Строй-Техника.ру
Строительные машины и оборудование, справочник
Ноги портала представляют собой коробки прямоугольного сечения, изготовляемые из стального листа толщиной 10—16 мм с вваренными диафрагмами и ребрами внутри. К коробке сверху и снизу приваривают фланцы толщиной по 35 мм. Ноги изготовляют по техническим условиям на изготовление крановых металлоконструкций по ГОСТ 11283—72. Кроме того, при изготовлении ног портала необходимо обеспечить их одновысотность, параллельность и плоскостность торцов А и Б. Допустимые отклонения от параллельности торцов не более 0,3 мм на длине 1000 мм, от плоскостности не более 2 мм.
Выдерживание заданных требований на изготовление обеспечивается применением специального сборочного стенда для установки и приварки фланцев к металлоконструкции.
Технологический процесс изготовления ноги портала состоит из следующих основных этапов:
1) сборка и сварка боковых стенок и верхнего фланца;
2) сборка и сварка коробки;
3) сборка и сварка коробки с фланцами.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Первые два этапа технологического процесса выполняют на выверенном стеллаже.
На 1-м этапе производят стыковку листов стенок и фланца. Листы с разделанными кромками выкладывают на стеллаже, прихватывают и заваривают с оставлением припуска до 25 мм с обеих сторон. После сварки контролируют и правят листы..
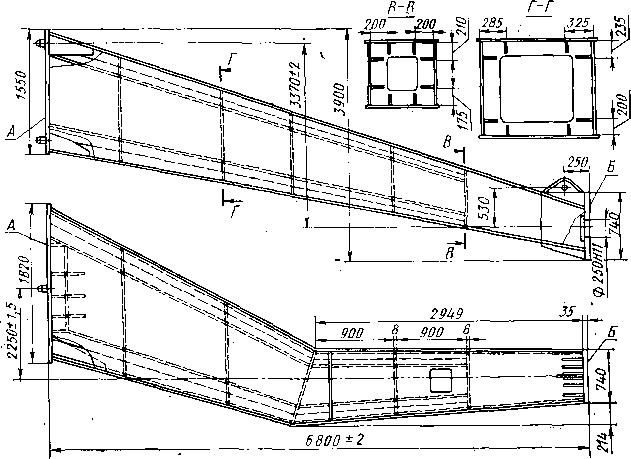
Рис. 1. Эскизы изготовления металлоконструкции ноги портала
2-й этап. Боковую стенку выкладывают на стеллаже и размечают ее согласно чертежу. Используя разметку и угольник, устанавливают и прихватывают диафрагмы и ребра жесткости. Далее поочередно устанавливают и прихватывают листы вертикальных стенок с поджимом их к диафрагмам и боковой стенке (вид б). Кантуя собранный узел, проводят внутреннюю сварку его вручную. Подгоняют диафрагмы и узел под накрытие и устанавливают между диафрагмами ребра жесткости, прихватывают и приваривают их к диафрагмам (вид в). Накрывают собранный узел верхним поясом и прихватывают. Приваривают четвертую сторону диафрагм к верхнему поясу. Внутреннюю сварку коробки выполняют вручную с обязательным наличием приточновытяжной вентиляции, а наружную сварку —с помощью полуавтомата под слоем флюса.
В первую очередь варят стыковые швы, а далее поясные с последующими кантовками (вид г). После сварки зачищают швы, проверяют сборку и сварку. В случае выявления волнистости правят местным нагревом.
3-й этап. С помощью крана коробку подают на сборочный стенд, служащий для припасовки фланцев к металлоконструкции ног портала. Он состоит из четырех кронштейнов, установленных на жестких опорных поверхностях, и двух подводимых опор. Два нижних кронштейна закреплены неподвижно таким образом, что их вертикальные плоскости, в которых крепятся верхние фланцы ног, параллельны между собой и лежат в одной плоскости. Два верхних кронштейна подвижные и расположены на тумбах. Они перемещаются с помощью винтов до упора. Упор устанавливают заранее в соответствии с заданной длиной ног портала. В рабочем положении поверхности кронштейнов, к которым крепятся нижние фланцы ног, также находятся в одной плоскости и параллельны между собой. Подводимые опоры 6 имеют по две точки опоры, выдвигаемые механическим путем, и служат в качестве дополнительных опор при установке ме-таллоконструкции (коробки) ног портала.
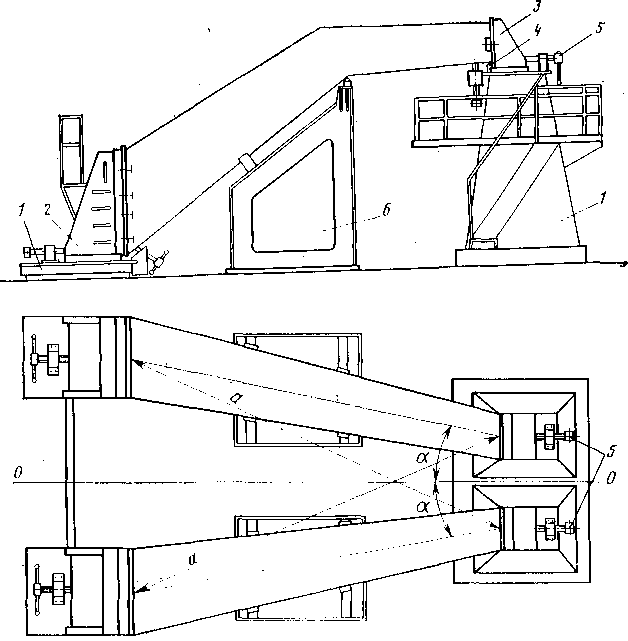
Рис. 2. Стенд для припасовки фланцев
При правильном монтаже и установке стенд позволяет установить фланцы в одной плоскости и обеспечить параллельность опорных плоскостей. Сначала фланцы с просверленными в них отверстиями устанавливают на угольники кронштейнов, базируясь при этом по двум контрольным штифтам. К угольникам кронштейна фланцы крепят с помощью болтов. Коробку подводят к фланцам, устанавливают на подводимые опоры, и размечают ее под установку фланцев. По разметке обрезают припуск, разделывают кромки и зачищают грат. Подводят нижний фланец ноги к коробке до упора, точность установки между фланцами достигается при помощи установочных винтов стенда. После установки прихватывают большой фланец, затем малый и приваривают швы. Кроме фланцев на металлоконструкцию ноги (коробку) устанавливают по разметке проушину для растяжки ног и внешние ребра жест-261 кости. После прихватки производят полный провар швов. Далее ногу вынимают из стенда и доваривают остальные швы. Зачищают сварные швы, притупляя острые кромки, маркируют ногу и выправляют кривизну или волнистость местным нагревом.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Изготовление ног портала"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы