Строй-Техника.ру
Строительные машины и оборудование, справочник
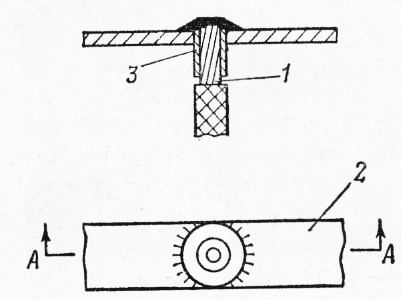
Малогабаритный труборез (рис. 1), разработанный новаторами С. С. Митрофановым и В. Ф. Базловым, предназначен для разрезания тонкостенных трубок. Он состоит из корпуса, в котором вмонтирована державка с ножом, двух направляющих роликов и подающего винта. Нож трубореза изготовлен из высококачественной углеродистой инструментальной стали марки 28А.
Трубку вставляют между направляющими роликами и державной с ножом. Подающим винтом поджимают нож до трубки и вращают за рычаг приспособление вокруг нее. При надрезании трубки нож поднимают подающим винтом до окончания разрезания ее.
Малогабаритный труборез весьма прост и удобен в работе.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Габаритные размеры: 240X95X20 мм; масса 0,26 кг.
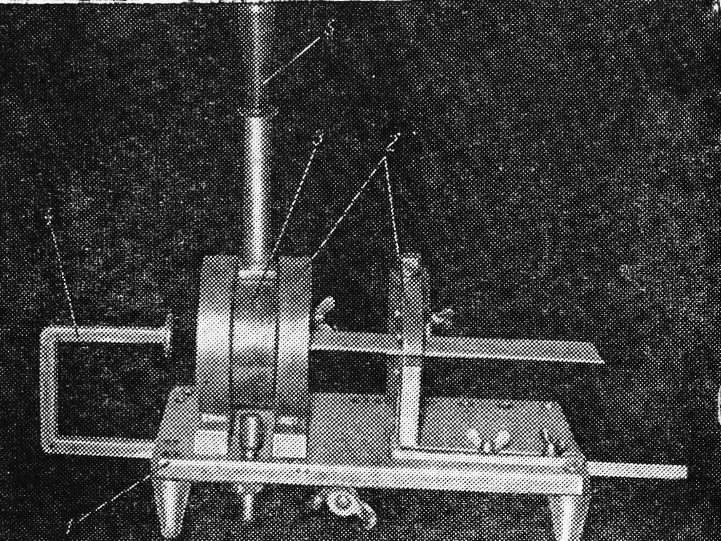
Ручной труборез. Для резки труб при монтаже непосредственно на рабочем месте новатор Е. А. Га-мацкий разработал оригинальную конструкцию ручного трубореза с тремя режущими роликами (рис. 2). Это приспособление позволяет разрезать трубы при их монтаже в труднодоступных местах.
Сварное основание трубореза имеет неподвижную призму и радиусную выемку, в которой установлено отрезное устройство. В стойке помещена подвижная призма, которая может передвигаться с помощью винта и ползуна. Отрезное устройство состоит из кронштейна, в пазу нижней части которого на осях закреплены два отрезных ролика. Подвижной отрезкой ролик перемещается на ползуне в стойке кронштейна.
Труборез надевается на трубу и закрепляется на ней при помощи винта неподвижной призмой. В радиусную выемку под трубу заводится кронштейн отрезного устройства. Подвижной ролик подводится к трубе винтом, и она оказывается зажатой тремя отрезными роликами. Достаточно всего четверти оборота с одновременной подачей подвижного отрезного ролика, и труба окажется ровно перерезанной. Таким труборезом можно перерезать трубы диаметром до 1/4 дюйма.
Применение ручного трубореза значительно повышает производительность труда и облегчает труд электромонтажника.
Габаритные размеры: 350XI50XIЮ мм; масса 6,5 кг, Ручной шиногиб-шинорез новаторов В. П. Чижикова и других состоит из корпуса, качалки, системы рукояток, храповика, втулки, винта, ползуна, двух штырей, пальца, двух стопоров, пружины, маховика, гайки и кольца.
Комбинированным шиногибом можно гнуть алюминиевые шины на плоскость и делать изгибы шин при монтаже для компенсации неточности их длины. (Сечение шин до 100X10 мм.
Шиногиб обеспечен дополнительными приставками, при помощи которых он может разрезать сталеалюминиевые провода сечением до 800 мм2 и шины сечением до 100X10 мм.
В отличие от существующих конструкций универсальный ручной шиногиб более компактен и удобен в работе. Производительность труда электромонтеров повышается в 4 раза.
Габаритные размеры: 590X205X140 мм; масса 5 кг.
Малогабаритный трубогиб новатора М. С. Кузнецова для гнутья тонкостенных труб состоит из основания, двух упорных втулок и осей, специальной гибочной головки, сменных сегментов с радиусными погибами, головки эксцентрика, винта и рычага. При наличии сменных сегментов можно гнуть трубы разных диаметров. Для этого нужно установить соответствующий сегмент для каждого диаметра трубы.
Чтобы согнуть трубу, необходимо укрепить ее между двумя упорными втулками с сегментом. Труба должна быть плотно прижата специальной гибочной головкой.
Сегмент с радиусным погибом прижмет винтом трубу к упорным втулкам и гибочной головке. Прижатую трубу начинают гнуть. Для уменьшения усилий на рычаг надевают отрезок газовой трубы, который удлиняет рычаг.
Когда усилие прикладывается к рычагу, он упирается в головку эксцентрика, а поджимные ролики начинают поворачиваться вокруг оси и принимать нужное положение. Поворачиваясь, ролики дают возможность продвигаться изогнутой трубе вперед. Когда изгиб сделан, винт вращается в обратном направлении, а согнутая труба вынимается. На трубогибе можно производить гибку тонкостенных труб диаметром до 1 дюйма со сложными погибами.
Применение малогабаритного переносного трубогиба дает возможность повысить качество гибки тонкостенных труб и производительность труда.
Габаритные размеры: 450X320X125 мм; масса 10 кг.
Гидравлический переносной трубогиб с ручным приводом, изготовленный по предложению новатора И. М. Семченко, предназначен для гибки труб диаметром до I дюйма.
Трубогиб состоит из корпуса, в котором расположены рабочий плунжер и масляный резервуар, плунжерного насоса с рукояткой, траверсы с опорными роликами и съемных сегментов под трубы разных диаметров.
На верхней части корпуса расположена пробка для заливки турбинного масла в резервуар, а сбоку корпуса- перепускной вентиль для пропуска масла из-под плунжера в резервуар. Внутри корпуса установлена специальная пружина для возврата рабочего плунжера в исходное положение после окончания гибки трубы.
Перед началом работы на конец рабочего плунжера устанавливается сегмент по размеру подлежащей изгибанию трубы, перепускной вентиль закрывается, и труба кладется для изгибания.
Движением рукоятки плунжерный насос приводится в действие, и масло под давлением подается из резервуара в камеру под рабочий плунжер, которому сообщается поступательное движение. Укрепленным на нем сегментом плунжер давит на трубу, опирающуюся на опорные ролики, труба при этом изгибается до нужного угла. Угол изгиба проверяется проволочным шаблоном. Съемные опорные ролики позволяют легко снимать выгнутую трубу.
Простая конструкция и небольшая масса трубогиба делают его весьма удобным в работе и позволяют производить гибку труб непосредственно на рабочем месте.
Время на один изгиб составляет 1-1,5 мин, что обеспечивает повышение производительности труда на данных операциях в 3-4 раза по сравнению с ранее применявшимися ручными рычажными трубогибами.
Габаритные размеры: 500X300X210 мм; масса 24 кг.
Шиногиб для гнутья шин в штопор. При монтаже распределительных щитов и шкафов управления часто возникает необходимость гнуть шины в штопор. Обычно эта работа выполняется вручную в тисках.
Новатором В. А. Барановым разработан и внедрен в производство шиногиб (рис. 6) для гнутья в штопор Плоских алюминиевых шин сечением до 100XW мм.
На основании крепятся две обоймы, в которых вращается поворотная муфта, имеющая паз размером 110ХП мм. На этой же плите установлен кронштейн с горизонтальным пазом, представляющий собой неподвижную опору при гнутье шин. С помощью указателя кронштейн ставится на различном расстоянии от поворотной муфты.
Для обеспечения соосности сгиба продольной оси шины на поворотной муфте и кронштейне имеются ограничительные планки. Ограничительные планки и кронштейн устанавливаются на деления, соответствующие Ширине шины, а в пазы поворотной муфты и кронштейна кладется подлежащая гнутью шина. Затем поворотом рычага до регулируемого упора производится ее гнутье. Кронштейн отводят в сторону за счет поворота вокруг вертикальной оси, и шина в форме штопора легко извлекается из приспособления.
При внедрении шиногиба производительность увеличивается в 3 раза.
Габаритные размеры: 505X280X240 мм; масса 21 кг.
Гидравлический шинотрубогиб с электрическим приводом разработан новаторами П. А. Васильевым и С. Г. Германовым.
На сварной металлической площадке (рис. 7), установленной на четырех опорах, имеющих поворотные колеса, размещены основные узлы гидравлического шинотрубогиба: цилиндр с рабочим плунжером, масляный резервуар, навернутый на цилиндр, с размещенным внутри него масляным насосом, редуктор, электродвигатель и гибочное устройство со станиной и сменными комплектами деталей.
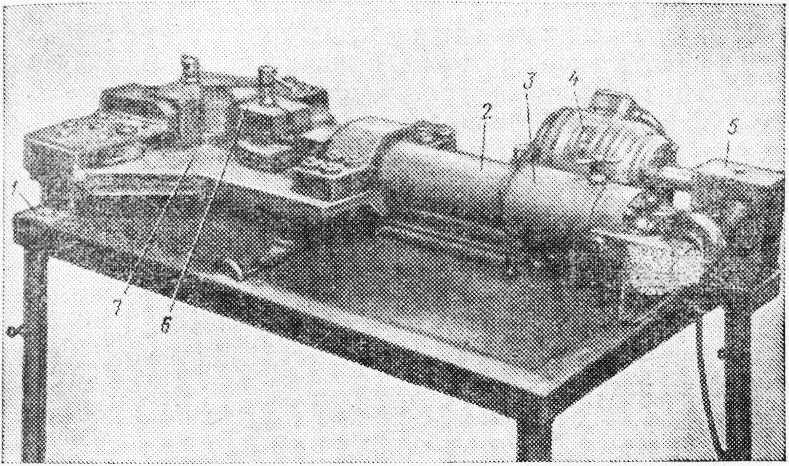
Цилиндр — стальной, его наружный диаметр равен 100 мм, а внутренний, по которому ходит рабочий плунжер, — 64 мм. Длина рабочей части цилиндра 280 мм, при этом рабочий ход плунжера, снабженного кожаной манжетой, составляет 250 мм. Возвращается плунжер в исходное положение пружиной.
С одной стороны цилиндр при помощи массивного хомута и болтов соединен со станиной гибочного устройства, а с другой стороны на него навернут масляный резервуар.
В верхней части масляного резервуара имеется отверстие с резьбовой пробкой для заливки масла, а также перепускной вентиль, обеспечивающий перелив масла из цилиндра в масляный резервуар во время возвращения рабочего плунжера в исходное положение по окончании гибки шины или трубы.
Внутри масляного резервуара помещен плунжерный насос, вмонтированный в днище цилиндра. Насос имеет два плунжера, что делает его более производительным. Приводом для насоса служит электродвигатель мощ- костью 0,25 кВт при 1400 об/мин, сочлененный с червячным редуктором.
При включении двигателя эксцентриковый вал получает вращательное движение, а шарикоподшипники, выполняющие роль эксцентриков, приводят в поступательное движение толкатели плунжерного насоса, проходящие через крышку масляного резервуара, чем и приводят в действие плунжерный насос.
Возврат толкателей осуществляется пружинами. Перепускной вентиль при этом должен быть закрыт. Когда плунжерный насос подает масло в полость цилиндра, рабочий плунжер получает движение и осуществляет при помощи установленных комплектов сухарей или секторов шины или трубы. Шины могут изгибаться на ребро или на плоскость.
Максимальное сечение шин 100ХЮ мм. Максимальный диаметр труб, которые могут изгибаться на шинотрубогибе, 1,5 дюйма. Время изгибания одного угла шины на плоскость 1,5 мин, а, на ребро под прямым углом — 3 мин. Труба диаметром 1,5 дюйма изгибается под прямым углом также за 3 мин.
Применение гидравлического шинотрубогиба с электрическим приводом маслонасоса позволяет снизить затраты труда и улучшить качество.
Габаритные размеры: 1100X750X700 мм; масса 75 кг.
Универсальный штамп для пробивки отверстий в шинах. На заводе, электромонтажных изделий изготовлены и внедрены на участках монтажа камер и панелей распределительных щитов специальные поворотные головки (штампы) для проколки различных отверстий в алюминиевых шинах. Поворотная головка установлена на кривошипном прессе, оборудованном специальной линейкой конструкции новатора Г. В. Чеклина, позволяющей производить проколку шины без предварительной разметки.
Штамп (рис. 8) состоит из двух основных частей: нижней — головки и верхней — пуансонодержателя.
Нижняя часть штампа представляет собой основание с поворачивающейся на одной оси матрицей и съемником. В направляющих съемника находятся шесть различных пуансонов, пробивающих отверстия диаметром 7, 9, 11 и 13 мм, и два шлицевых отверстия.
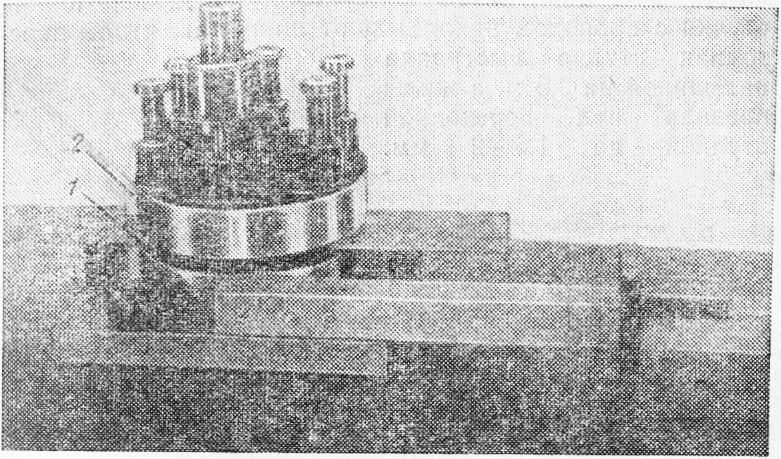
Пуансоны подводятся к пуансонодержателю, закрепленному в ползуне пресса. При пробивке отверстий штампом не требуется специальной переналадки.
Применение поворотной головки на кривошипных прессах в совокупности с линейками позволило на операциях заготовки шин повысить производительность труда в 2 раза.
Способ сварки многожильных алюминиевых проводов с алюминиевой шиной. Для сварки установочного многожильного алюминиевого провода сечением, например, 25 мм2 и алюминиевой шины сечением 25X3 мм изготавливают алюминиевую переходную втулку из трубки наружным диаметром 12 мм, внутренним диаметром 7 мм и высотой 14 мм (рис. 9). В алюминиевой шине просверливает или штампом прокалывают отверстие диаметром 12,2 мм.
С конца провода снимают изоляцию на расстояние 22 мм. На оголенный конец провода надевают переходную втулку. Провод с переходной втулкой помещают в кондуктор, служащий для удержания при сварке и представляющий собой эксцентриковый металлический зажим. Одновременно кондуктор служит для отвода тепла при сварке и предохраняет изоляцию провода от обгорания.
На выступающий из кондуктора конец переходной втулки с проводом накладывают шину так, чтобы переходная втулка выступала над шиной на 0,5 м, а жиль: провода над переходное втулкой — на 1,5-2 мм.
Перед сваркой выступающую часть переходной втулки с проводом и прилегающий участок шины зачищают металлической щеткой и обезжиривают ацетоном. Производят одновременно сварку всех трех деталей в монолит с применением присадки из тех же шин.
Способ сварки многожильных алюминиевых проводов с алюминиевой шиной внедрен на Ленинградском заводе электромонтажных изделий. Сварка многожильных алюминиевых проводов с алюминиевой шиной сокращает расход метизов, улучшает качество контакта, облегчает эксплуатацию электроконструкций.
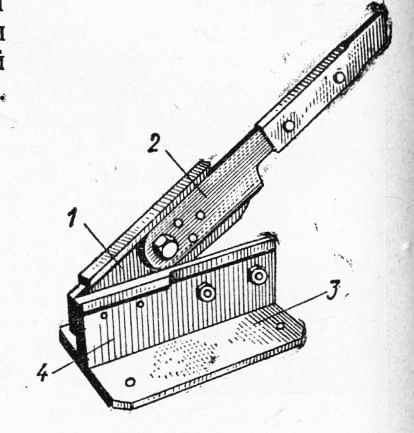
Прямые рычажные ножницы предназначены для обрезки монтажных изделий, изготовленных из полосового металла, а также для отрезки винтов, шпилек и проволоки.
Основными деталями ножниц (рис. 10) являются верхний и нижний ножи. Нижний нож представляет собой прямоугольник с острозаточенной режущей кромкой, а верхний нож фигурный, с режущей кромкой, заточенной по радиусу.
В верхнем ноже имеются три отверстия для обрезки винтов, шпилек и проволоки с диаметрами соответственно 4, 5 и 6 мм. Ножи закреплены на основании, состоящем из двух угольников, сваренных между собой полками. Один из угольников срезан на длину ножа, срез служит опорой для нижнего ножа. Нижний нож крепится к основанию двумя винтами с потайной головкой. Верхний нож через ось крепится на стойке, которая приварена к основанию под углом, обеспечивая возможность использования всей длины режущей кромки ножа и являющейся упором для максимального раскрытия ножа. На стойке, с противоположной стороны крепления ножа, приварен стержень, на который насажена подвижная пластина, служащая упором при резке круглого или листового материала. Пластина крепится в требуемом положении винтом.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Подготовка к монтажу труб и шин"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы