Строй-Техника.ру
Строительные машины и оборудование, справочник
Подготовительные работы. Перед сборкой секции металлических опор, траверсы и тросостойку выкладывают на подкладки в порядке, предусмотренном монтажной схемой и технологической картой сборки. Направление выкладки зависит от схемы подъема опоры. Как правило, опоры собирают вдоль оси линии и лишь в исключительных случаях — поперек оси. У переходов через инженерные сооружения или естественные препятствия опоры выкладывают вершиной в сторону этих сооружений и препятствий. На уклонах направление выкладки принимают обычно таким, чтобы тяговый механизм при установке опоры перемещался вниз по склону.
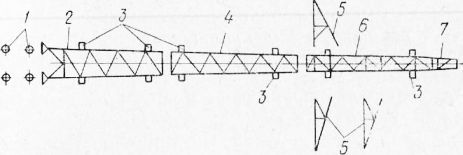
Рис. 1. Выкладка секций металлических опор перед сборкой:
1 — фундамент, 2, 4 и 6 — нижняя, средняя и верхняя секции, 3 — подкладки, 5 — траверса, 7 — тросостойка
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Одновременно с выкладкой исправляют повреждения отдельных элементов секций. Небольшие изгибы уголков решетки устраняют без подогрева металла домкратом или специальным ключом. При значительных изгибах металл перед правкой подогревают газовыми горелками до температуры 600—700 °С. Нагретые уголки выправляют струбциной, домкратом или специальным ключом. Выправка кувалдой запрещается во избежание расплющивания уголка и ослабления сварных швов. При отрыве уголков в местах сварки или частичном разрыве сварного шва старый сварной шов полностью срубают, поверхности тщательно зачищают до металлического блеска и сваривают заново. При большой деформации или разрывах элементов решетки поврежденный участок вырезают и взамен приваривают новый из стали того же сортамента.
Укрупнительная сборка. Сборке крупногабаритных портальных и АП-образных опор предшествует обычно укрупнительная сборка их отдельных частей: стволов, траверс, подкосов и др.
Укрупнительная сборка включает следующие операции: предварительную выкладку секций, соединение на временных сборочных болтах, рассверливание отверстий в стыках до проектного размера, соединение на расчетных болтах и выверку собранной конструкции.
Некоторые заводы металлоконструкций выпускают секции опор с отверстиями, рассверленными сразу на расчетный диаметр (с контрольной сборкой на заводе). В этом случае соединение узлов при сборке выполняют сразу на расчетных болтах.
Для рассверливанця отверстий применяют пневматические или электрические сверлилки. Диаметр отверстия не должен превышать диаметра болта более чем на 1,5— 2 мм, овальность отверстий допускается для болтов диаметром до 22 мм не более 1 мм, диаметром до 25 мм не более 1,2 мм и диаметром 27—30 мм не более 1,5 мм. Забракованные отверстия могут быть рассверлены под больший диаметр или заварены и рассверлены вновь. Качеству болтовых соединений уделяют особое внимание, и основные требования к ним одинаковы как для железобетонных, так и для металлических опор.
Укрупнительную сборку опор болтового типа, поставляемых в пакетах, выполняют двумя методами: на нижнюю грань и методом параллельных граней.
При первом методе два нижних поясных уголка нижней секции шарнирами крепят к двум установленным подножникам со стороны выкладки опоры. Шарнир для установки металлических опор состоит из двух сварных пластин. Нижнюю пластину крепят к анкерным болтам подножников или свай, а верхнюю — к опорному башмаку (пяте) опоры. Пластины соединяют осью, вокруг которой поворачивается опора при подъеме.
На верхних и нижних концах поясных уголков устанавливают поперечные диафрагмы, к которым, в свою очередь, крепят другие два поясных уголка. После этого между поясными уголками устанавливают и прибалчи-вают раскосы решетки сначала в боковых, а затем в нижних и верхних гранях секции. Поясные уголки следующей секции крепят к верхним узлам первой секции, а затем заполняют решетку в той же последовательности. Так же собирают остальные секции ствола, наращивая опору снизу вверх — от фундамента к вершине.
Этот метод обеспечивает точность сборки нижних секций по отношению к фундаментам и исключает последующие трудоемкие операции по установке опор на шарниры.
При укрупнительной сборке болтовых опор методом параллельных граней поясные уголки нижней секции попарно выкладывают на подкладках в горизонтальной плоскости. Затем из элементов решетки на каждой паре уголков собирают боковые грани секции, раскантовывают их кранами и устанавливают вертикально, после чего собирают верхние и нижние грани, прибалчивая соответствующие элементы решетки к поясным уголкам. Пяты нижней секции устанавливают в шарниры на двух подножниках. Так же собирают другие секции.
При наличии специального автотранспорта и погрузочных средств укрупнительную сборку болтовых опор выполняют на монтажных площадках и вывозят на трассу укрупненные части: стволы, траверсы, крупногабаритные секции и др.
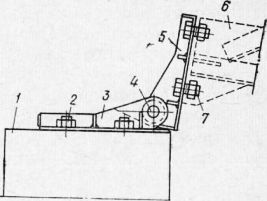
Рис. 2. Шарнир для сборки и установки свободностоящих металлических опор:
1 — подножник, 2 — анкерный болт, 3 и 5— нижняя и верхняя пластины шарнира, 4— ось шарнира, 6 — пята опоры, 7 — болты крепления пяты опоры к шарниру
Общая сборка. Порядок общей сборки определяется в основном конструкцией опоры, а также готовностью фундамента к моменту начала сборки. Технология выполнения операций общей сборки такая же, как и при укрупнительной.
Общая сборка одностоечных опор заключается в сборке ствола из секций и присоединении к стволу траверс и тросостойки. Сначала нижнюю секцию ствола закрепляют на шарнирах на двух подножниках фундамента. Затем к ней крепят среднюю секцию, для чего ее захватывают краном и сближают с нижней, совмещают стыки и соединяют секции временными монтажными болтами. Затем рассверливают отверстия до проектных размеров и устанавливают расчетные болты. Некоторые опоры сразу собирают на расчетных болтах.
Таким же способом соединяют в ствол следующие секции и тросостойку. После сборки ствола к нему прикрепляют траверсы: сначала нижние, затем средние и, наконец, верхние. Собранную опору выверяют по чертежам с учетом допустимых отклонений и исправляют дефекты отдельных элементов, поврежденных в процессе сборки. Затем всюду восстанавливают поврежденную окраску.
При общей сборке опор портального типа сначала закрепляют пяты обоих стволов в шарнирах на подножниках фундамента, собирают стволы опор, присоединяют к ним траверсу, устанавливают подкос и тросостойки и выверяют размеры опоры.
Данные о сборке и выверке опор заносят в журнал, который подписывают прораб (или мастер) и бригадир сборщиков.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Сборка металлических опор"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы