Строй-Техника.ру
Строительные машины и оборудование, справочник
В гидроприводах применяют поршневые и роторные насосы с высокими эксплуатационными показателями.
В процессе эксплуатации насосы смазываются рабочей жидкостью и при достаточной ее чистоте не требуют обслуживания, кроме устранения течи в наружных соединениях. В то же время интенсивность изнашивания (особенно для пластинчатых и аксиально-поршневых насосов) резко возрастает при попадании в жидкость воздуха. Поэтому необходимо регулярно следить за герметичностью всасывающего трубопровода и уровнем жидкости в баке.
Герметичность рабочих полостей шестеренных насосов между зубьями шестерен обеспечивается благодаря сопряжению наружных поверхностей зубьев с корпусом, а также за счет плотного прилегания к ним со стороны торцов плавающих втулок-подшипников скольжения 3—6. Прижатие втулок обеспечивается рабочей жидкостью, которая из камеры нагнетания поступает в полость.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
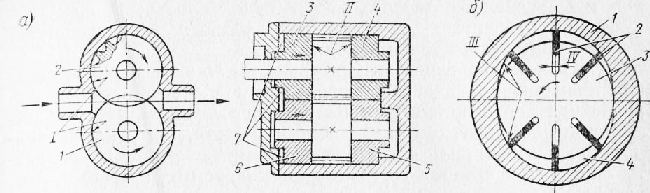
Наиболее интенсивно изнашиваются внутренняя поверхность корпуса I со стороны всасывающей полости, шестерни и втулки по торцовым поверхностям контакта II, а также рабочие поверхности зубьев. На работу насоса влияет в основном только износ корпуса.
Перед ремонтом насос моют, разбирают, а его детали дефектуют. При разборке следует учитывать, что шестерни и втулки невзаимозаменяемы и их обезличка недопустима. Для восстановления корпуса наносят эпоксидный клей или наплавляют латунь. При последующей механической обработке — расточке и шлифовке — должны быть обеспечены допуск на диаметр колодцев в пределах 0,02—0,03 мм и шероховатость Ra= (1,25-И),63) мкм.
При шлифовании шестерен и втулок по торцовым поверхностям необходимо обеспечить Ra= (0,32—0,08) мкм, а поверхности вала под уплотнение — Ra= (1,25+0,32) мкм.
В случае замены новыми сопряженные втулки и шестерни подбираются по группам, обеспечивающим различие однотипных размеров (ширины, диаметра) не более 6 мкм.
При сборке детали тщательно промывают и смазывают тонким слоем пластичного смазочного материала.
Герметичность рабочих полостей пластинчатых насосов обеспечивается прилбгзнибм к статору пластин и к ротору торцовых дисков.
При износе пластин на 1/3 первоначальной длины их заменяют. Твердость новых пластин должна быть не ниже HRC 58—62. Их толщину следует принимать на 0,01—0,08 мм меньше ширины паза, а ширину — на 0,01—0,015 мм меньше ширины ротора, что обеспечивает легкое без люфта перемещение пластины по пазу.
Долговечность радиально-поршневых и аксиально-поршневых насосов значительно выше шестеренных или пластинчатых. В них
чаще изнашиваются отверстия под поршни, роторы, опорные диски. Ремонт сводится к устранению мелких неисправностей. В противном случае насосы заменяют.
Золотниковые распределители служат для изменения направления движения жидкости в гидросистеме в зависимости от управляющего воздействия, осуществляемого ручным, гидравлическим или электрическим механизмами. Распределители выполняют с поворотными или с поступательными золотниками, количество которых соответствует числу регулируемых потоков. Так, распределители типа Р-25, устанавливаемые на автопогрузчиках, являются трехзолотниковыми и обеспечивают подъем каретки грузоподъемника, наклон рамы или ковша. Распределители обычно оборудуют встроенными переливными или предохранительными клапанами.
В процессе эксплуатации распределители проверяют и, при необходимости, регулируют клапаны. Основные их неисправности вызваны негерметичностью уплотнений, повреждениями штока, золотника, клапанов и уплотнений, а также ухудшением характеристик пружин.
Детали золотниковых устройств изготовляют из высококачественных специальных сталей (1&ХНВА, ШХ15 и др.) по технологии, обеспечивающей твердость рабочих поверхностей HRC50 и шероховатость Ra^0,05 мкм. Размер зазора золотниковой пары колеблется от 2,5—12,5 мкм для диаметра золотника 6 мм и до 12,5—32,5 мкм для диаметра 25 мм.
Точность сопряжения золотника и гильзы обеспечивают путем притирки, осуществляемой чугунными притирами вручную или на специальных станках. В процессе притирки последовательно используют пасты различной зернистости (сначала более грубые). В частности, указанную выше шероховатость можно получить, используя пасты марок АП7—АП20 с размерами зерен 7—20 мкм и мельче. Поверхность притира под пасту смазывают керосином или маловязким минеральным маслом.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Насосы и золотниковые распределители подъемно-транспортных машин"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы