Строй-Техника.ру
Строительные машины и оборудование, справочник
Способы крепления резины к металлам можно разделить на две основные группы: «горячее крепление» резины к металлу в процессе формования и вулканизации и «холодное крепление» уже вулканизованной резины к металлу с помощью клеев холодного отверждения.
При горячем креплении резина прикрепляется к металлу непосредственно либо через промежуточный слой материала, имеющего хорошую адгезию как к резине, так и к металлу.
Непосредственно к металлу прикрепляются эбонит или резина, имеющие в своем составе соединения меди, железа, кобальта или некоторых других металлов. Это объясняется тем, что согласно современным представлениям каучук связан с металлом через серу, которая обязательно присутствует в резиновой смеси как вулканизующий агент. Сера, вступая в реакцию с металлами, образует сульфидные соединения, обеспечивающие крепление резины к поверхности металла.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Наиболее активно сера вступает в реакцию с медью. На этом основан способ крепления резины через промежуточный слой латуни к таким металлам как сталь, алюминий, бронза и др. Сущность способа заключается в предварительном электролитическом осаждении тонкого (0,00125—0,0015 мм) слоя латуни (например, из цианистых электролитов) на поверхность металлических деталей, подлежащих обрезиниванию, и непосредственном креплении резины к латунированной поверхности металла. Соединение имеет высокую прочность, температуро-масло- и бензостойкость, хорошее сопротивление ударам и вибрациям. При этом резина хорошо крепится только к латуни, свободной от оксидов или каких-либо поверхностных загрязнений.
Для этого способа, однако, необходимы сложные дорогостоящие установки, а равномерное и прочное осаждение латуни на большие поверхности бандажей и ободов-ступиц массивных шин многих типоразмеров сопряжено со значительными техническими трудностями. Поэтому способ латунирования металлов, из которых изготовляют бандажи и обода-ступицы, не находит большого распространения и применяется для производства латунированного металлокорда, используемого для изготовления автопокрышек и безбандажных массивных шин.
Эбонитовое крепление. Одним из самых старых (известен с 1853 г.), наиболее простым и достаточно надежным способом крепления резины к металлам является способ крепления через эбонитовую прослойку. Способ заключается в подготовке поверхности металла (очистке, обезжиривании), нанесении эбонитового клея и слоя эбонитовой смеси, наложении резиновой смеси, формовании и вулканизации под давлением. Прочность соединения эбонитов с металлами достигает 15—20 МПа.
Высокая прочность крепления резины с металлом через эбонитовую прослойку обусловливается межмолекулярным взаимодействием полярных серосодержащих групп эбонита с металлом, малой деформируемостью эбонита и высокой прочностью связи между эбонитом и резиной в результате совместной вулканизации.
Наличие молекулярного контакта между резиной и слоем эбонитовой смеси к началу вулканизации не является обязательным, так как связи между ними возникают значительно позже, когда эбонитовая смесь и резина находятся в стадии размягчения и опрессование полностью заканчивается.
К преимуществам крепления через эбонитовую прослойку относятся простота и надежность метода. Однако имеются и существенные недостатки, обусловленные специфическими свойствами самого эбонита.
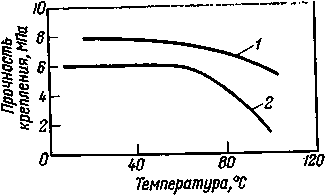
Рис. 1. Зависимость прочности связи резины с металлом от температуры при креплении различными способами:
1 — клеем лейконат; 2 — через эбонитовую прослойку.
При температуре выше 60 °C эбонит размягчается, что снижает прочность крепления в несколько раз. Термический коэффициент линейного расширения у эбонита в 3—5 раз больше, чем у металла, поэтому при резких изменениях температуры эбонит нередко отслаивается от металла, а при низких температурах — растрескивается. При больших давлениях во время вулканизации эбонитовая смесь, сильно размягчаясь, легко смещается по поверхности металла и при отсутствии на бандажах закраин выдавливается на торцы. При небольшой толщине резинового массива эбонит вследствие своей хрупкости легко разрушается при эксплуатации шин в условиях динамических нагрузок большой частоты. Для «удержания» эбонитовой прослойки и для увеличения площади сцепления эбонита с металлом на поверхности бандажей и ободов-ступиц, подлежащей обрезиниванию, необходимо делать рифления в форме «ласточкина хвоста». К недостаткам способа следует отнести также трудоемкость наложения эбонитовой прослойки на рифленую поверхность бандажей и ободов-ступиц.
Тем не менее этот способ крепления резины к металлу в производстве массивных шин применяется довольно часто.
Клеевое крепление. Наиболее широкое распространение в промышленности получило крепление резины к металлу различными клеями горячего отверждения. Клеи представляют собой растворы органических высокомолекулярных веществ в органических растворителях. Они обладают хорошей адгезией как к металлу, так и к резине, и способны удерживать их после затвердевания пленки клея.
К клеям, применяемым для крепления резины к металлам, предъявляют следующие требования:
— высокая прочность крепления после склеивания;
— универсальность, т. е. возможность склеивания разных резин с различными металлами;
— высокая клеящая способность и хорошая схватываемость;
— малая токсичность и огневзрывоопасность;
— продолжительная сохранность при перевозках и хранении;
— способность клеевого соединения не вызывать коррозии на поверхности металлов как в процессе обрезинивания, так и при эксплуатации;
— стойкость клеевого соединения к старению любого вида;
— сохранение эластичности клеевого соединения после крепления резины к металлу;
— способность клеевого соединения воспринимать ударную нагрузку без разрушения;
— низкая стоимость клея, малый расход на изготовление одного изделия.
Современная промышленность располагает клеями, которые способны удовлетворить большинству приведенных выше требований.
Клеи на основе изоцианатов. Наибольшее распространение в резиновой и шинной отраслях промышленности получили клеи на основе изоцианатов [24]. В производстве массивных шин применяется в основном клей «лейконат».
Способ крепления резины к металлу при помощи клеев по сравнению с креплением через латунную или эбонитовую прослойки проще, дешевле, позволяет механизировать производство. Массивные шины с клеевым креплением резины к бандажам или ободам-ступицам более выносливы в тяжелых динамических и температурных условиях, хорошо переносят ударные нагрузки и вибрации.
Прочность крепления на границе клей—металл обусловливается химическим взаимодействием изоцианатных групп с оксидными и гидроксидными группами на поверхности металла и прочностью образующихся связей. Прочность крепления с резиной определяется взаимодействием изоцианатных групп с молекулами каучука, а также диффузией изоцианата в слой каучука с дальнейшей полимеризацией в нем.
Хорошая адгезия достигается при тщательной очистке поверхности металла.
Исследованиями установлены некоторые особенности применения лейконата для крепления резины к металлам. На прочность крепления оказывают влияние такие факторы, как толщина клеевой пленки, температура и продолжительность сушки, влажность воздуха, давление при формовании и вулканизации. Разбавление клея дихлорэтаном в отношении 1 : 1 или 1 : 3 не снижает прочности крепления, но дает возможность получить более равномерную и тонкую пленку.
(более 65%) возможно увлажнение поверхности бандажей (ободов-ступиц).
Затвердевшая после испарения растворителя пленка лейконата вновь размягчается при нагревании и легко смещается. При длительном воздействии высокой температуры пленка клея становится менее подвижной и отверждается. Смещение пленки клея в начальный период ее размягчения не влияет на прочность крепления. Однако, если в это время происходит интенсивное течение резиновой смеси, то оно может вызвать дефекты крепления. Степень снижения адгезионных свойств клеевой пленки практически одинакова как в случае смещения пленки после нагревания, так и в случае одного только нагревания без смещения, и связана со структурными изменениями самого изоцианата под действием высокой температуры.
Поэтому хранение металлических бандажей и ободов-ступиц после нанесения лейконата до наложения резиновой смеси и вулканизации не должно превышать 8 ч.
На прочность крепления резины к металлу влияют также условия вулканизации. Связь между резиновым слоем и клеевой пленкой образуется уже в первые минуты формования и вулканизации. При испытании образцов, вулканизовавшихся всего 5 мин, не наблюдается оголения пленки клея, тонкий слой резины удерживается на металле. Для получения достаточной прочности крепления еще до начала вуканизации должен быть обеспечен контакт резиновой смеси со всей поверхностью металла, на которую нанесен клей. Значительное течение резиновой смеси в пресс-форме при вулканизации допустимо только в начальный период размягчения клеевой пленки, так как нагревание в течение 5—7 мин уже приводит к структурированию пленки и понижению адгезионных свойств клея. После того, как резиновая масса опрессована и по всей поверхности прижата к металлу, сама вулканизация может производиться при давлении, достаточном лишь для того, чтобы удержать пресс-форму закрытой.
Клеи на основе хлорированных каучуков. В последние годы широкое распространение получили клеевые композиции на основе поли-2,3-дихлорбутадиена: «хемлок», «тай-плай», «хемосил» и др. Они обладают ценным комплексом технологических и эксплуатационных свойств. Эти клеи считаются лучшими средствами горячего крепления резин к металлам, обладают хорошей адгезией к резинам практически на основе всех каучуков как общего, так и специального назначения. Клеевое соединение отличается высокой прочностью, стойкостью к тепловому старению, а также действию влаги, растворителей и масел. Гибкость клеевой пленки обеспечивает прочность соединения при воздействии динамических нагрузок. Основным достоинством этих клеев является то, что их применение не требует такого строгого соблюдения условий технологического процесса как в случае применения изоцианатных клеев. Наибольшее распространение получили клеи хемосил-211 и хемосил-220 (221) ф. «Henkel» (ФРГ).
Для обеспечения надежности клеевого соединения в тяжелых условиях эксплуатации, в которых обычно работают массивные шины, необходимо применять двухслойную систему клеев: первый слой — хемосил-211, второй слой — хемосил-220 (221), который наносят после просушки в течение 25—40 мин первого слоя. Это в определенной степени усложняет технологию подготовки металлической арматуры перед наложением резины, а наличие плотного быстрообразующегося осадка в этих клеях требует их периодического тщательного перемешивания.
Помещения, где производится нанесение клеев хемосил на металлическую арматуру (бандажи, обода-ступицы) и сушка, должны быть оборудованы принудительной вентиляцией для удаления паров растворителей ввиду их высокой токсичности.
Отечественная промышленность клеи типа «хемосил» пока не выпускает.
Способы нанесения клеев. Клеи наносят пульверизацией (распылением), кистями или щетками, маканием.
Пульверизация из краскораспылителя позволяет наносить слой клея любой толщины и удобна в тех случаях, когда подготовке под крепление подлежит одна сторона плоской арматуры. Известно, что пленка лейконата должна быть равномерной, без подтеков и чем пленка тоньше, тем прочнее будет крепление. Оказалось, что это требование при нанесении лейконата на бандажи (обода-ступицы) пульверизацией выполнить не удается. Кроме того, пульверизация требует применения воздуха, очищенного и осушенного на специальных установках.
Маканием (погружением) наносят клей на детали небольших размеров, у которых обрезиниванию подлежит вся поверхность. Совершенно очевидно, что этот способ в применении к массивным шинам не обеспечивает нанесения тонкого равномерного слоя клея и приводит к значительному перерасходу клея.
Поэтому в производстве массивных шин клеи наносят путем легкого прижатия к обрезиниваемой поверхности вращающегося бандажа или обода-ступицы мягкой волосяной кисти или щетки, смоченной клеем.
Клеи для холодного крепления резины к металлу. Клеи холодного отверждения дают возможность производить крепление вулканизованной резины к металлам при обычной температуре (15—30 °C). Известны клеи для холодного крепления резины к различным материалам, которые кроме эластомера содержат в своем составе компоненты, способствующие его структурированию при температуре 18—23 °C и вводимые в клей перед его употреблением. К ним относятся клеи типа 88 и 88Н на основе хлоропренового каучука, а также ряд других.
На шинных заводах для производства массивных шин клеи холодного отверждения не применяют.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Способы крепления резины к металлам"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы