Строй-Техника.ру
Строительные машины и оборудование, справочник
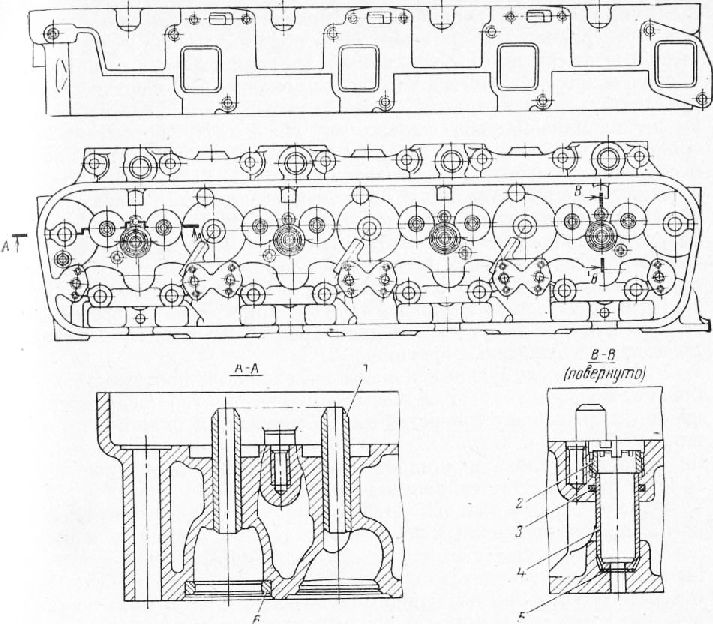
Головка цилиндров (рис. 15) представляет собой цельную отливку, выполненную из низколегированного серого чугуна. Для снятия внутренних напряжений отливка подвергается искусственному старению, что уменьшает ее коробление в процессе эксплуатации и сохраняет геометрическую форму. Головки левого и правого блоков цилиндров взаимозаменяемы.
Нижняя плита головки вместе с верхними и боковыми стенками образует замкнутую полость, внутри которой выполнены впускные и выпускные каналы. Со стороны впускных каналов предусмотрена полость для штанг толкателей клапанов. Свободное внутреннее пространство головки образует водяную рубашку для охлаждения головки при работе двигателя. Верхняя часть головки имеет корытообразную полость, которая образована замкнутым ребром. В ней размещаются механизмы креплений форсунок и привода клапанов.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 15. Головка цилиндров:
1 — направляющая втулка клапана; 2 — прижимная гайка стакана форсунки; 3 — уплотни-тельное кольцо; 4 — стакан форсунки; 5 — уплотняющая шайба стакана; 6 — седло выпускного клапана
Нижняя полость головки шлифуется. Отклонение от плоскостности допускается не более 0,05 мм по всей длине.
Для уплотнения газового стыка между привалочными поверхностями блока цилиндров и головкой установлена прокладка из асбополотна марки Я-4-01 толщиной 1,4 мм. Головка крепится к блоку цилиндров термообработанными шпильками из хромоникеле-вой стали.
В нижней плите головки выполнены гнезда для впускных клапанов и отверстия диаметром 56+0’03 мм под запрессовку седел. Посадочные фаски впускных клапанов и седла выпускных клапанов окончательно обрабатывакН-после запрессовки и развертки направляющих втулок клапанов. Седла выпускных клапанов изготовлены из специального жаропрочного чугуна и термообработаны. Посадка седел осуществляется с натягом от 0,045 до 0,105 мм. Головка перед запрессовкой седел нагревается до 90 °С.
В колодце между клапанами помещен латунный стакан, в который устанавливается форсунка. В нижней части стакан опирается на уплотняющую медную шайбу толщиной 0,3 мм, в верхней стакан уплотнен резиновым кольцом. Сверху стакан закрепляется корончатой гайкой. Момент затяжки гайки стакана форсунки равен от 9 до 11 кгс-м. В нижней плите концентрично отверстию под стакан просверлено отверстие диаметром 9,8 мм, через которое проходит распылитель форсунки.
Впускные и выпускные каналы выведены на противоположные боковые стороны головки. В местах выхода каналов предусмотрены фланцы и резьбовые отверстия для крепления впускного и выпускного коллекторов. Охлаждающая жидкость поступает в головку цилиндров из блока цилиндров через сверления в нижней плите головки (по три отверстия на каждый цилиндр).
Одно отверстие каждой группы выходит в поперечный канал, создающий направленный поток охлаждающей жидкости к наиболее нагретым местам головки между стаканом форсунки и выпускным клапаном. Отводится охлаждающая жидкость от головки через отверстия со стороны воздушного коллектора. В этом месте на боковой клоскости головки предусмотрены фланцы и резьбовые отверстия для крепления водоотводящей трубы.
Для слива масла из полости клапанного механизма головки в поддон двигателя со стороны выпускного клапана просверлены отверстия. Сверху головка цилиндров закрыта стальной штампованной крышкой, привалочный контур которой имеет отбортовку. На отбортовку крышки надета профилированная резиновая прокладка, уплотняющая стык головки и крышки.
В процессе эксплуатации автомобиля, особенно в начальный период, необходимо проверять гайки крепления головок. Первая подтяжка гаек производится по окончании обкатки автомобиля (через 1000 км пробега), а повторные — после 4000 км и 10000 км пробега, с последующей регулировкой клапанных зазоров после каждой подтяжки.
При дальнейшей эксплуатации автомобиля подтяжка гаек не требуется. После замены прокладки головки цилиндров подтяжку гаек производить соответственно через 1000, 4000 и 10 000 км пробега. Момент затяжки гаек на двигателе, прогретом до температуры охлаждающей жидкости 80—90 °С, должен быть от 24 до 26 кгс-м, на холодном двигателе — от 22 до 24 кгс-м. Подтягивать гайки необходимо только динамометрическим ключом в два приема, соблюдая последовательность, указанную на рис. 16.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Головка цилиндров двигателя КрАЗ"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы