Строй-Техника.ру
Строительные машины и оборудование, справочник
К деталям и узлам общего назначения могут быть отнесены в первую очередь подшипники, оси, валы, соединительные муфты, зубчатые, червячные и цепные передачи.
Подшипники скольжения. Работоспособность подшипников скольжения зависит от площади контакта между рабочими поверхностями вкладыша и шейки вала, условий смазки, а также от материалов и состояния этих поверхностей.
Большое значение для нормальной работы подшипника имеет масляный зазор, причем для подшипников, работающих на жидкой и густой смазках, требования к величине и точности соблюдения масляного зазора совершенно различны. Масляным зазором называется диаметральный зазор между шейкой вала и вкладышем, когда шейка вала опирается на поверхность вкладыша.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Для подшипников с жидкой смазкой, работающих в условиях жидкостного трения, масляный зазор является одним из основных факторов, определяющих возможность образования смазочного слоя оптимальной толщины, способного отделить шейку вала от вкладыша, и величина его может изменяться лишь в очень узких пределах.
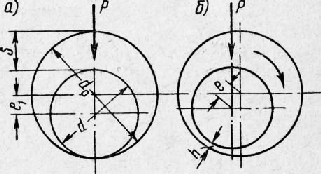
На рис. 1 приведены схемы взаимного положения вала и вкладыша в условиях жидкостного трения. Рис. 1, а соответствует случаю, когда вал неподвижен (п = 0) и лежит на поверхности вкладыша с эксцентриситетом рис. 11 изображает положение вала в условиях вращения с некоторой скоростью п, при которой он полностью отделен от вкладыша слоем смазки h, и расположен с эксцентриситетом е по отношению к вкладышу.
Так как подшипники рассматриваемого типа допускают значительное увеличение первоначального (монтажного) масляного зазора, их износ во многих случаях начинает ограничиваться условиями допустимого смещения вала. Исходя из этого, для практического определения величины наибольшего допустимого износа крановых подшипников скольжения на густой смазке предельное увеличение первоначального масляного зазора может быть задано посредством коэффициента т, выбираемого в зависимости от того,, какое влияние на соседние узлы может оказать смещение вала при износе вкладыша.
За исходную величину монтажного масляного зазора условно берется наибольший зазор, определяемый принятой посадкой пары шейка вала — вкладыш. Тогда максимально допустимый в эксплуатации масляный зазор.
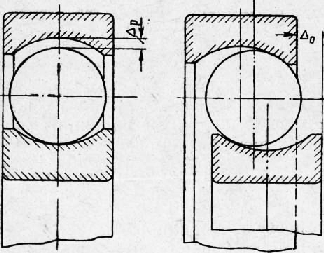
Подшипники качения. В процессе нормального изнашивания на рабочих поверхностях подшипников качения образуются пит-тинги, как результат циклических контактных напряжений в поверхностных слоях металла. Если подшипники работают при относительно небольших нагрузках, но в абразивной среде, абразивное изнашивание их рабочих поверхностей обычно развивается быстрее, чем питтинги, и тогда в результате общего износа в первую очередь увеличиваются радиальный Ар и осевой До люфты подшипника.
Выбраковка подшипников качения производится при появлении первых питтингов на поверхностях качения, при повышенных люфтах внутреннего кольца относительно наружного, из-за износа посадочных поверхностей подшипника, а также при появлении трещин и местных выработок в кольцах, роликах и сепараторах. У подшипников кранов в большинстве случаев наблюдается образование питтингов на рабочих поверхностях, разрушение сепараторов и ослабление посадки на валах и в гнездах.
Для транспортеров, работающих на переработке навалочных грузов, изнашивание подшипников обычно носит абразивный характер, и скорость его развития в решающей мере зависит от конструкции и состояния противопыльных уплотнений их корпусов.
Замены отдельных изношенных и поврежденных деталей подшипников (за исключением сепараторов) не производятся, так как при этом нарушается точность сборки подшипника.
Валы и оси. Для валов наиболее характерно изнашивание шеек, установленных в подшипниках скольжения. Тем не менее, особенно в крановых механизмах, нередко имеют место износы валов по поверхностям неподвижных посадок и шпоночным отверстиям. Изнашивание шеек вала происходит значительно медленнее изнашивания вкладышей, и, как правило, ремонт шеек производится только через несколько смен вкладышей.
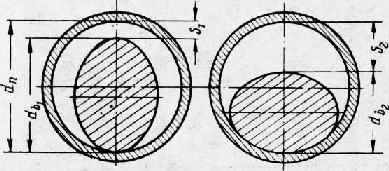
При изнашивании шейки вала уменьшается ее диаметр и нарушается форма кругового цилиндра. При этом в продольном направлении шейка получает коническую (конусность), а в поперечном сечении эллиптическую (эллипс) форму. Конусность обычно вызывается упругими прогибами вала или неравномерной просадкой подшипника, а эллипс образуется в результате неравномерного износа, вызываемого периодическими изменениями нагрузки, связанными с углами поворота вала. Эллипс — характерная форма износа коленчатых валов поршневых машин. Он создает не устранимые путем регулировки повышенные зазоры в подшипниках, а также вызывает в них дополнительные динамические нагрузки.
Для шеек тихоходных валов, работающих в подшипниках с густой смазкой, учитывая большие величины допускаемых зазоров Smax, предельная эллиптичность шеек допускается до 0,002 от номинального диаметра вала. Для шеек вала быстроходных поршневых машин предельная эллиптичность составляет 0,05 мм.
Эллиптичность и конусность шеек валов устраняются шлифовкой или проточкой их на станках, а в некоторых случаях (у тяжелых крановых валов) вручную.
При недостаточно плотной посадке на вал зубчатых колес, муфт и подшипников качения вследствие взаимного перемещения посадочных поверхностей вал может получить износ,
после чего первоначальная посадка на валу и шпоночном соединении совершенно нарушается. Это особенно характерно для валов крановых механизмов, работающих в условиях крутящего момента переменного знака и высоких инерционных нагрузок.
Восстановление плотности посадки дёталей на валах должно, как правило, достигаться увеличением диаметра вала путем нанесения металла наплавкой или электролитическими методами, либо уменьшением диаметра посадочного отверстия детали путем наплавки или установки переходной втулки.
При наплавке металла на холодные валы без последующего отжига на них нередко появляются трещины. Образование таких трещин связано с температурными напряжениями и структурными изменениями поверхностных слоев основного металла вала под действием высоких температур, возникающих при наплавке.
Примеры характерных разрушений наплавленных валов приведены на рис. 23. Как видно из этого рисунка, в большинстве случаев линия излома вала проходит по границе наплавленного металла. Одним из лучших способов электродусовой наплавки является автоматическая наплавка под слоем флюса вала, предварительно подогретого до 300—350° с помощью электрических подогревателей.
Типичная форма износа валов кранов — это развитие усталостных трещин на галтелях и в других местах концентрации напряжений. В некоторых случаях заварка таких трещин, если они могут быть вырублены или выфрезерованы на полную глубину, возможна.
Зубчатые колеса. Наиболее типичными проявлениями изнашивания зубчатых колес являются уменьшение размеров зубьев по толщине в результате абразивного износа и перетекания поверхностных слоев металла, а также усталостное выкрашивание их поверхности в форме питтингов. В отдельных случаях наблюдается также образование задиров на поверхностях зубьев, связанное с молекулярно-механическим изнашиванием.
При взаимном перемещении двух находящихся в зацеплении зубьев они одновременно катятся и скользят друг по другу.
Направление сил трения на головках и ножках ведущего и ведомого зубьев различно, как показано стрелками на рис. 6. Из рисунка видно, что на головке и ножке ведущего зуба силы трения направлены от начальной окружности, в то время как у ведомого они направлены по ножке и головке к начальной окружности.
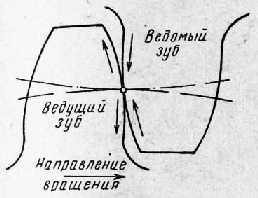
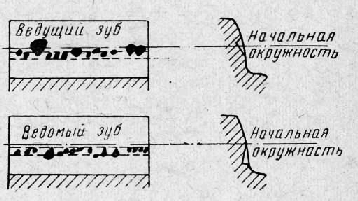
Вследствие этого и в результате пластической деформации поверхностных слоев металла под действием сил трения по линии начальной окружности на ведущих зубьях образуется впадина, а на ведомых — выступ. Это особенно характерно для термически необработанных зубьев в открытых передачах. У таких передач пластическая деформация и абразивное изнашивание зубьев опережают образование питтингов, которые здесь даже при больших износах обычно не наблюдаются.
Для закрытых зубчатых передач, менее подверженных абразивному изнашиванию, чем открытые, основной формой изнашивания являются питтинги. Последние начинаются на ножке зуба несколько ниже начальной окружности и затем распространяются по его высоте (рис. 25). У передач с термически отработанными колесами именно эта форма определяет их долговечность.
Наибольший износ по толщине наблюдается на ножках зубьев ведущих и на головках зубьев ведомых колес, причем в результате износа профиль зуба несколько изменяется.
Определение износа зубьев по толщине в редукторах обычно производится путем замера бокового зазора, и предельный допускаемый износ нормируется в зависимости от класса передачи и модуля зуба.
Искажение профиля зубьев, сопровождающее их износ по толщине, вызывает неравномерность вращения ведомого колеса, что для подъемно-транспортных машин с кинематической точки зрения особого значения не имеет, но вызывает дополнительные нагрузки и повышение шумности, связанные с появлением угловых ускорений. При этом следует иметь в виду, что при резком различии показателей твердости зубьев шестерни и колеса зубья последнего, даже при значительном износе, могут сохранить относительно правильную форму за счет формообразующего воздействия зубьев шестерни.
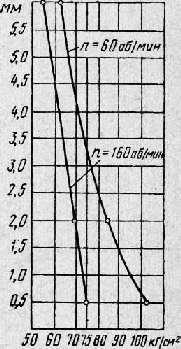
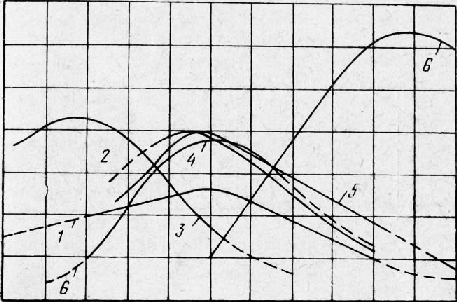
Исследование изнашивания крановых редукторов типов РМ-400 и ВК-400, проведенное сотрудниками ВНИИПТМАШа в прокатных цехах одного из металлургических заводов, показало средние скорости изнашивания зубьев колес порядка 0,4— 0,7 мк/ч. Так, для зубчатого колеса с модулем зуба т = 3 при 2 = 73 скорость изнашивания оказалась 0,4 мк/ч.
На рис. 8 приведены кривые распределения скоростей изнашивания зубчатых колес указанных редукторов. Как видно из диаграммы, дисперсия скорости изнашивания достаточно велика.
Общепринятой средней нормой предельного износа зубчатых колес крановых редукторов при одностороннем износе (работа под моментом одного знака) считается уменьшение толщины зуба по делительной окружности на 20%. Тогда для редукторов, работающих под моментом переменного знака, было бы возможно принимать предельный износ зуба по толщине равным 40%. Тем не менее в общем случае столь большой износ нежелателен как по соображениям статической прочности, так и потому, что для механизмов, работающих под моментом переменного знака, значительное увеличение мертвых ходов в связи с вызываемыми этим динамическими нагрузками представляется в ряде случаев опасным.
Для крановых зубчатых колес при одностороннем износе можно считать предельным уменьшение толщины зуба на 20%, а при двухстороннем —-не свыше чем на 30%.
При износе зубчатой передачи наиболее целесообразно заменять оба колеса пары или в крайнем случае одно из них. Однако на практике изношенные или поврежденные зубчатые колеса тихоходных передач иногда подвергаются ремонту. При этом в портах практикуется наварка рабочих поверхностей зубьев тихоходных колес с последующей фрезеровкой их или строжкой по шаблону. Такая практика может быть оправдана только как временная мера, до получения нормальных запасных частей.
Цепные передачи. Износ цепных передач проявляется в увеличении шага цепи и уменьшении толщины зубьев звездочек. Увеличение шага цепи вызывается износом шарниров; причем возможность ее дальнейшей работы может ограничиваться или потерей необходимого запаса прочности шарниров или опасностью схода цепи со звездочек.
Предельный износ цепи, характеризуемый увеличением шага, не является абсолютным и зависит от числа зубьев большей из звездочек. В частности, можно считать, что при числе зубьев большой звездочки, превышающем пятьдесят, предельный износ цепи ограничивается увеличением ее шага, а при меньшем числе зубьев — ослаблением шарниров.
В цепных передачах перегрузочных машин число зубьев на ведомой звездочке обычно превышает пятьдесят. В этих условиях предельный износ цепи имеет достаточно четкие границы, определяемые, как это будет видно из дальнейшего, условиями зацепления цепи со звездочкой.
Неизношенная ролико-втулочная цепь, имеющая шаг, точно соответствующий шагу зубьев звездочки, располагается на ней по схеме, приведенной на рис. 9, а. По мере износа шаг цепи Увеличивается и все шарниры, находящиеся на звездочке, кроме шарнира, несколько приподнимаются над впади-нами, причем положение каждого последующего шарнира определяется суммарной погрешностью в шаге, накопившейся от предыдущих звеньев цепи.
В предельном случае шарнир может выйти на кромку зуба. Очевидно, что чем больше зубьев на звездочке, тем больше получается накопление погрешности шага звеньев и становится меньше износ шарниров, при котором они выходят на кромку зубьев.
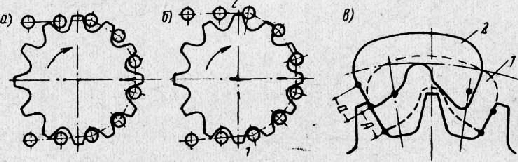
Неизношенная зубчатая цепь располагается на звездочке, как показано на рис. 9, в пунктиром, причем передняя и зад-ня грани ее звена касаются соответствующих зубьев звездочки. По мере увеличения шага из-за износа цепь приподнимается на звездочке и начинает касаться ее зубьев только передними гранями своих звеньев.
Таким образом, для зубчатых цепей при прочих равных условиях можно допускать увеличение шага вследствие износа на 20% большее, чем для ролико-втулочных.
Для определения шага изношенных цепей измеряют суммарную длину 50 звеньев и полученную величину делят на число звеньев.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изнашивание и восстановление деталей и узлов общего назначения"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы