Строй-Техника.ру
Строительные машины и оборудование, справочник
Негерметичность подвижных соединений зависит от типа уп-лотнительного устройства, действующего на него давления жидкости, шероховатости сопрягаемых поверхностей, скорости и вида их взаимного перемещения.
Эффект уплотнения возникает при увеличении сопротивления перетеканию Жидкости из полости высокого давления в полость низкого. Такое течение возможно через зазоры между поверхностями, а также по впадинам микронеровностей поверхностей. Так как гидравлические жидкости через каналы диаметром менее 0,5 мкм практически не перетекают, необходимо уменьшать зазоры и обеспечивать плотное прилегание и даже вдавливание уплотняющего элемента в поверхность сопрягаемой детали.
Увеличение скорости взаимного перемещения снижает герметизацию, так как упругая поверхность уплотнительного элемента не успевает отслеживать рельеф уплотняемой поверхности. Помимо гидростатического в жидкости возникает также динамическое давление, приводящее к дополнительному отжатию элемента и увеличению площади каналов течения.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
По типу уплотнительные устройства классифицируют на контактные и бесконтактные. Контактные уплотнения обеспечивают прилегание уплотняющего элемента под давлением, превышающим давление рабочей жидкости (набивочные уплотнения), либо — под давлением, которое зависит от упругих свойств элемента и условий его монтажа (манжеты и резиновые кольца).
Герметичность, создаваемая набивочными уплотнениями, зависит от затяжки нажимной втулки и может быть обеспечена при давлениях до 90 МПа. Однако существенный недостаток таких уплотнений — значительное сопротивление перемещению штока или вала. В практике используют хлопчатобумажные, пеньковые, асбестовые и другие набивки. Для улучшения характеристик набивки пропитывают различными составами.
Рекомендуется следующий способ пропитки: в эмалированной посуде расплавляют 75 ч. церезина, затем при тщательном перемешивании стеклянной палочкой добавляют 15 ч. технического вазелина и 10 ч. коллоидного графита. Шнур из набивочного материала выдерживают в растворе при температуре 95 °С в течение 3—5 мин, а затем опрессовывают в подогретом штампе с помощью ручного пресса.
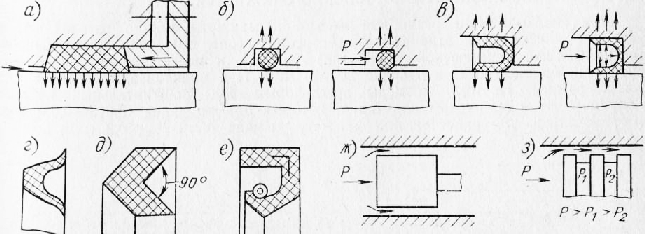
Резиновые кольца и манжеты при монтаже деформируются (растягиваются и обжимаются), в результате чего возникают упругие силы, обеспечивающие герметизацию при незначительном давлении рабочей жидкости. При росте давления происходит принудительная деформация уплотнительных элементов, приводящая к заполнению и перекрытию зазоров и микронеровностей, по которым возможна утечка жидкости.
Допустимое максимальное значение рабочего давления составляет: для уплотнений резиновыми кольцами — 10—15 МПа, манжетами до 50 МПа. Конструктивно манжеты выполняются V-образными, шевронными и армированными. Армированные манжеты применяют главным образом в паре с вращающимися валами при окружных скоростях до 20 м^ и давлении жидкости до 0,05 МПа. При незначительной окружной скорости возможно его увеличение до 0,2 МПа.
Материал манжет и колец — высококачественная маслобен-зостойкая резина. В последнее время для манжет применяют фторопласт Ф-4, который позволяет использовать манжеты в диапазоне температур от минус 195 до плюс 250 °С.
На долговечность уплотнений с резиновым уплотняющим элементом существенно влияет рабочая температура. При увеличении ее выше 30 °С на каждые 20° срок службы уплотнений уменьшается более чем в 2 раза, а выше 100 °С — их работоспособность незначительна или отсутствует вовсе.
Бесконтактное уплотнение создается сопряжением поверхностей с минимальным зазором между ними или же путем придания одной из поверхностей формы лабиринта. В первом случае герметизация обеспечивается необходимостью затрачивать энергию на прокачивание жидкости через зазор. Во втором — дополнительно происходят неоднократные расширения объемов каналов, по которым течет жидкость. В результате давление жидкости постепенно снижается.
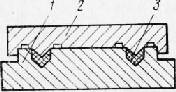
При необходимости резиновые кольца и манжеты можно изготовлять в условиях портов. Для этих целей пресс-форму заполняют «сырой» (не прошедшей термической обработки) резиной и выдерживают при температуре примерно 140 °С в течение 20—40 мин. При вулканизации происходит усадка резины.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Уплотнительные устройства подъемно-транспортных машин"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы