Строй-Техника.ру
Строительные машины и оборудование, справочник
Формование железобетонных изделий по кассетной технологии характеризуется следующим:
— при изготовлении изделия находятся в вертикальном положении;
— применяются групповые формы на 4—12 изделий, представляющие собой набор стенок, между которыми образуются формовочные отсеки, соответствующие размерам изделий;
— тепловая обработка изделий происходит в формах за счет подачи пара в полости тепловых отсеков;
— малая толщина формуемых изделий, наличие арматуры, закладных деталей и вкладышей заставляют применять подвижные и даже литые бетонные смеси, требующие большого расхода цемента. Однако за счет изготовления, распалубки и транспортировки изделий в вертикальном положении, в котором они не испытывают значительных напряжений изгиба, во многих случаях расход стали и марка бетона могут быть снижены по сравнению с изготовлением тех же деталей из жестких смесей в горизонтальных формах, а расход цемента на 1 м2 панели будет примерно одинаковым;
— отпадает необходимость в виброплощадках, пропарочных камерах, громоздких бетоноукладчиках и т. п.;
— малая открытая поверхность сверху (всего 1,5—6%) позволяет получить ровные, гладкие остальные поверхности, а также применить интенсивную тепловую обработку, не опасаясь быстрого испарения влаги и образования трещин. Температура бетона в кассетных формах достигает 100 °С, в то время как в обычных камерах ямного типа она не превышает 85 °С.
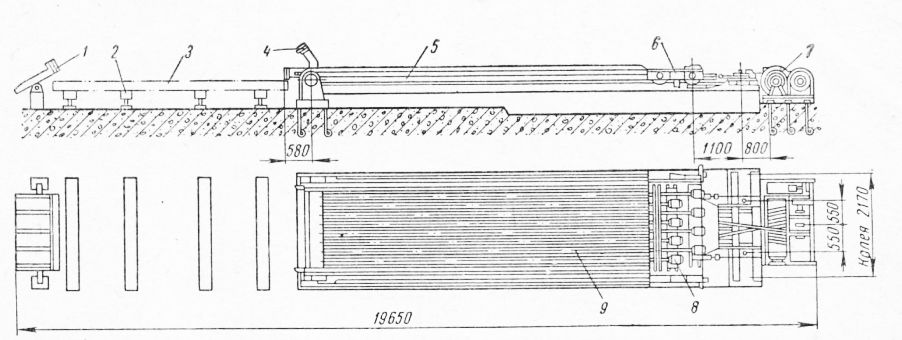
Рис. 1. Формовочная машина СМ-563М:
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
На заводах сборного железобетона находится в эксплуатации большое количество кассетных формовочных установок разнообразных конструкций.
На рис. 2 показана наиболее широко распространенная кассетная формовочная установка 7412, состоящая из кассетной формы и машины для распалубки и сборки кассет II и предназначенная для изготовления панелей внутренних стен и перекрытий наиболее массовых изделий, применяемых в крупнопанельном домостроении.
Промышленностью выпускаются серийно семь типоразмеров кассетных форм (7412/1—7) и три типоразмера работающих вместе с ними машин для распалубки и сборки кассет (7412/21—23), предназначенных для формования всей номенклатуры панелей внутренних стен и перекрытий и ряда других изделий серии 1-464А.
Кассетные формы 7412/1 и 7412/2 предназначены для формования панелей перекрытий, 7412/3—5 — внутренних стеновых панелей, 7412/6 и 7412/7 — внутренних перегородок.
Машины для распалубки и сборки кассет снабжены гидравлическим приводом (один гидроцилиндр и система рычагов).
Машина для распалубки и сборки состоит из рамы, гидроцилиндра, системы запорных рычагов с амортизаторами, регулировочных винтов, гидроаппаратуры и электрооборудования. Рама образована двумя стойками — передней и задней, соединенными между собой опорными балками, на которые устанавливаются своими катками стенки кассетной формы. К передней стойке рамы крепятся кронштейны рычажной системы гидропривода, гидроцилиндр и конечные выключатели. При помощи тяг рычажная система соединена с запорными рычагами. На задней стойке установлены регулировочные винты для получения требуемой толщины и правильного положения пакета при сборке. Амортизаторы, шарнирно соединенные с рычажной системой и регулировочными винтами, привариваются к наружным поверхностям стационарной и съемной стенок кассетной формы. Гидродилиндр и система рычагов обеспечивают перемещение стенок на 850 мм. Пульт управления и электрошкаф монтируются рядом с кассетной установкой.
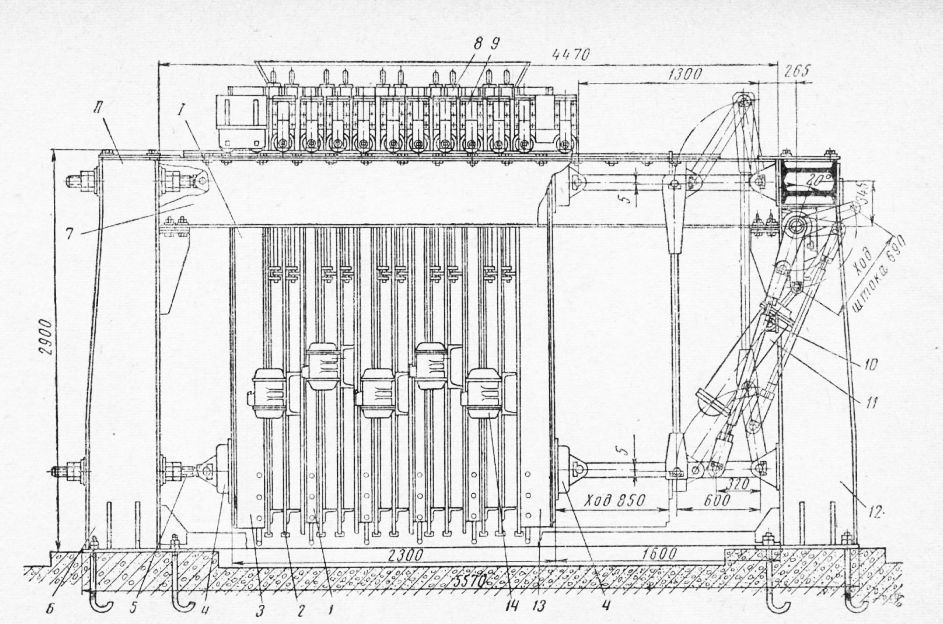
Рис. 2. Кассетная формовочная установка 7412:
1 — кассетная форма, II— машина для распалубки и сборки кассет, 1 — тепловая стенка, 2— промежуточная стенка, 3 — стационарная стенка, 4 — амортизатор, 5 — регулировочный винт, 6 — задняя стойка, 7 —опорная балка, 8 — запорное устройство, 9 — роликоопора, 10 — система рычагов, 11 — гидроцилиндр, 12 — передняя стойка, 13 — съемная стенка, 14 — вибратор
Изготовление изделий на кассетной формовочной установке 7412 происходит следующим образом. Подготовка к формованию начинается с отсека, образованного стационарной стенкой и разделительным листом, поскольку из этого отсека готовое изделие извлекается последним и отсек оказывается открытым.
После чистки поверхностей и удаления остатков бетона устанавливаются и закрепляются закладные детали и проемообразователи и с помощью удочки поверхности смазываются обратной эмульсией ОЭ-2.
Каркас подается краном в отсек и фиксируется в требуемом положении. Гидроцилиндром перемещают весь пакет стенок в сторону стационарной стенки до упора; с помощью запорного устройства к стационарной стенке крепят разделительную, освобождая ее от остального пакета, который тем же гидроцилиндром отводится назад, раскрывая следующий отсек для чистки, смазки и установки каркасов. Снова гидроцилиндром подводится пакет, оставляется следующая стенка, закрывающая второй подготовленный к бетонированию отсек, а остальной пакет отодвигается назад, раскрывая третий отсек, и т. д. до последнего отсека. Последней подводится съемная стенка, запорные рычаги сжимают весь пакет и в таком положении остаются. Форма подготовлена к бетонированию. Бетонная смесь подается к кассетной установке пневмотранспортом или другим способом.
От гасителя через гибкий шланг или специальную течку смесь поступает к формовочным отсекам. Бетонирование следует вести с одной стороны кассетной формы, подавая бетонную смесь одновременно во все отсеки. Это вызвано тем, что при заполнении одного отсека на полную высоту при пустом соседнем отсеке возникают очень большие усилия от давления разжиженной смеси, приводящие к деформации стенок и браку изделий. Поэтому разность уровней при бетонировании в соседних отсеках не должна превышать 500 мм.
Если по каким-либо причинам один отсек не должен бетонироваться, то в нем следует оставить затвердевшее изделие или поставить распорки толщиной, равной ширине отсека.
Уплотняется бетонная смесь вибраторами, закрепленными на обоих торцах промежуточных стенок.
После окончания бетонирования заглаживают верхние поверхности изделий заподлицо с кромками стенок и очищают кассетную установку от бетонной смеси. Затем в тепловые отсеки подается пар и в соответствии с принятым режимом производится тепловая обработка.
Устанавливает режим тепловой обработки и ведет контроль за его соблюдением лаборатория завода.
Закладные детали для образования каналов скрытой электропроводки выполнены из прутка диаметром 16 мм с надетой на него резиновой или другой эластичной трубкой, облегчающей извлечение стержня из бетона и позволяющей получить каналы высокого качества.
При применении прутков без резиновых трубок необходимо в процессе схватывания бетона периодически проворачивать их, а после схватывания бетона извлечь прутки из изделий, так как после затвердения бетона их освободить практически невозможно.
Распалубка изделий производится аналогично сборке, но в обратном порядке. Изделия вынимаются из отсеков краном и отправляются на пост контроля, а затем на пост отделки или непосредственно на склад готовой продукции.
На рис. 3 показана универсальная кассетная формовочная установка 7254С, предназначенная для изготовления панелей внутренних стен и перекрытий длиной до 6580 мм, высотой до 3580 мм и толщиной 100, 120 и 140 мм.
От кассетной формовочной установки 7412 установка 7254С отличается следующим:
— для рабочих стенок отсеков установки 7254С применен лист толщиной 10 мм вместо 24 мм на установке 7412;
— все стенки кассеты тепловые, что позволяет сократить время тепловой обработки;
— вместо маломощных и недостаточно надежных для работы на кассетных установках вибраторов ИВ-2 (С-414) применено мощное виброустройство, обеспечивающее горизонтально направленные колебания всей кассеты. Привод виброустройства устанавливается вне зоны вибрации;
— ликвидирована передача вибрации на гидропривод; применены бесшланговые соединения в системе подачи пара и отвода конденсата, а также введена эжекторная система наро-снабжения, позволяющая получить более равномерный прогрев по поверхности стенок;
— исключена металлоемкая машина для распалубки и сборки кассетных форм.
Размеры и конструкция кассетной формовочной установки 7254С позволяют увеличить количество типоразмеров формуемых изделий и обеспечивают ей большую универсальность. Привод передвижения стенок установки гидравлический.
Установка 7254С состоит из стационарной и передвижной стенок, воспринимающих гидростатическое давление от бетонной смеси и закрепленных на ходовых рамах.
База ходовой рамы передвижной стенки больше базы стационарной, что обеспечивает большую устойчивость и хорошее направление при движении по рельсам.
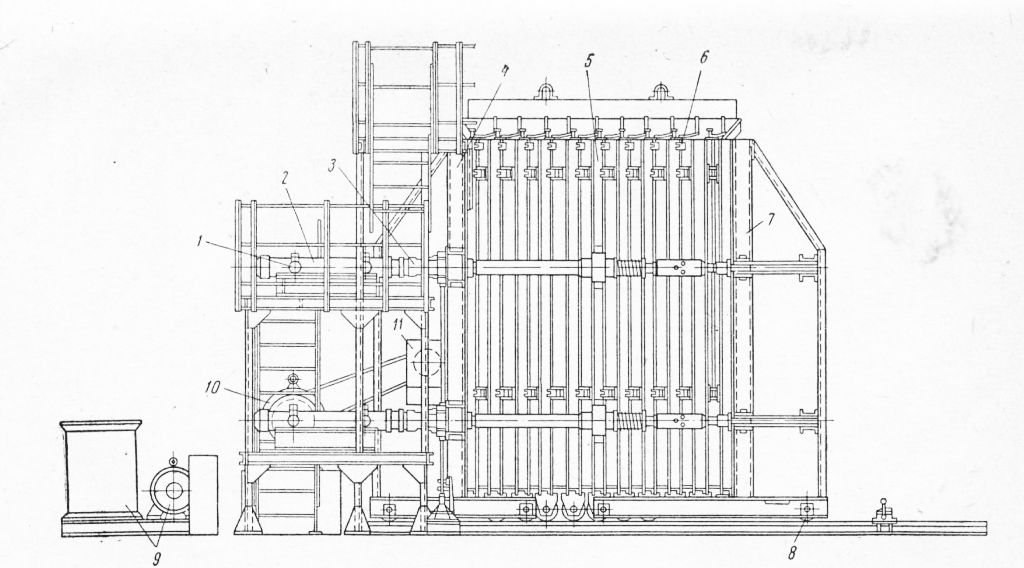
Рис. 3. Универсальная кассетная формовочная установка 7254С:
1 — ролик, 2 — гидроцилиндр, 3 —штанга, 4 — стационарная стенка, 5 — тепловая стенка. 6 — замок, 7 — передвижная стенка 8 — колесо, 9 — насосная станция, 10 — привод виброустройства, 11 — виброустройство
Между стационарной и передвижной стенками размещаются тепловые стенки, перемещаемые по рельсам меньшей колеи. Наличие второй колеи вызвано размерами ходовых рам стационарной и передвижной стенок, перекрывающих тепловые стенки.
Каждая тепловая стенка соединяется со смежной стенкой четырьмя замками 6, расположенными по два с каждой стороны отсека. К рабочим листам тепловых стенок крепятся неподвижный поддон и подвижные борта, а к бортам — рабочая (сменная) оснастка и закладные детали, необходимые для получения требуемой конфигурации и габаритных размеров изделий.
В нижней части полости тепловых стенок проходит перфорированная труба для подачи пара, один конец которой соединен с коллектором бесшлангового соединения. Здесь же расположен патрубок для отвода конденсата. В верхней части полости стенки также установлена перфорированная труба, соединенная с коллектором и далее с эжектором, подающим пар в нижнюю часть полости стенок. При этом за счет проходящего через эжектор пара от цеховой паровой магистрали происходит засасывание паровоздушной смеси из верхней части полости стенки.
Применение эжекторной системы пароснабжения обеспечивает более плавный подъем температуры в период нагрева изделия, снижает расход свежего пара и позволяет осуществить автоматическое регулирование режима тепловой обработки.
Механизм сборки и распалубки состоит из четырех гидроцилиндров и штанг, расположенных по обе стороны кассеты, по два с каждой стороны.
Сборка и распалубка осуществляются гидроцилиндрами и штангами с помощью передвижной стенки. Корпуса гидроцилиндров связаны с помощью кронштейнов со стационарной стенкой, которая воспринимает усилия, возникающие при перемещении стенок.
Для достижения синхронной работы четырех гидроцилиндров используются два сдвоенных насоса, работающих от одного электродвигателя.
Штанги имеют кольцевую выточку, в которую после окончательной сборки пакета стенок и сжатия его входят вилки стопорного механизма, приводимого в действие двумя гидроцилиндрами. Таким образом, гидроцилиндры перемещения стенок не подвергаются воздействию вибрации при уплотнении бетонной смеси.
Виброустройство смонтировано на раме стационарной стенки и состоит из виброблоков, расположенных по краям стенки и соединенных между собой карданными валами, синхронизаторов и электродвигателя. Вращение от электродвигателя к виброблокам передается через клиноременную передачу.
Формование изделий в универсальной кассетной установке аналогично формованию в кассетных установках типа 7412. Применяемые бетонные смеси имеют осадку конуса 8—10 см.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Кассетные формовочные установки"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы