Строй-Техника.ру
Строительные машины и оборудование, справочник
Основные сборные железобетонные детали, применяемые для строительства промышленных зданий и сооружений, — это колонны, подкрановые, подстропильные и стропильные балки, ригели, плиты покрытий и перекрытий, панели наружных стен.
Формы для этих изделий выполняются так же, как и для деталей жилищно-гражданского строительства. Отличаются они лишь габаритами и весом. Крупноразмерные изделия изготовляют, как правило, по стендовой технологии.
Понятие «силовые формы» относится в первую очередь к формам для крупноразмерных изделий, при изготовлении которых усилие натяжения предварительно напряженной арматуры воспринимается формой, а не упорами стенда. При наличии виброплощадок и кранов достаточной грузоподъемности крупноразмерные железобетонные конструкции могут изготовляться в силовых формах по агрегатно-поточной технологии.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
На рис. 1 показана форма для изготовления ребристых плит перекрытий. Борта формы коробчатого типа, откидные, шарнирно закрепленные к поддону. Они крепятся между собой винтовыми замками. Для предотвращения деформации продольных бортов от давления бетонной смеси сверху устанавливаются одна или две стяжки.
Форма для изготовления предварительно напряженных плит перекрытий типа двойное Т показана на рис. 2. Она выполнена с жесткими продольными и откидными поперечными бортами. Продольные борта имеют технологические уклоны, чтобы облегчить распалубливание изделий. Поперечные борта образуют только прямоугольный торец плиты. Для получения выступающих вниз торцов ребер предусмотрены вставки с пазами для предварительно напряженной арматуры, концы которой закрепляются в траверсах. Траверсы крепятся к торцам формы болтами. Для транспортирования формы краном предусмотрены проушины.
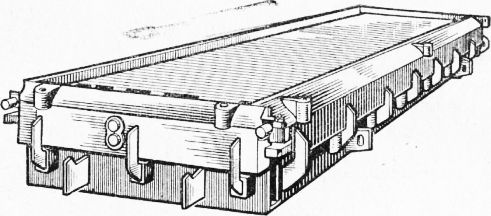
Рис. 1. Форма для изготовления ребристых плит перекрытий
На рис. 3 показана форма с раскрытыми бортами для изготовления ребристых предварительно напряженных плит покрытий размером 3X6 м. Борта формы откидные, коробчатого сечения, соединяются между собой винтовыми замками. Элементы поддона для образования поперечных и продольных ребер изделия имеют скругле-ния, облегчающие распалубливание.
Форма для изготовления предварительно напряженных подкрановых балок длиной 12 м по агрегатно-поточной технологии показана на рис. 4. Поддон и один продольный борт формы выполнены как одно целое. Второй продольный борт съемный. Крепится он с помощью боковых и верхних винтовых стяжек. Торцовые борта съемные, крепятся к продольным винтовыми зажимами. В жестком борту предусмотрены выдвижные упоры для отгибаемой предварительно напряженной арматуры, а также выпрессовщики для облегчения распалубки изделия. При правильно выбранных уклонах нижнего пояса балки и качественном изготовлении формы надобность в выпрессовщиках практически отпадает, изделия свободно распалубливаются краном путем подъема его вверх. При этом изделие за счет имеющихся уклонов отходит в сторону.
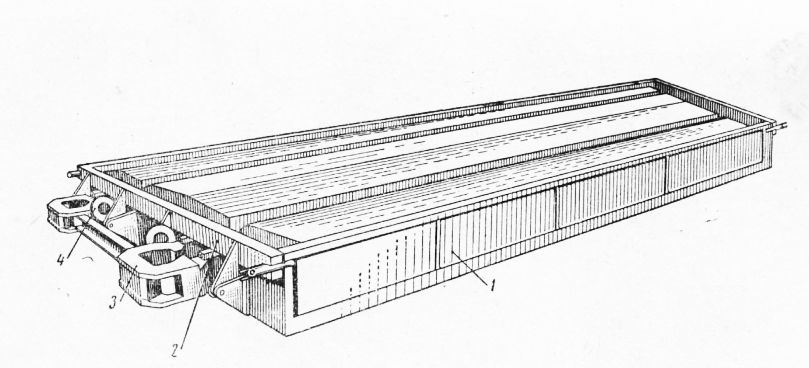
Рис. 2. Форма для изготовления плит перекрытий типа двойное Т:
1 — поддон с жестко закрепленными продольными бортами, 2 — откидной поперечный борт, 3 — траверса, 4 — проушина
Рис. 3. Форма для изготовления ребристых плит покрытий
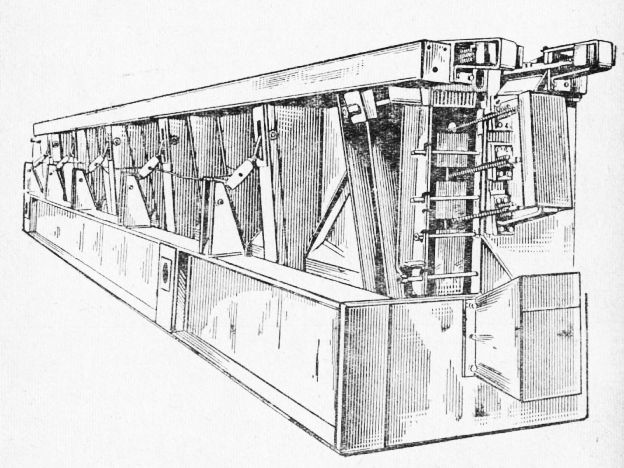
Рис. 4. Форма для изготовления подкрановых балок
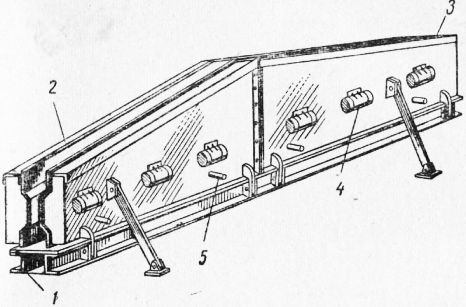
Рис. 5. Форма для стендового изготовления двухскатных балок:
1 — поддон, 2 — продольный борт, 3 — торцовая стенка, 4 — вибратор, 5 — патрубки для подвода пара
На рис. 5 показана стендовая форма для изготовления двухскатных балок. Форма состоит из поддона, шарнирно закрепленных к нему продольных бортов и съемных торцовых бортов. Продольные борта имеют паровые полости, в которые через патрубки подается пар для ускорения твердения изделий. Для более устойчивого положения продольные борта снабжены распорками, упирающимися в пол стенда.
Поддон узкого конвейера с закрепленной на нем формой для изготовления дорожных плит показан на рис. 6.
На рис. 7 представлена форма для изготовления Дорожных плит агрегатно-поточным способом. Форма снабжена глухими продольными и съемными поперечными бортами. Чтобы облегчить съем изделий, продольные борта формы выполнены с уклоном 15 мм на высоте 140 мм.
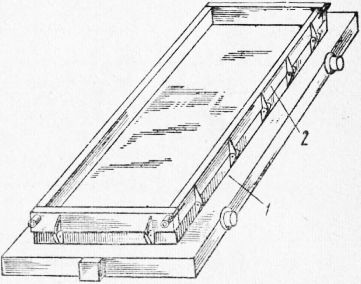
Рис. 6. Поддон узкого конвейера с закрепленной формой для дорожных плит:
1 — поддон, 2 — форма с откидными бортами
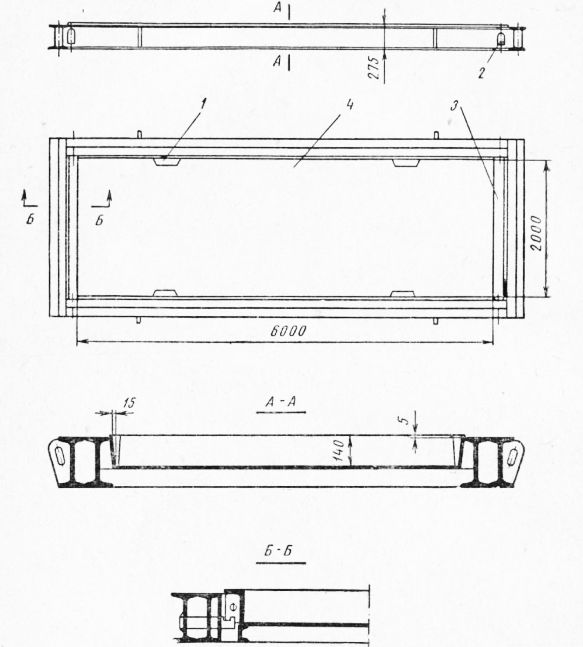
Рис. 7. Форма для изготовления дорожных плит с глухими
продольными бортами: 1 — фиксатор подъемных петель, 2 — фиксатор поперечного борта, 3 — съемный поперечный борт, 4 — поддон
Форма для изготовления предварительно напряженных ригелей показана на рис. 8. Форма снабжена откидными продольными и съемными торцовыми бортами. Сечение поддона корытообразное, что позволяет более равномерно распределить сжимающие поддон усилия от напряженной арматуры. К торцам поддона прикреплены упоры с пазами для крепления напрягаемой арматуры.
На рис. 9 показана форма для изготовления напорных железобетонных труб методом гидропрессования. Основными частями формы являются наружный кожух и внутренний сердечник.
Наружный кожух представляет собой цилиндр, собираемый в зависимости от диаметра трубы из двух или четырех частей со стыками вдоль продольной оси. Части кожуха скрепляются болтами с тарельчатыми пружинами. Стыки формы уплотняют клейкой лентой.
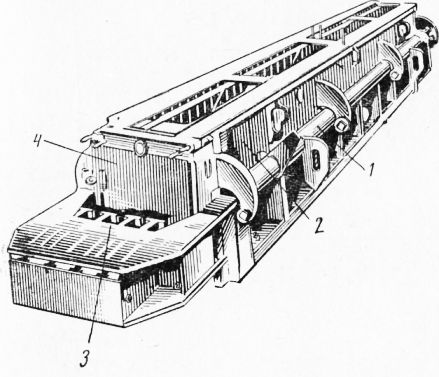
Рис. 8. Форма для изготовления предварительно напряженных ригелей:
1 — поддон, 2 — продольный борт, 3 — упор (траверса), 4 — торцовый борт
Внутренний сердечник состоит из двух стальных цилиндров: сплошного внутреннего и перфорированного (с отверстиями) наружного, на который надет резиновый чехол. Наружный кожух формы снабжен раструбным и втулочным упорными кольцами для закрепления продольной предварительно напряженной арматуры. Цилиндрический конец формы оборудован калибрующим кольцом, предназначенным для образования втулочной части трубы, а также уплотняющим кольцом.
Кольца обеспечивают концентричное расположение сердечника и уплотнение торца формы после заполнения ее бетонной смесью.
На наружный цилиндр сердечника надеты резиновый раструбообразователь и стальное уплотняющее кольцо. Между наружным и внутренним цилиндрами сердечника имеется кольцевой зазор 6 мм, в который подается вода для прессования.
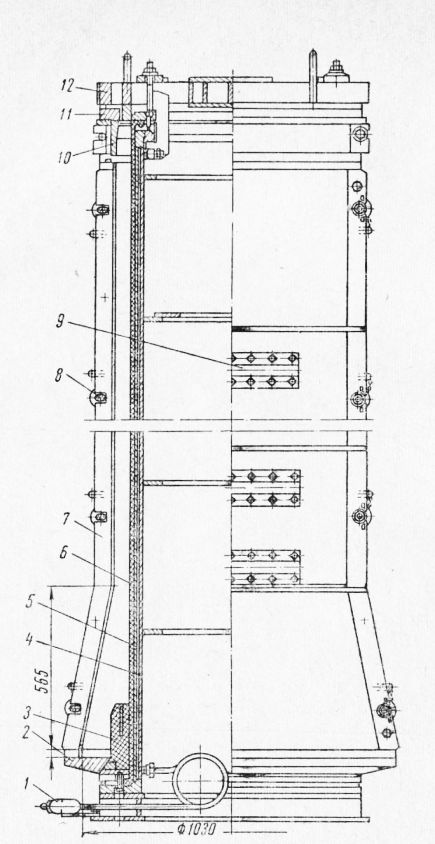
Рис. 9. Форма для изготовления напорных железобетонных труб методом гидропрессования:
1 — патрубок для подачи воды при прессовании, 2 — раструбное упорное кольцо для закрепления концов напряженной арматуры, 3 — резиновый раструбообразователь, 4 — внутренний цилиндр сердечника, 5 — перфорированный цилиндр сердечника, 6 — резиновый чехол, 7 — наружный кожух, 8 — болт с тарельчатыми пружинами, 9 — площадка для крепления пневматических вибраторов, 10 — калибрующее кольцо, 11 — упорное кольцо для закрепления концов напряженной арматуры, 12 — уплотняющее кольцо
На наружном кожухе формы предусмотрены площадки для крепления пневматических вибраторов, используемых для уплотнения бетонной смеси в процессе формования.
Формование, прессование и тепловая обработка труб производятся в вертикальном положении.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Формы для деталей промышленного строительства"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы