Строй-Техника.ру
Строительные машины и оборудование, справочник
В качестве тяговых элементов конвейеров служат конвейерные ленты и цепи.
Лента является основным и наиболее дорогим элементом ленточных конвейеров. Ее стоимость составляет 50—60% общей стоимости конвейера, а срок службы ленты в 2—3 раза ниже, чем для конвейера в целом. Наиболее распространены резинотканевые ленты с прокладками на основе бельтинга или синтетического волокна. При необходимости обеспечить более высокие значения сопротивления разрыву используют резинотросовые ленты.
Ленты подвержены абразивному изнашиванию при взаимодействии с грузом, при проскальзывании относительно тяговых, поддерживающих и отклоняющих устройств, при трении о детали; ограждения в случае бокового смещения, превышающего допустимую норму. Усталостное изнашивание сязано с циклическим нагружением ленты при перегибах.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Абразивное и усталостное изнашивания в первую очередь влияют на обкладку ленты: разрушают тонкий слой резины, предохраняющий внутренние слои от механических повреждений и воздействия влаги.
Из-за износа обкладок заменяют до 70% конвейерных лент.. Поэтому возникает вопрос о выборе рациональной толщины обкладок. Ленты, толщина обкладок которых с рабочей стороны 1—4,5 мм, следует применять для транспортирования средне- и мелкокусковых грузов с насыпной плотностью р<2 т/м3, 4,5—10 мм —-Для крупнокусковых грузов с р>2 т/м3. Неоправданное увеличение толщины обкладок снижает долговечность ленты из-за роста. Деформации и напряжений в слоях резины при изгибе ленты на барабанах. Происходящее при этом усталостное изнашивание будет тем интенсивнее, чем меньше время одного оборота ленты, т. е. чем выше цикличность знакопеременных деформаций.
При выборе ленты необходимо также учитывать: увеличение количества прокладок повышает ее прочность на разрыв, но одновременно делает более жесткой, что снижает ее способность вписываться в форму роликоопо-ры. Поэтому при движении без груза лента будет опираться на боковые ролики, а это приведет к повышенному изнашиванию ее краев.
Срок службы конвейерных лент зависит от условий эксплуатации, характеристик груза, времени одного оборота на конвейере. Он колеблется в пределах 20—50 мес.
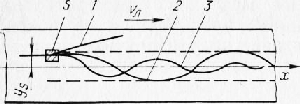
Одна из наиболее сложных задач, которую приходится постоянно решать при эксплуатации конвейерных лент, — это обеспечение их устойчивости движения в поперечном направлении. В общем случае, при невозмущенном движении координаты произвольно выделенного элемента ленты должны отвечать условию ys=const, т.е. при отсутствии возмущений продольная ось симметрии ленты совпадает с осью конвейера х.
Природа возмущающих сил может быть различной. Это, во-первых, силы, действующие на ленту при огибании барабана при неравномерном ее натяжении, повреждении футеровки, замасливании рабочей поверхности или при попадании частиц груза между лентой и барабаном.
Во-вторых, возмущающие силы возникают вследствие смещающего действия несимметрично расположенного на ленте груза.
В-третьих, они возникают как силы трения при взаимодействии ленты с элементами конвейера — ограждениями загрузочных устройств, роликами роликоопор, плужковыми сбрасывателями, сбрасывающими тележками, устройствами для очистки ленты.
Поперечное движение ленты может быть неустойчивым, устойчивым (кривая 2) и устойчивым асимптотически. Последнее, особенно если устойчивость автоматически сохраняется при любых возмущениях, всегда предпочтительнее. В этом случае возмущающие и восстанавливающие силы функционально связаны между собой таким образом, что обеспечивают быстрое затухание поперечных колебаний ленты.
При неустойчивом режиме возмущающий фактор превалирует, и лента неограниченно смещается в сторону либо ее движение сопровождается колебаниями с возрастающей амплитудой. Боковое движение ленты обычно ограничивают конструктивными элементами конвейера, что приводит к быстрому изнашиванию ее краев и нижней обкладки.
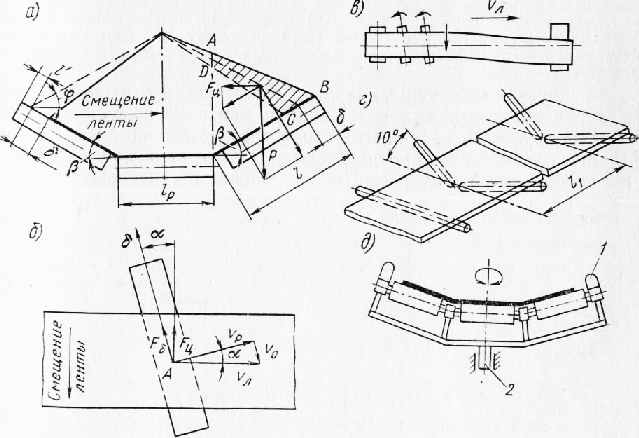
Возникновение сил, препятствующих боковому движению ленты и восстанавливающих прямолинейность ее хода, зависит or взаимного расположения ролика и ленты.
Техническое обслуживание лент заключается в периодической проверке равномерности натяжения и контроле ее очистки. При наличии грузового натяжного устройства достаточно следить, чтобы масса подвижного противовеса соответствовала норме. Требуемое усилие натяжения и его равномерность обеспечиваются автоматически. При использовании винтового натяжного устройства периодически вручную регулируют натяжение ленты так, чтобы ось натяжного барабана была перпендикулярна оси конвейера, а прогиб ленты между двумя соседними роликоопорами составлял 2,5—3% расстояния между ними.
Качество очистки ленты оказывает большое влияние на долговечность ее обкладок. Частицы груза, попадая между роликами, барабаном и лентой, вызывают интенсивное ее изнашивание. Если же груз склонен к налипанию или слеживанию (сахар или соль), происходит неравномерное его нарастание на поддерживающих роликах (лента движется по ним рабочей поверхностью). В этом случае рабочая обкладка быстро разрушается.
Ремонт ленты сводится к восстановлению стыков за счет запаса ленты в натяжном устройстве или замене изношенных участков методами, изложенными в следующем параграфе.
Хранят конвейерные ленты намотанными на деревянные катушки или бобины в подвешенном состоянии при температуре 10— 20 °С в местах, исключающих воздействие прямых солнечных лучей.
В конвейерах используют тяговые цепи следующих типов: круг-лозвенные сварные; пластинчатые — втулочные, втулочно-ролико-вые, втулочно-катковые; разборные и вильчатые. Одним из главных параметров цепи является расстояние между осями шарниров — шаг цепи. Чем он больше, тем меньше число шарниров, а следовательно, и вытяжка цепи в результате износа. Вместе с тем увеличивается диаметр звездочек и несколько усложняется привод из-за соответствующего уменьшения частоты их вращения.
Нормальная работа цепи обеспечивается при свободном от руки проворачивании шарниров и размере вытяжки, при котором цепь одновременно касается не менее двух зубьев звездочки. При дальнейшем увеличении износа шарниров наступает момент, соответствующий предельному состоянию цепи, когда в зацепление вступает только первый зуб, а сбегающее звено может касаться неработающей поверхности ближайшего зуба. Происходит нарушение плавности зацепления и увеличивается вероятность схода цепи со звездочки или разрушения шарниров. Цепь необходимо заменять новой.
Натяжение цепей должно обеспечивать их плавную без стуков и вибраций работу. Излишне большое натяжение вызывает рост трения в шарнирах.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Тяговые элементы конвейеров"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы