхности образца размером 300×300 мм, не имеющей никаких отверстий и царапин, вычерчивают окружность радиусом 140 мм. Окружность делят на восемь равных частей.
Образцы погружают в воду при температуре 23 ± 2° С на 24 ч, осушают при помощи фильтровальной бумаги, прижимая ее к образцу под давлением 50 гс/см2 в течение 30 с. После этого образец высушивают в течение 24 ч в печи с циркуляцией воздуха при температуре 50 ± 2° С. Циклы замачивания и осушения повторяют. Подготовленный образец размещают на опоре, как показано на рис. 2.32 и, не изменяя положения центра образца, производят замеры в восьми намеченных ранее точках. За показатель деформации принимают наибольшее отклонение плоскости образца от нулевой линии до одной из восьми точек.
Для определения абсорбции берут образцы размером 100X X 100 мм, тщательно сушат и взвешивают с точностью до 0,01 г. Подготовленный образец погружают в горизонтальном положении в воду и выдерживают так, пока его масса не перестанет возрастать.
Испытание проводят при комнатной температуре. Затем образец вынимают из воды, осушают фильтровальной бумагой под давлением 50 г/см2 в течение 30 с, вновь взвешивают и подсчитывают процент прироста массы образца.
Абсорбцию воды при поверхностном контакте гладкой стороны образца определяют на таких же образцах, как и для определения абсорбции воды при погружении образца. Разница состоит в том, что края образца покрывают парафином для предохранения от поглощения воды. Образцы выдерживают в воде в течение 1 ч при комнатной температуре, затем осушают фильтровальной бумагой под давлением 50 г/см2 в течение 30 с и взвешивают. Разность массы, выраженная в процентах прироста массы, является показателем абсорбции воды при поверхностном контакте образца с водой.
Сварочные свойства на обеих поверхностях материала определяют на образцах размером 220×70 мм. На поверхность образца наносят слой термореактивного клея при помощи специального приспособления. После сушки в течение 24 ч в условиях окружающей среды на поверхность образца накладывают ламинированную виниловую пленку и под давлением приваривают токами высокой частоты (7—10 МГц). Медный электрод сварочного аппарата должен иметь форму и размеры, показанные на рис. 2.14. Полная нагрузка на электрод составляет 80 кг, что обеспечивает давление при этом 16 кгс/см2. Аппарат должен обеспечивать равномерное распределение давления по всей привариваемой поверхности. Продолжительность сварки 10 с. Давление следует поддерживать еще 10 с после выключения тока. Для проверки прочности сварочного шва пленку отрывают от древесноволокнистой плиты со скоростью 100 мм/мин.
Обивочный и планочный автомобильный картон. Во внутренней отделке автомобилей используются два вида картона: обивочный и планочный. Обивочный картон служит для изготовления полок и ящиков, предназначенных для хранения вещей пассажиров и водителя. Из планочного картона изготовляют планки и рейки для прикрепления обивочных элементов (обойных панелей, потолков и обивки сидений).
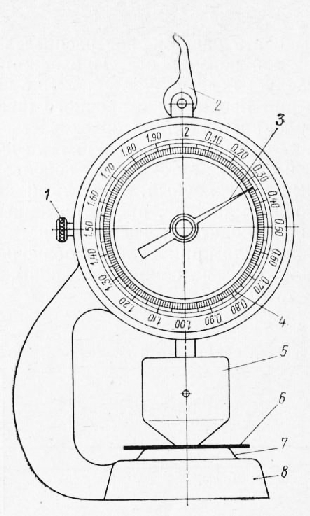
Для замера толщины картона применяют толщиномер (индикаторный микрометр) соответствующей конструкции и пределами измерения.
Испытание картона на прочность при разрыве, а также на водопоглощение проводят так же, как испытания на прочность древесноволокнистых плит.
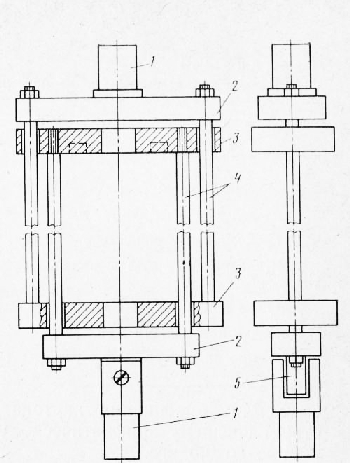
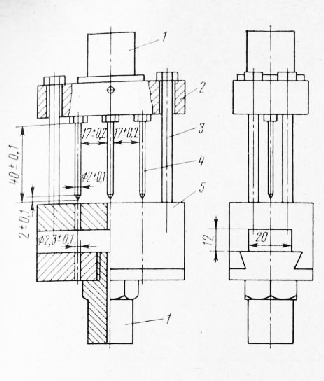
Планочный картон должен обеспечивать возможность вбивания и удержания гвоздей. Эти свойства определяют при помощи специального прибора, оснащенного стандартными иглами. Прибор для измерения усилия пробивания картона стандартными иглами и усилия вытаскивания игл из картона состоит из приспособления А со стандартными иглами и приспособления Б, служащего для вбивания игл в картон. Для определения усилия пробивания картона испытывают пять образцов размером 20 X 100 мм, которые выдерживают в течение 48 ч при температуре 20 + 2° С и относительной влажности воздуха.65 ±2%. Подготовленные образцы картона размещают в вырезе (прямоугольном отверстии) плиты приспособления А. Затем приспособление А вкладывают в приспособление Б, а цапфы вставляют в зажимы динамометра. Затем включают динамометр, три иглы вбивают в испытываемый образец. После пробивания картона останавливают динамометр, определяют по шкале усилие пробивания и извлекают приспособления А и £ из зажимов динамометра. После установления стрелки динамометра на нулевую отметку в зажимы динамометра вставляют приспособление А с пробитым образцом картона. Включают динамометр и во время извлечения игл из образца отсчитывают на шкале усилие, затрачиваемое на эту операцию.
Усилие пробивания картона стандартными иглами соответствует среднему арифметическому значению пяти замеров с точностью до 0,5 кгс.
Расчет производят с точностью до 0,5 кгс/см.
Гибкость картона определяют на образцах из плоского картона различных размеров и разными способами. Для проведения испытания необходимы тиски и валик соответствующего диаметра.
Формованные древесноволокнистые детали. Некоторые элементы внутреннего оборудования и отделки автомобилей (полки, ящики, панели стоек, приборные панели и др.) изготовляют из смеси волокнистых материалов и соответствующих добавок. Массу размешивают, затем она загустевает до определенной консистенции. После уплотнения под воздействием давления и теплоты полученные детали пропитывают, окрашивают, покрывают бархатом, поливинилхлоридными пленками.
Определение показателей, характеризующих материал, проводят в условиях окружающей среды, т. е. при температуре 23 ± 1°С и относительной влажности 50 ±5%. В течение трех дней до начала испытаний в этих же условиях выдерживают образцы.
Испытание на прочность проводят на образцах размером 50×200 мм, вырезанных из плоской части изделий. Рабочая длина образца 100 мм, скорость растяжения 50 мм/мин.
Испытание с погружением образца в воду проводится после извлечения образца из воды и осушения его поверхности фильтровальной бумагой. Испытание на гибкость проводят путем гибки образца размером 50×200 мм на валике, диаметр которого превышает толщину образца в 60 раз.
Формованные теплоизоляционные обкладки. В заднем отделении автомобилей типа комби внутри багажников дорогостоящих автомобилей, а также в салонах популярных автомобилей применяют формованные обкладки, изготовленные горячим формованием смеси поливинилхлорида (ПВХ) — акрилонитрилбутадиен-стирола (ABC). Для автомобилей такие обкладки можно применять после формования при температуре от —30 до +80 °С.
Испытание стабильности размеров проводят на элементе, положенном на опору; форма, размеры образца, способ крепления должны быть идентичны элементу, используемому в качестве обкладки в автомобиле. Замеряют характерные размеры образца, точно обозначая замеряемые точки и их положение по отношению к измеряемым плоскостям.
Испытываемый элемент вместе с опорой помещают в печь при температуре 80 + 3 °С и выдерживают 24 ч. После извлечения из печи и охлаждения в условиях окружающей среды в тех же точках замер повторяют. Затем подсчитывают разность в процентах для каждого замера.
Температура размягчения по системе Вика выражается в градусах Цельсия. Это температура, при которой стальная игла круглого сечения площадью 1 мм2 углубится в материал образца под воздействием установленной нагрузки на 1 мм при определенной постоянной скорости возрастания температуры.
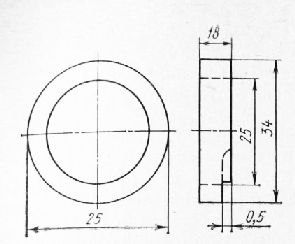
Образцы для определения температуры размягчения должны иметь форму круга диаметром не менее 10 мм или прямоугольных плиток с длиной сторон не менее 10 мм; толщина образцов должна быть 3—6,5 мм. Допускается складывание двух образцов, если толщина каждого из них меньше 3 мм. При проведении испытания образец располагают на площадке корпуса и упирают в него измерительную иглу из закаленной нержавеющей стали.
Игла имеет форму круглого стержня площадью сечения 1 ± ± 0,015 мм2 и длиной 3 мм. Расстояние иглы от края образца должно быть не менее чем 3 мм. Игла, приклеенная к стержню 4, пропущенному внутрь тарелки 3 и прижатому ножкой индика-тора 1, должна оказывать давление на образец с усилием не менее 100 гс.
Устройство размещается в ванне с мешалкой и прибором обеспечивающим линейный прирост температуры со скоростью 50 ± ± 5 С в час или 120 ± 5° С в час. Испытание начинают при температуре на 50° С ниже температуры размягчения образца. Через 5 мин после установки прибора в ванну стрелку индикатора переводят на нулевое деление и на тарелку ^помещают груз 2. Полное давление на образец составляет 1025 ± 25 гс для I варианта или 5025 ± 25 гс для II варианта. За температурой следят по термометру, у которого баллончик с ртутью расположен около поверхности образца в момент заглубления иглы в образец на 1 мм. Уровень жидкости над образцом должен быть не менее 35 мм. Состав жидкости подбирают таким, чтобы жидкость не вступала в реакцию с образцом. Результаты испытания определяют по среднему арифметическому значению двух замеров.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Древесноволокнистые плиты и формованные деталиг картон"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы