Строй-Техника.ру
Строительные машины и оборудование, справочник
Блок цилиндров двигателя отлит из чугуна, составляет одно целое с цилиндрами. Плоскость разъема картера блока с масляным картером расположена ниже оси коленчатого вала на 53 мм. Расстояния между осями первого-второго, третьего- четвертого цилиндров равны 81 мм, а между вторым и третьим 86 мм и между ними по всей высоте цилиндров выполнены протоки для охлаждающей жидкости, благодаря чему обеспечивается интенсивный отвод тепла, улучшается охлаждение поршней и поршневых колец, снижается температура моторного масла и уменьшается деформация блока от неравномерного нагрева.
Водяная рубашка блока цилиндров сообщается с рубашкой головки цилиндров через специальные отверстия в их взаимно прилегающих плоскостях, уплотняемых прокладкой головки цилиндров.
К нижней части переднего торца блока масляный насос с манжетой для уплотнения переднего носка коленчатого вала.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Задняя часть блока имеет развитые кронштейны и отверстия для крепления картера сцепления, который фиксируется относительно блока двумя установочными втулками, входящими в крайние боковые отверстия и крепится к нему тремя болтами и одной шпилькой.
К торцу задней части блока привернут держатель с манжетой, уплотняющей фланец коленчатого вала.
В нижней части блока цилиндров выполнено пять опор для вкладышей коренных подшипников коленчатого вала. Крышки коренных подшипников обрабатывают окончательно под вкладыши совместно с блоком, поэтому они невзаимозаменяемы. Для обеспечения их правильного расположения при сборке необходимо учесть, что на них нанесены метки соответствующих опор. Каждая крышка крепится двумя болтами с усилием затяжки 70…85 Н-м (7…8,5 кгс-м). В блоке и крышках коренных подшипников выполнены кольцевые канавки для подвода масла к коренным вкладышам. Счет опор подшипников и соответствующих им крышек и номеров цилиндров ведется от переднего торца блока цилиндров.
По периметру нижней части блока идет обработанный фланец, к которому болтами прикреплен литой масляный картер (поддон). Герметизация внутренней полости блока в местах стыка передней и задней крышек и масляного картера осуществляется прокладками.
В зависимости от фактического диаметра цилиндра для обеспечения оптимальной величины зазора между цилиндрами и поршнями (0,05…0,07 мм) цилиндры по диаметру делятся на пять размерных групп А, Б, В, Г, Д через 0,01 мм. При изготовлении нового двигателя поршни нормального диаметра подбирают к соответствующим цилиндрам по группам. Группы обозначены буквами в середине верхней части блока с левой стороны.
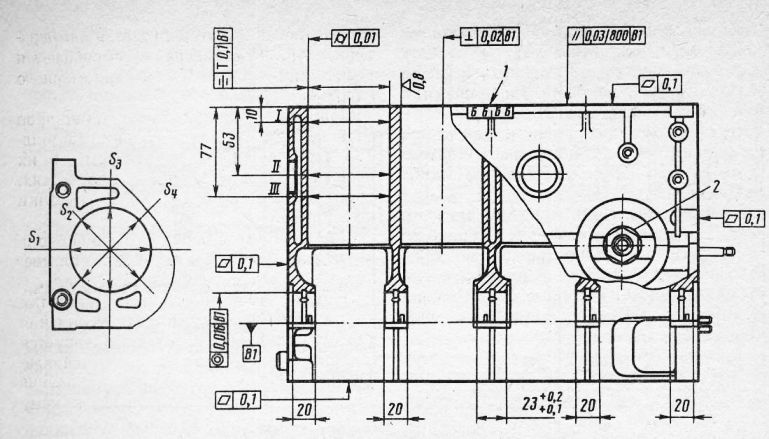
Рис. 1. Блок цилиндров двигателя:
1 — место нанесения групп цилиндров; 2 — штуцер крепления мясляного фильтра; 3 — ось коленчатого вала
В процессе эксплуатации требуются периодическая проверка затяжки болтов и гаек, наблюдения за герметичностью в Манжетных уплотнениях коленчатого вала и соединениях, уплотняемых прокладками.
Проверка технического состояния и ремонт блока цилиндров двигателя.
После полной разборки двигателя нужно тщательно промыть блок цилиндров, обратив особое внимание на промывку масляных каналов. Для этого погрузить блок на 20 мин в ванну, содержащую содовый раствор, нагретый до температуры 75…85 °С. Затем струей того же раствора под давлением промыть блок цилиндров для устранения засорения внутренних масляных каналов.
Для качественной очистки водяной рубашки и масляных каналов при ремонте блока цилиндров необходимо вынуть, а затем вновь установить заглушки, смазав их водостойким герметиком. Заглушки лучше устанавливать оправкой. Тщательно продуть и просушить весь блок цилиндров сжатым воздухом, в особенности систему масляных каналов. Несоосность опор коренных подшипников допускается не более 0,02 мм. Несоосность можно проверить оправкой, установив коренные вкладыши и затянув болты крышек моментом затяжки 70…86 Н-м (7,0…8,6 кгс-м).
Проверить плоскость разъема блока цилиндров с головкой. Неплоскостность не должна быть более 0,14 мм. Проверка производится на поверочной плите или при помощи линейки и щупа. При неплоскостности разъема блока цилиндров с головкой более 0,14 мм нужно пришабрить или прошлифовать плоскость. Шлифование и шабрение допускаются при деформации не более 0,14 мм. При большей деформации, наличии в опорах, а также в других местах блока трещин, проходящих через масляные каналы, блок подлежит замене.
Цилиндры проверяют вначале визуально на отсутствие рисок и задиров зеркала цилиндров. Пригодность цилиндра для дальнейшей работы по своим геометрическим размерам определяют, замеряя индикаторным нутромером в указанных на рис. 1 местах.
Изношенность цилиндра характеризуется величиной износа в первом поясе (средняя величина от замера в четырех направлениях). В этом поясе износ обычно наибольший, кроме того, от размера в этом поясе зависит зазор в стыке первого компрессионного кольца. Для определения зазора между юбкой поршня и цилиндром принимается средний диаметр от замера в четырех направлениях по второму поясу. При увеличении диаметра цилиндров более 72,10 мм при замерах по первому поясу цилиндры подлежат ремонту. Технология операции расточки и хонингования цилиндров практически не отличается от аналогичных операций ремонта цилиндров автомобильных двигателей. В случае, если цилиндры имеют износы меньше предельных и блок цилиндров не нуждается в ремонтной расточке, то при применении новых поршней и поршневых колец нужно зачистить мелкие риски мелкой наждачной шкуркой, затертой мелом и покрытой маслом. После зачистки цилиндры тщательно промыть, чтобы не осталось следов абразива. Мелкие риски, не мешающие дальнейшей работе, выводить не следует.
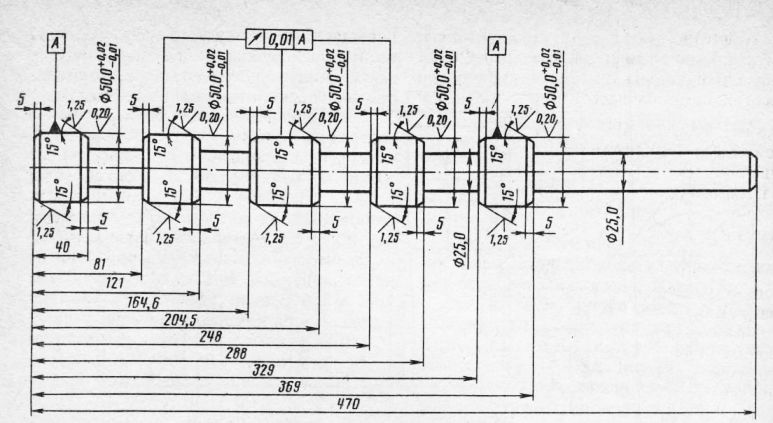
Рис. 2. Оправка для проверки соосности коренных подшипников коленчатого вала
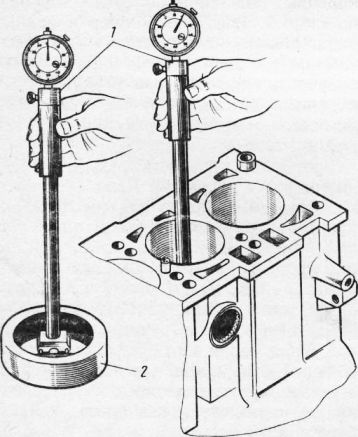
Рис. 3. Замер диаметра цилиндра индикаторным нутромером:
1 — индикатор-нутромер; 2 — кольцо-калибр для установки нутромера на ноль
При наличии уступа в верхней части зеркала цилиндра (на границе работы верхнего компрессионного кольца) рекомендуется снять уступ серповидным шабером или специальным абразивным инструментом. Эту работу следует выполнять аккуратно, чтобы не снять металла ниже уступа.
Ремонтная расточка цилиндров производится под специальные ремонтные поршни и кольца, имеющие увеличение против номинального размера на 0,25 и 0,5 мм, т. е. 72,25+°.°s мм и 72,50+0>05 мм. Максимально допустимое увеличение диаметра цилиндра при расточке не должно быть более 0,5 мм.
Поэтому при ремонтной расточке и хонинговании цилиндров необходимо подгонять размер диаметра цилиндра по имеющемуся диаметру юбки поршня так, чтобы зазор между юбкой поршня и цилиндром был 0,05…0,07 мм и поршни для одного двигателя должны быть одного ремонтного увеличения.
Обработка зеркал цилиндров после ремонта должна удовлетворять следующим требованиям: нецилиндричность не более 0,015 мм (для нового блока цилиндров не более 0,010 мм); неперпендикулярность оси цилиндров оси коренных подшипников не более 0,025 мм; несимметричность зеркал цилиндров с осями коренных подшипников не более 0,15 мм; шероховатость поверхности зеркала цилиндров не выше 0,8 мкм.
После ремонта поверхности зеркала цилиндров тщательно промыть щеткой, смоченной в мыльном растворе, и тщательно протереть сухой салфеткой. Нужно иметь в виду, что промывка зеркала цилиндров бензином и керосином не дает должного эффекта, так как эти жидкости плохо смывают со стенок частицы металла и абразивной пыли.
При необходимости замены блоков цилиндров в запасные части поставляется блок цилиндров в сборе с номинальными размерами цилиндров.
Поршни отлиты из алюминиевого сплава с терморегулирующим кольцом. Юбки поршней не разрезные. Масса поршня 315±2 г. Днища поршней плоские, но в центре под углом 21° имеются два углубления диаметром 36 мм, глубиной 7,8 мм. Углубления в поршнях выполнены для исключения упирания поршней в клапаны при проворачивании коленчатого вала в случае, если плоскозубчатый ремень привода распределительного вала не установлен, при его проскальзывании или обрыве.
Юбка поршня имеет бочкообразную эллипсную форму, большое основание которого расположено на расстоянии 53 мм от верхнего торца (контрольный размер юбки поршня), а большая ось эллипса лежит в плоскости, перпендикулярной оси поршневого пальца. Поршни по наружному диаметру юбки разбиты на пять групп А, Б, В, Г, Д через 0,1 мм и метятся клеймением на днище поршня. Поршни ремонтных размеров с увеличенным диаметром юбки поршня на 0,25 и 0,5 мм маркируются на днище поршня нанесением действительного ремонтного увеличения.
Ось отверстия под палец смещена относительно диаметральной плоскости поршня на 1,5 мм. Для правильного расположения смещения оси пальца на днище поршня нанесена стрелка. При монтаже стрелка на всех поршнях должна быть обращена к его передней части, т.е. в сторону носка коленчатого вала.
Для установки поршневых колец служат три кольцевые канавки. В двух верхних находятся компрессионные кольца, а в нижней – сборное маслосъем-ное. Эта канавка соединена с внутренней полостью поршня отверстиями, через которые излишняя смазка снимается маслосъемным кольцом и отводится в картер.
В зависимости от диаметра отверстия под поршневой палец поршни сортируются на три группы через 0,004 мм и маркируются краской на бобышке (красной, желтой, зеленой).
Проверка состояния и замена поршней. Для замены поршня необходимо:
— извлечь стопорное кольцо поршневого пальца из канавки бобышки поршня;
— вставить винт приспособления для выпрессовки поршневого пальца в отверстие пальца и ввернуть наконечник;
— завертывая гайку приспособления, выпрессовать поршневой палец и снять поршень.
Очистить от нагара днище поршня и канавки под поршневые кольца. Очистку канавок от нагара удобно производить старым поломанным поршневым кольцом, соблюдая при этом осторожность и не повредив канавки. Очистить и продуть отверстия для отвода масла из канавки под маслосъемное кольцо.
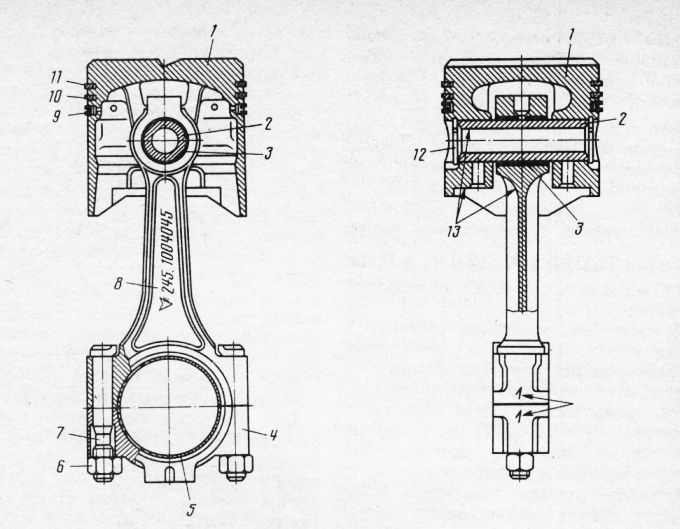
Рис. 4. Шатун с поршнем в сборе:
1 — поршень; 2 — поршневой палец; 3 — втулка шатуна; 4 — крышка шатуна; 5 — вкладыши; 6 — гайка болта крышки шатуна; 7 — болт крышки шатуна; 8 — шатун; 9 — маслосъемное кольцо в сборе; 10 и 11 — нижнее и верхнее компрессионные кольца; 12 — стопорное кольцо; 13 — места цветовой маркировки шатуна, бобышки поршня и поршневого пальца; 14 — клеймо номера цилиндра
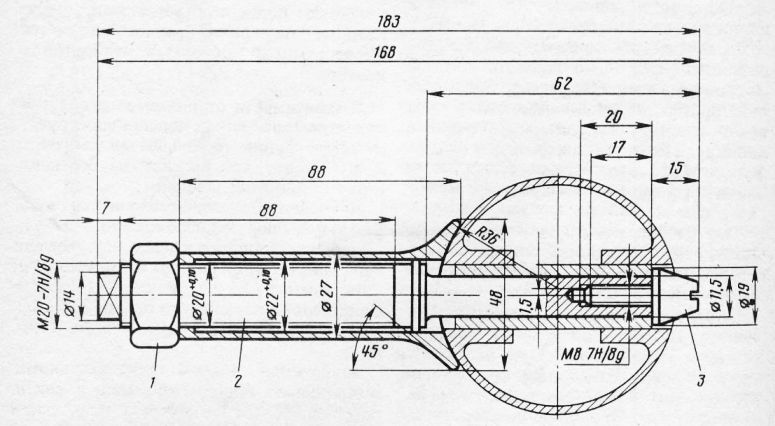
Рис. 5. Приспособление для выпрессовки поршневого пальца:
1 — гайки; 2 — оправка; 3 — наконечник
При визуальном осмотре поршней особо тщательно осмотреть поршни на отсутствие трещин. При наличии трещин поршень заменить. Натиры и следы задиров или прихватов зачистить.
Замер диаметра юбки поршня рекомендуется производить по схеме, приведенной на рис. 6. Для определения зазора между юбкой поршня и цилиндром берется контрольный замер в сечении А-А на расстоянии 53 мм от верхнего торца, равный 71,94…71,99 мм.
Внутренний диаметр бобышек поршня (под поршневой палец) замеряется обычно в двух направлениях – по оси поршня и перпендикулярно оси. Каждая бобышка замеряется в двух поясах, расположенных на расстоянии 1/4 общей рабочей длины от края бобышек. Высота кольцевых канавок под поршневые кольца замеряется в четырех точках, расположенных взаимно перпендикулярно.
Поршень подлежит замене при: износе юбки по контрольному размеру до диаметра 71,910 мм; увеличении размера высоты канавок под компрессионные кольца для первой более 1,615, второй – 2,075 мм; увеличении для первого компрессионного кольца 0,045…0,077 мм; для второго — 0,025…0,057 мм; в эксплуатации соответственно 0,15 мм и 0,13 мм зазора между компрессионными кольцами и канавкой поршня соответственно более 0,15 мм и 0,13 мм (рис. 41); увеличении диаметра под поршневой палец более 20,005 мм; наличии дефектов по внешнему осмотру (трещины, задиры, прогары и др.).
Таблица 3. Размер юбки ремонтных поршней и цилиндров после расточки
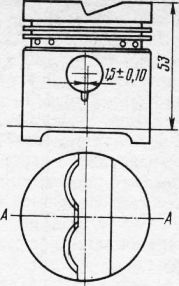
Рис. 6. Схема замера юбки поршня в плоскости А-А, контрольный замер диаметра 71.94…71.99 мм

Рис. 7. Проверка зазора между канавкой поршня и поршневым кольцом:
Для замены поршней в качестве запасных частей выпускаются поршни номинального и двух ремонтных размеров. Поршни ремонтных размеров отличаются от поршней номинальных размеров наружным диаметром, увеличенным на 0,25 и 0,50 мм.
Для обеспечения требуемого зазора между нижней частью юбки поршня и цилиндром (в пределах 0,05…0,07 мм) поршни номинального размера сортируют на пять групп. Буквенное обозначение группы (А, Б, В, Г, Д) наносят на наружной поверхности днища поршня. На поршнях ремонтного размера на днище наносится действительный размер ремонтного увеличения.
При первой смене поршней в изношенный цилиндр без расшлифовки рекомендуется устанавливать поршни нормального размера, преимущественно гр. Д.
Разница в массе самого тяжелого и самого легкого поршней для одного двигателя не должна превышать 4 г.
Сборку поршня с шатуном выполнять в следующей последовательности:
— вставить стопорное кольцо пальца в одну из бобышек так, чтобы кольцо плотно село в канавку;
— нагреть поршень до температуры 50…70 °С, совместить его с шатуном, смазать поршневой палец моторным маслом и вставить “его в отверстия бобышек поршня и во втулку верхней головки шатуна. В нагретый поршень палец входит от нажатия руки;
— когда палец упрется в стопорное кольцо, вставить второе кольцо. После остывания поршня палец должен быть неподвижным в отверстиях бобышек поршня, но подвижным во втулке шатуна; установить поршневые кольца.
Поршневые пальцы стальные, плавающие, с наружным диаметром 20 мм, длиной 61 мм и толщиной стенки 4 мм. От осевого перемещения палец фиксируется пружинными стопорными кольцами 12. Пальцы изготовлены с высокой точностью и рассортированы по наружному диаметру на три группы через 0,004 мм. Наружная поверхность пальцев подвергается цементации и термической обработке для достижения высокой поверхностной твердости.
Подбор и замена поршневых пальцев. Поршневые пальцы редко заменяются без замены поршней, в запасные части поставляются пальцы с цветовой маркировкой, красной, желтой, зеленой, нанесенной на внутренней поверхности пальца. Маркировка обозначает одну из трех размерных групп, отличающихся друг от друга на 0,004 мм.
При сборке палец, поршень и шатун комплектуются из деталей только одной размерной группы. Этим обеспечиваются натяг между пальцем и бобышкой поршня 0,0000…0,008 мм и зазор между пальцем и втулкой верхней головки шатуна 0,002…0,010 мм (при температуре 20…25 °С).
ВНИМАНИЕ! Запрещается устанавливать поршневой палец в новый поршень другой размерной группы, так как это приводит к деформации поршня и к его задиру.
При замене поршневого пальца на работающем поршне подбор его осуществляется по данным замера диаметра бобышек в обеспечении натяга 0…0,008 мм. После подбора поршневого пальца по поршню проверить его по втулке верхней головки шатуна. Монтажный зазор рекомендуется в пределах 0,002…0,001 мм для новых деталей и не более 0,015 мм для работавших деталей; предельно допустимый зазор 0,02 мм. Новый поршневой палец подбирается по втулке верхней головки нового шатуна, также по цветовой маркировке трех размерных групп. На шатуне маркировка наносится краской у верхней головки.
Сопряжение новых поршневых пальцев с втулками шатунов проверяется проталкиванием тщательно протертого поршневого пальца в насухо протертую втулку верхней головки шатуна с небольшим усилием. Ощутимого люфта при этом не должно быть. Для достижения такого сопряжения допускается устанавливать детали смежных групп.
Поршневые кольца и их расположение показаны на рис. 8. На каждом поршне установлены по три кольца: два компрессионных, изготовленных из специального чугуна, верхнее хромированное со скругленными кромками, нижнее фосфатированное и одного стального маслосъемного, состоящего из трех элементов: двух спальных дисков, осевого и радиального расширителя.
На наружной цилиндрической поверхности второго компрессионного кольца выполнена прямоугольная фаска. На поршень кольцо устанавливается фаской вниз. Стальные диски маслосъемного кольца собирают масло, которое через расширитель и канавки в поршне стекает в масляный картер. Монтажный зазор в замке колец, сжатых в цилиндре, должен быть 0,21…0,55 мм для компрессионных и 0,9…1,5 мм для дисков маслосъемных колец. При установке поршней в цилиндры замки колец должны быть раздвинуты, как указано на рис. 8.
Проверка состояния и замена поршневых колеи. Поршневые кольца являются ответственными деталями двигателя. Их техническое состояние в большей мере определяют общее техническое состояние двигателя и его эксплуатационные показатели.
Следует учитывать, что при работе двигателя с сильно изношенными поршневыми кольцами резко повышается износ деталей двигателя, так как при этом ухудшаются условия смазки цилиндров и поршней из-за пропуска газов в картер, разжигается и окисляется масло в картере.
Перед проверкой поршневые кольца следует тщательно очистить от нагара, липких отложений и промыть. Основная проверка заключается в проверке тепло на участке а с обеих сторон не должно быть замков компрессионных колец и замков дисков маслосъемных колец. Расположение замков компрессионных колец – I, II; дисков верхнего – III, нижнего – IV и расширителя маслосъемного кольца —зазора в замке поршневого кольца, вставленного в цилиндр. Поршневые кольца при этом вставить в цилиндр, протолкнуть его донышком поршня на глубину 10…12 мм. Зазор в стыке работающего кольца не должен превышать 1,00 мм. Проверить также приработку поршневого кольца по цилиндру. При наличии следов прорыва газов поршневое кольцо подлежит замене.
Рис. 8. Проверка подбора поршневого пальца к втулке верхней головки шатуна
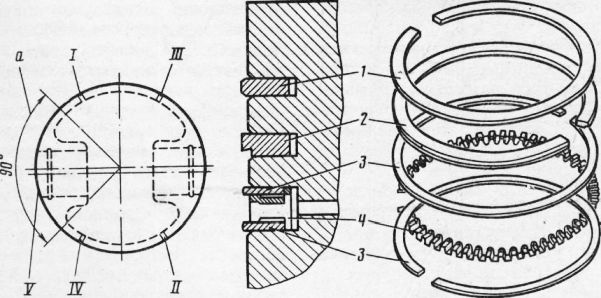
Рис. 9. Расположение поршневых колец на поршне:
1 – верхнее компрессионное кольцо; 2 – нижнее компрессионное кольцо; 3 – диски маслосъемного кольца; 4 – расширитель маслосъемного кольца;
Поршневые кольца поставляются в запасные части номинального и двух ремонтных размеров комплектами на один двигатель. Кольца ремонтных размеров отличаются от колец номинального размера наружным диаметром, увеличенным на 0,25 и 0,50 мм. Кольца ремонтного размера устанавливаются только на ремонтные поршни и при ремонте цилиндров на соответствующий размер. Перед установкой очистить поршневые кольца от консервации и тщательно промыть, а затем подобрать их для каждого цилиндра.
После отбора комплектов по каждому цилиндру проверить зазор в стыке поршневых колец. При установке в новый цилиндр он должен быть в пределах 0,21…0,45 мм для компрессионных и 0,9…1,5 мм для дисков маслосъемных колец, при необходимости припилить. Зазор в стыке новых компрессионных поршневых колец, устанавливаемых в работающие цилиндры, не должен превышать 0,60 мм.- Перед установкой поршне-Bfiix колец на поршни проверить свободу перемещения поршневых колец прокатыванием кольца в канавках поршня, как показано на рис. 45, чтобы убедиться в чистоте канавок, отсутствии забоин и др.
Для установки колец необходимо:
— надеть поршневые кольца на поршень при помощи специальной оправки, соблюдая осторожность, чтобы их не поломать и не деформировать. Установку начинать с нижнего маслосъемного кольца;
— в нижнюю канавку устанавливаются нижний диск, расширитель маслосъемного кольца, верхний диск, а затем нижнее фосфатированное и верхнее хромированное кольца. При установке второго компрессионного кольца прямоугольная фаска, выполненная на наружной поверхности, должна быть обращена вниз. После установки колец смазать поршни и поршневые кольца моторным маслом, проверить легкость перемещения колец в канавках поршня;
— расставить стыки колец, как показано на рис. 9.
Шатун двигателя стальной, кованый, со стержнем двутаврового сечения. В верхнюю головку шатуна запрессована бронзовая втулка 3. в зависимости от диаметра которой шатуны разбиваются на три группы через 0,004 м. У головки наносится цветовая маркировка (красный, желтый, зеленый цвет). По этой маркировке подбирают палец к верхней головке шатуна. Нижняя головка шатуна разъемная, ее крышка крепится двумя болтами с резьбой М9х1 и гайками. Гайки шатунных болтов при сборке затягиваются равномерно, при окончательной затяжке следует приложить момент 50…56 Н-м (5,0…5,6 кгс-м). Для обеспечения центрирования болты имеют конический участок около головки.
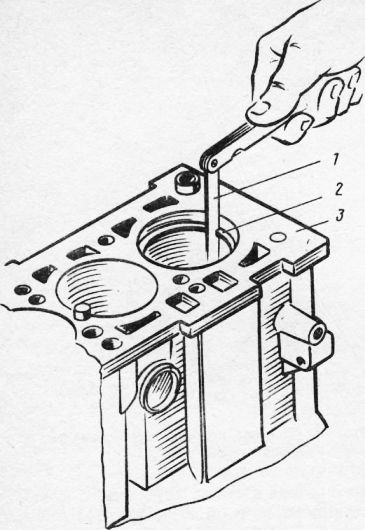
Рис. 10. Проверка зазора в замке поршневого кольца, установленного в цилиндр:
1 — щуп; 2 — поршневое кольцо; 3 — блок цилиндров
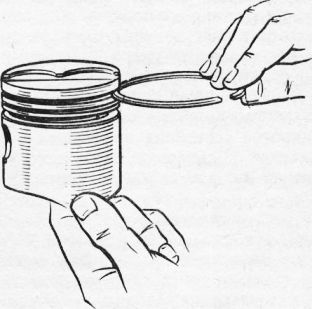
Рис. 11. Проверка перемещения поршневого кольца в канавке поршня
Окончательная обработка отверстия в нижней головке шатуна под вкладыши производится в собранном виде. Поэтому перестановка крышек одного шатуна на другой совершенно недопустима. Чтобы при сборке не перепутать крышки шатунов, на шатун и соответствующую ему крышку наносится номер цилиндра. При сборке цифры на шатуне и крышке должны находиться с одной стороны. Шатуны в сборе с крышками подгоняются по массе. Масса шатуна в сборе 540±4 г.
В нижней головке шатуна устанавливаются взаимозаменяемые тонкостенные сталеалюминиевые вкладыши, которые удерживаются от проворачивания выступами, входящими в специальные пазы, имеющиеся в теле шатуна. Зазор между шатунными шейками коленчатого вала и вкладышами шатуна 0,030…0,076 мм.
Проверка состояния шатунов и их замена. Шатуны проверяются визуальным осмотром на отсутствие забоин, трещин, вмятин, состояние поверхности и размеры подшипников нижней и верхней головок шатуна, параллельность осей нижней и верхней головок.
При отсутствии существенных механических повреждений мелкие забоины и вмятины могут быть аккуратно зачищены и шатун будет годен для дальнейшей работы. При наличии значительных механических повреждений или трещин шатун подлежит замене. Болты шатуна не должны иметь даже незначительных следов вытягивания, а резьба шатунного болта не должна иметь вмятин и следов срыва. Постановка болта шатуна для дальнейшей работы даже с незначительными дефектами не допускается, так как это может привести к обрыву болта шатуна и вследствие этого к тяжелой аварии.
Подшипник верхней головки шатуна представляет собой бронзовую втулку из ленты толщиной 1 мм. В запасные части поставляется свернутая из ленты заготовка, которая запрессовывается в верхнюю головку шатуна, а затем проглаживается гладкой брошью в размере 19,27…19,30 мм. Стык втулки располагается справа, глядя на лицевую сторону стержня шатуна (где нанесен номер детали). Затем необходимо просверлить отверстие диаметром 4 мм для подвода масла.
С торцев втулки снять фаски 0,5×45° и развернуть втулку в размере 20± 0,006 м. Шероховатость поверхности должна быть не выше 0,40 мкм, разностенность втулки после обработки не должна быть более 0,2 мм. Конусность, бочкообразность, седлообразность и овальность внутреннего диаметра втулки не должны быть более 0,005 мм.
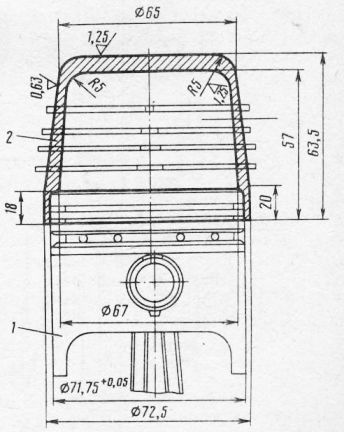
Рис. 12. Оправка для надевания на поршень поршневых колец:
1 — поршень; 2 — оправка
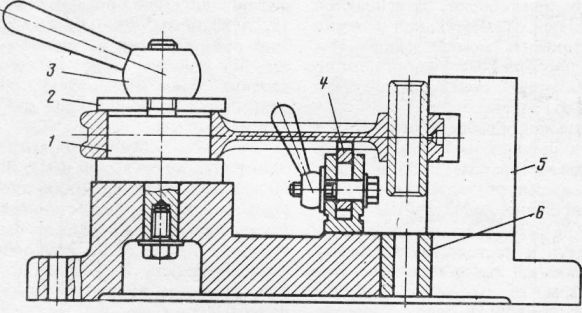
Рис. 13. Приспособление для контроля и рихтовки шатунов:
1 — оправка; 2 — шайба; 3 — зажимная рукоятка; 4 — опора; J — шаблон; 6 — направляющая втулка
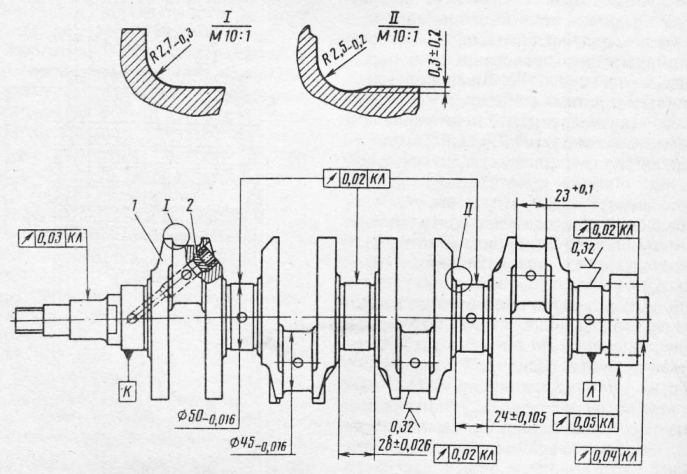
Рис. 14. Коленчатый вал в сборе:
1 — коленчатый вал; 2 — пробка
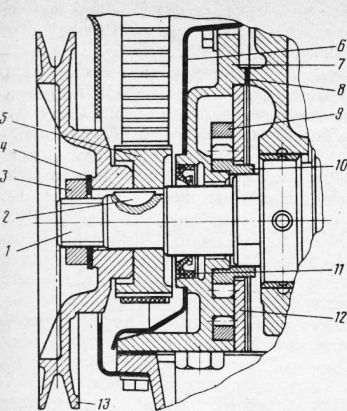
Рис. 15. Носок коленчатого вала со шкивом:
1 — коленчатый вал; 2 — сегментная шпонка; 3 — гайка; 4 — шайба; 5 — ведущий шкив коленчатого вала; 6 — внутренний кожух плоскоэубчатого ремня; 7 — корпус масляного насоса; 8 — прокладка; 9,10 — ведомая и ведущая шестерни масляного насоса; 11 — манжета; 12 — крышка масляноро насоса; 13 — шкив привода генератора
Коленчатый вал динамически отбалансирован, допустимый дисбаланс не превышает 15г-см.
В теле вала просверлены масляные каналы, масло к шатунным шейкам подается от 1, 2, 4 и 5-й коренных шеек. Технологические выходы сверлений заглушены завернутыми в них пробками, которые при ремонтах должны выворачиваться для удаления отложений в каналах. Диаметральный зазор между коренными шейками вала и их вкладышами 0,040…0,089 мм, что обеспечивает циркуляцию масла и безударную работу соединения без выдавливания слоя смазки.
Осевая фиксация коленчатого вала производится упорными полукольцами, установленными в торцах подшипника третьей коренной шейки в блоке. Осевой зазор в этом соединении 0,054…0,306 мм.
На переднем носке коленчатого вала находятся ведущий шкив привода газораспределения и шкив ременной передачи на генератор. Оба они устанавливаются на сегментной шпонке и затягиваются гайкой 3 на торце вала моментом 100…125 Н-м (10…12 кгс-м). Шкив снабжен меткой для установки зажигания и регулировки клапанных зазоров. Носок коленчатого вала уплотнен манжетой, которая запрессована в корпус масляного насоса.
Задний фланец коленчатого вала уплотнен манжетой, установленной в держатель манжеты. На заднем торце коленчатого вала к фланцу болтами закреплен маховик.
Проверка состояния коленчатого вала. Снятый с двигателя коленчатый вал тщательно промыть, вывернуть пробки масляных каналов шатунных шеек и обратить внимание на очистку внутренних масляных полостей. Продуть их сжатым воздухом. Затем осмотреть состояние коренных и шатунных шеек коленчатого вала на отсутствие грубых рисок, натиров, следов прихвата или повышенного износа. Осмотреть также состояние резьбы во фланце для болтов крепления маховика. Она не должна быть деформирована. Проверить, нет ли трещин на фланце коленчатого вала, у резьбовых отверстий. Проверить сохранность резьбы под гайку крепления шкива генератора.
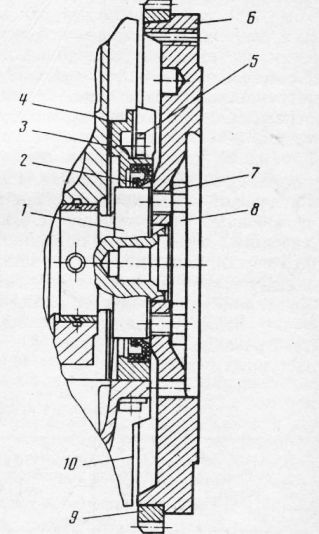
Рис. 16. Задний конец коленчатого вала:
1 — коленчатый вал; 2 — задняя манжета коленчатого вала; 3 — держатель манжеты; 4 — прокладка держателя; 5 — болт; 6 — маховик; 7 — шайба болтов крепления маховика; 8 — болт крепления маховика; 9 — зубчатый обод маховика; 10 — защитный кожух
При нормальном состоянии коленчатого вала по результатам осмотра его годность к дальнейшей эксплуатации определяется замером коренных и шатунных шеек. Шейки коленчатого вала замеряются в двух взаимно перпендикулярных плоскостях по двум поясам на расстоянии 1/4 общей длины шеек. Полученные размеры сопоставляют с размерами коренных и шатунных подшипников. Если зазоры в коренных и шатунных подшипниках не более 0,12 мм, а овальность и конусность шеек не превышают 0,015 мм (овальность и конусность шеек нового коленчатого вала не более 0,01 мм), коленчатый вал может быть оставлен для дальнейшей эксплуатации со старыми подшипниками. О критериях замены вкладышей шатунных подшипников сказано ниже.
Если зазоры в коренных и шатунных подшипниках близки к предельно допустимым, но размеры шеек не менее: коренных 49,974 мм, шатунных 44,974 мм. Коленчатый вал может быть оставлен для дальнейшей эксплуатации с новыми коренными и шатунными подшипниками. При первой смене коренных и шатунных подшипников обычно следует установить подшипники номинального размера.
При износе коренных шеек коленчатого вала до размера менее 49,974 мм, шатунных – до размера менее 44,974 мм или при существенных дефектах по визуальному осмотру коленчатый вал подлежит замене или ремонту.
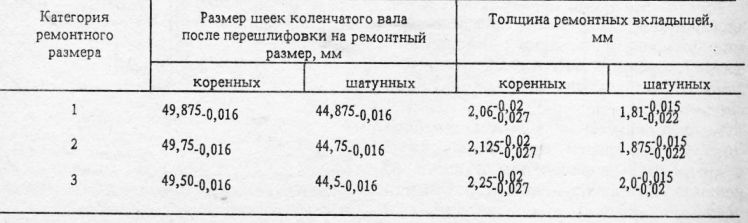
Ремонт коленчатого вала заключается в перешлифовке коренных и шатунных шеек с уменьшением на 0,125; 0,25 и 0,5 мм против номинального размера.
При этом перешлифовка должна быть всех одноименных шеек.
Размеры между щеками должны быть: второй и четвертой коренных шеек 24±0,026 мм, между щеками средней коренной шейки 28± 0,026 мм, между щеками шатунных шеек 23+°.10 мм. Радиус галтелей для всех коренных шеек выдержать 2,5.0>2 мм, для шатунных шеек 2,7.0;з мм. После обработки все каналы очистить от стружки и промыть.
Обработанные шейки коленчатого вала должны соответствовать следующим условиям: шероховатость поверхности должна быть не выше 0,32 мкм; отклонение от параллельности осей шатунных шеек вместе с отклонениями от геометрической формы при опоре на крайние коренные шейки не должно превышать 0,04 мм на длине 100 мм; конусообраз-ность, бочкообразность, седлообразность, овальность поверхностей коренных и шатунных шеек не должны превышать 0,01 мм и огранка – 0,005 мм, биение второй, третьей и четвертой коренных шеек при установке на крайние коренные шейки не должно превышать 0,03 мм.
Если в результате перешлифовки диаметры шеек коленчатого вала уменьшены и вкладыши ремонтного размера окажутся непригодными, то при очередном ремонте необходимо собрать двигатель с новым валом. Для такого случая в запасные части поставляется коленчатый вал без маховика, отбалансированный динамически (допустимый дисбаланс не более 15 г-см).
Таблица 4. Ремонтные размеры коленчатого вала
Маховик отлит из чугуна, на коленчатом валу установлен на фланце и крепится через шайбу шестью болтами, один из которых смещен. Болты, крепящие маховик, затягивают моментом 70…90 Н-м (7,0…9,0 кгс-м). На маховике установлен штифт подачи импульса на диагностический датчик ВМТ и напрессован стальной зубчатый обод, Маховик динамически балансируется. Допустимый дисбаланс должен быть не более 10 г-см.
Проверка состояния маховика заключается в проверке плоскости прилегания ведомого диска сцепления, состояния ступицы и зубчатого обода.
Плоскость прилегания ведомого диска должна быть гладкой, без рисок и задиров, незначительные риски прошлифовать, шероховатость поверхности не должна быть выше 2,5 мкм. Биение указанной плоскости в сборе с коленчатым валом не более 0,10 мм на крайних точках.
Проверить ступицу маховика. При наличии трещин маховик следует заменить.
Проверить состояние зубчатого обода маховика. При наличии забоин на зубьях – зачистить, а при значительных повреждениях заменить обод маховика.
Перед напрессовкой обод необходимо нагреть до температуры 200…230 °С, затем установить фаской на внутреннем диаметре и напрессовать до упора. Биение зубьев обода допускается не более 0,7 мм.
Вкладыши коренных подшипников – тонкостенные, стале-алюминиевые, с радиальными отверстиями для прохода масла. Верхние и нижние вкладыши каждого подшипника одинаковы, для исключения возможности проворачивания имеют усы.
Вкладыши 1, 2, 4 и 5-го подшипников (ширина 17,76,…18 мм) имеют на внутренней поверхности, кольцевые канавки для непрерывной подачи масла к шатунным шейкам. Вкладыши 3-го коренного подшипника такой канавки не имеют и отличаются большей шириной (21,76…22,0 мм).
Вкладыши шатунных подшипников – тонкостенные, стале-алюминиевые. Верхние и нижние вкладыши взаимозаменяемые. Для исключения проворачивания на них выполнены усы.
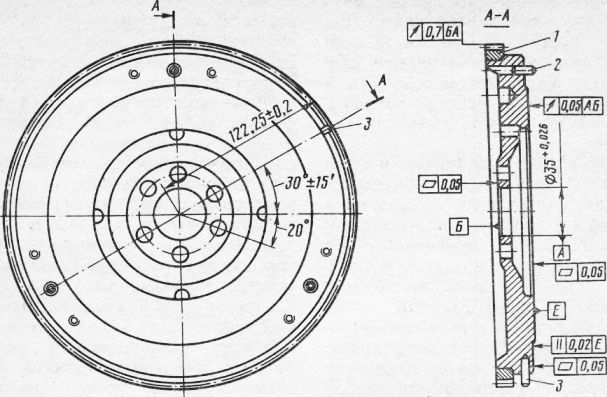
Рис. 17. Маховик:
1 — обод маховика; 2 — штифты установки кожуха сцепления; 3 — диагностический штифт BMT
Проверка и замена вкладышей коренных и шатунных подшипников. При решении вопроса о необходимости замены вкладышей подшипников следует иметь в виду, что диаметральный износ вкладышей и шеек коленчатого вала не всегда служит определяющим критерием.
В процессе работы двигателя в антифрикционный слой вкладышей вкрапливается значительное количество твердых частиц (продуктов износа деталей, абразивных частиц, засасываемых в цилиндры двигателя с воздухом и т. п.). Поэтому такие вкладыши, имея часто незначительный диаметральный износ, способны вызвать в дальнейшем ускоренный и усиленный износ шеек коленчатого вала. Следует также учитывать, что шатунные подшипники работают -в более тяжелых условиях, чем коренные. Интенсивность их износа несколько превышает интенсивность износа коренных подшипников. Таким образом, к решению вопроса о замене вкладышей необходим дифференцированный подход в отношении коренных и шатунных подшипников.
Во всех случаях удовлетворительного состояния поверхности вкладышей коренных подшипников критерием необходимости их замены служит величина диаметрального зазора в подшипнике. При оценке состояния вкладышей осмотром следует иметь в виду, что поверхность антифрикционного слоя считается удовлетворительной, если на ней нет задиров, выкрашиваний антифрикционного сплава и вдавленных в сплав инородных материалов.
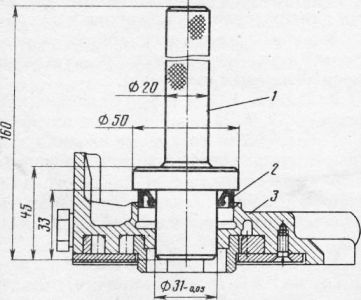
Рис. 18. Запрессовка манжеты в корпус масляного насоса:
1 — оправка; 2 — манжета; 3 — корпус масляного насоса
Для замены изношенных или поврежденных вкладышей в запасные части поставляются вкладыши коренных и шатунных подшипников номинального и трех ремонтных размеров комплектно, в количестве, необходимом на один двигатель.
Вкладыши ремонтных размеров отличаются от вкладышей номинального размера уменьшенным на 0,125; 0,25, 0,5 мм внутренним диаметром. Наружный диаметр всех вкладышей одинаков. Коренные подшипники и вкладыши шатунов ремонтных размеров устанавливаются только после перешлифовки коленчатого вала. Коренные’ подшипники рекомендуется менять все одновременно, чтобы избежать повышенного прогиба коленчатого вала. При замене коренных подшипников необходимо проследить за правильной установкой вкладышей, совпадением отверстий для подвода смазки и др.
После замены вкладышей как с одновременной перешлифовкой шеек коленчатого вала, так и без нее следует обязательно проверить диаметральный зазор в каждом подшипнике. Это позволит проверить правильность выбора вкладышей и подшипников.
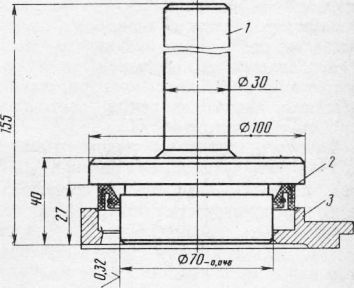
Рис. 19. Запрессовка манжеты в держатель заднего подшипника коленчатого вала:
1 — оправка; 2 — манжета; 3 — держатель
Проверить диаметральный зазор в подшипнике можно измерением шейки коленчатого вала, вкладышей (в паре) данного подшипника и подшипников с последующими несложными расчетами.
Диаметр коренных подшипников и подшипников нижней головки шатуна измеряют при вложенных вкладышах и затянутых с необходимым усилием болтов.
Диаметральные зазоры между шейками коленчатого вала и подшипниками должны находиться в пределах 0,040…0,089 мм для коренных подшипников и 0,030…0,076 мм для шатунных.
Тонкостенные вкладыши коренных и шатунных подшипников коленчатого вала изготовлены с высокой точностью. Требуемая величина диаметрального зазора в подшипнике обеспечивается только надлежащими диаметрами шеек коленчатого вала. Поэтому вкладыши при ремонте двигателя меняют без каких-либо подгоночных операций и только попарно. Замена одного вкладыша из пары не допускается. Из сказанного также следует,, что для получения требуемого диаметрального зазора в подшипнике запрещается спиливать или пришабривать стыки вкладышей или крыШек подшипников, а также устанавливать прокладки между вкладышем и его посадочным местом.
Невыполнение этих указаний приводит к нарушению правильности геометрической формы подшипников, ухудшению теплоотвода от них и ускоренному отказу вкладышей в работе.
Проверка состояния манжет коленчатого вала. После длительной эксплуатации двигателя манжеты, как правило, требуют замены. В случае разборки двигателя с малым пробегом, но при возникновении необходимости снятия коленчатого вала, манжеты необходимо тщательно осмотреть. При наличии на рабочей кромке даже незначительных трещин или надрывов, следов отслоения от арматуры, затвердевания материала или деформации манжеты заменить.
Перед запрессовкой манжет в корпус масляного насоса и держатель наружную поверхность манжет смазать моторным маслом.
Не допуская перекоса, запрессовать манжеты оправками в корпус масляного насоса и в держатель. При запрессовке манжет проследить, чтобы не соскочили пружины.
После запрессовки манжет в держатель и корпус масляного насоса рабочую кромку смазать смазкой Литол-24.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Шатунно-кривошипный механизм ЗАЗ-1102, проверка и ремонт"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы