Строй-Техника.ру
Строительные машины и оборудование, справочник
Поверхность любого сиденья покрыта каким-либо обивочным материалом, в качестве которого применяют ткани хлопчатобумажные, из синтетических волокон, из смеси натуральных и синтетических волокон, с поливинилхлоридным покрытием, кожу гладкую, мех.
Обивочные ткани характеризуются следующими параметрами: переплетением и густотой нитей, толщиной, фактурой поверхности и цветом. Поэтому возможно большое разнообразие внешнего вида сидений.
Обивку автомобильных сидений очень часто прошивают полосами для лучшей укладки материала, придания дорогостоящего вида, повышения трения об одежду, а также для получения более мягкой поверхности. Раньше обивочные ткани прошивали узкими валками, заполненными ватой. Такая технология ограничивала форму и размеры валков. Поперечные валки на заднем сиденье были очень длинные, что затрудняло их заполнение ватой. Кроме того, валки должны были быть вертикальными на спинке и продольными на подушке сиденья. В настоящее время для смягчения верха сидений, а также для получения необходимой фактуры поверхности сидений применяют пенополиуретан, армированный тканью. Пенополиуретан соединяют с обивочным материалом сваркой или прошивают соответствующим швом. Полученные таким способом валки имеют выпуклую форму, не сминаются и придают достаточную мягкость сиденью. Валки можно располагать в любом направлении: вертикально, горизонтально или в смешанном порядке. При этом нет ограничений по частоте расположения валков или по ширине.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Обивку спинки переднего сиденья в основном выполняют в виде чехла, который натягивают на каркас спинки вместе с пружинами и мягким настилом. Чехол закрепляют в нижней части каркаса при помощи специальных заклепок, приваренных к основанию, или скобами, которые забивают пневматическим пистолетом. Обивку подушек передних и задних сидений, а также спинки задних сидений чаще всего закрепляют скобами по всему периметру. Автомобили устаревших моделей могут иметь сиденья, обивка которых прибита к панелям из фанеры или картона, укрепленным на каркасе сидений. Обивку сидений из хлопчатобумажных тканей, тканей из смешанных волокон и кожи шьют на обойных швейных машинах, а обивку сидений из искусственных волокон, а также из тканей с поливинилхлоридным покрытием сшивают на машине или сваривают. Технологический процесс сварки элементов сидений отвечает современным требованиям. Он позволяет обеспечить высокую производительность, точность и строгую повторяемость. Он намного производительнее швейного процесса. Недостатками процесса сварки являются: большая стоимость и сложность оборудования (затраты на оборудование окупятся только при массовом производстве сидений); повышенные требования, предъявляемые к размерам, электрическим параметрам, прочностным свойствам материалов, трудность перенастройки оборудования для сидений другого типа; необходимость выполнения всех элементов обивки из материалов, поддающихся сварке (мягких элементов из полиуретана или акриловой ваты, а обивки — из пленочной искусственной кожи, тканей с поливинилхлоридным покрытием или из акриловой шерсти).
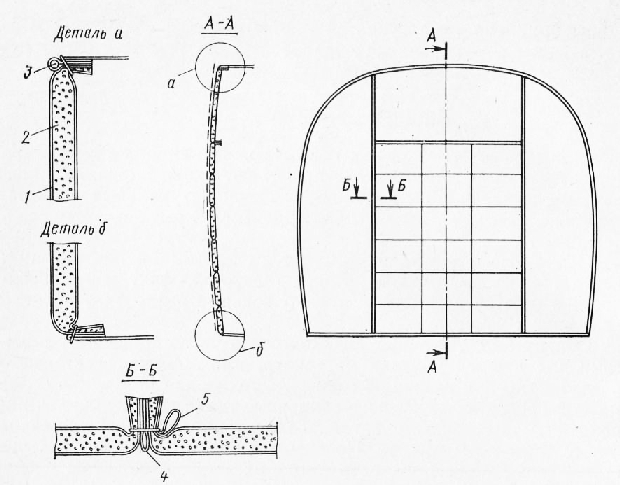
Для образования валков используют пенополиуретан. Этот материал пористый. Пузырьки, наполненные воздухом, сообщаются между собой, поэтому даже толстый пласт пенополиуретана можно без большого усилия сплющить до минимальных размеров. Пенополиуретан применяют в виде пластов однородной толщины. Пенополиуретан и обивочный материал в процессе сварки размягчаются, расплавляются и под давлением электрода склеиваются. Толщина сварного шва немного больше толщины обивочного материала. Для сшитых обивок применяют пластовый пенополиуретан, армированный тканью, т. е. такой пласт полиуретана, на котором с одной стороны наклеена тонкая хлопчатобумажная ткань. Армирование предохраняет пенополиуретан от перерезания шовной нитью. Для образования валка шов должен быть тонким, поэтому пласт пенополиуретана подвергают сжатию. Пенополиуретан — материал малопрочный, с малым сопротивлением резанию. Армированный пенополиуретан не имеет достаточной прочности, поэтому его сшивают швом «цепочкой». Шов цепочкой меньше давит на материал вследствие несколько большей ширины из-за наличия двух ниток, образующих этот шов. Сшитая обивка сиденья из пенополиуретана показана на рис. 1.
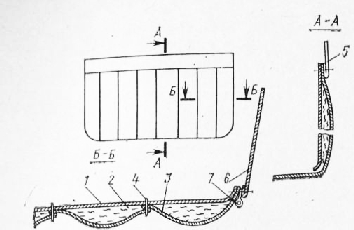
В сиденьях автомобилей старых марок, обитых хлопчатобумажными или шерстяными тканями, у которых в качестве мягкого элемента применяли вату, так как синтетические материалы и пенопласты из этих материалов еще не были известны или их не употребляли вследствие высокой стоимости, использовали совершенно иной способ образования валков. На обивочной ткани выполняли складки, которые затем на готовой обивке заполняли ватой. Вату для валков брали в виде спрессованных полосок соответствующей ширины и толщины, которые заталкивали специальным приспособлением в подготовленные пустые складки. Такая технология была малопроизводительна и очень трудоемка. Обивка подушки переднего диванного сиденья с валками, заполненными ватой, показана на рис. 2.
Для всех обивок, как сварных, так и сшитых, характерно применение кантов или обшивок на всех швах. Назначение кантов состоит в придании улучшенного вида шву, прикрытии ниток; цвет которых часто отличается от цвета обивочной ткани, повышении жесткости всего покрытия и предохранении шва и кромки шитых материалов от истирания. Исходя из этих многообразных задач, разработали конструкцию канта. Это может быть профилированный шнур из поливинилхлорида, который отличается большой гладкостью поверхности, блеском, жесткостью. Вид шнура зависит от внутреннего диаметра валка и конструкции. Недостатком такого канта является толстое ребро, затрудняющее процесс шитья. В результате малой сопротивляемости поливинилхлорида резанию ребра имеют большую толщину. Кроме того, подобрать идентичные цвета обивки и канта невозможно. Поэтому этот недостаток иногда превращается в достоинство, когда подбирают контрастные цвета или украшают сиденье серебристым или многоцветным кантом. Такие канты изготовляют из бесцветного пластика, внутри которого заключена серебристая или многоцветная поливинилхлоридная жилка.
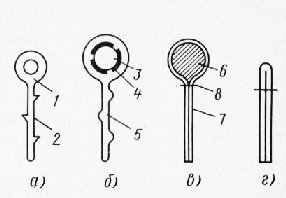
Кант другого вида изготовляют из тонкой поливинилхлорид-ной пленки, в которую вкладывают тонкий шнур из того же материала, и затем пленку прошивают. Такой кант облегчает подбор цвета под обивку, он тоже гладкий, но может иметь рифление, тогда он теряет блеск и похож на фактуру обивки. Кант можно изготовить в той же мастерской или цехе, где шьют обивку сиденья. Недостаток такого канта — небольшая прочность и малая долговечность, так как тонкая поливинилхлоридная пленка легко прорезается ниткой и кант вырывается из шва.
Целесообразно изготовлять кант из искусственной кожи того же сорта, что и на обивке сиденья. Подбор цвета при этом идеальный, а также свойства искусственной кожи, как прочность, высокое сопротивление резанию, разрыву, истиранию и растяжению, обеспечивают большую долговечность канта. Искусственная кожа значительно толще поливинилхлоридной пленки, что делает возможным применение не очень гладкого дешевого бумажного шнура для образования канта. Бумажный шнур должен иметь определенное строение и большой шаг скрутки для предотвращения возникновения видимых следов шнура на поверхности канта. Важно, чтобы шнур имел равномерную толщину, необходимую для обеспечения бесперебойной работы швейной машины.
Канты вшивают в швы, образованные на острых кромках сидений, но их не применяют в швах, лежащих на плоских или слегка выгнутых поверхностях, а также в швах, проходящих по средней части сидений. Использование твердых кантов недопустимо, так как пассажир испытывает такое же ощущение, как от проволоки, положенной на подушку сиденья. Поэтому в швах, проходящих по средней части сиденья, применяют обшивку, которую выполняют из полосок искусственной кожи, вшиваемых в шов, без шнура для образования рельефного канта. Обшивка отличается мягкостью, хорошо укладывается на шве, прикрывает нитки и не беспокоит сидящих пассажиров. При изготовлении шитых обивок сидений требуется значительно меньше оборудования, чем при сварной обивке. Обойные швейные машины дешевле сварочного оборудования, но трудоемкость шитья несравненно выше сварки, поэтому заводы, производящие сотни тысяч сидений год применяют для изготовления обивки метод сварки. Заводы, имеющие небольшую производительность, изготовляют сиденья СО сшитой обивкой.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Обивка сидений"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы