Строй-Техника.ру
Строительные машины и оборудование, справочник
Металлические опоры изготовляют из стали, а иногда — из алюминиевых сплавов. Большая механическая прочность стали позволяет рассчитывать опоры на значительные нагрузки. Однако стоимость металлических опор выше стоимости железобетонных и деревянных. Кроме того, недостатком металлических опор является небольшая коррозионная стойкость, для предупреждения которой необходима горячая оцинковка при изготовлении или периодическая окраска при эксплуатации. Меньше подвержены влиянию внешней среды опоры из алюминиевых сплавов, но они пока не нашли широкого применения из-за высокой стоимости.
Стальные опоры устанавливают на линиях электропередачи всех напряжений, проходящих в районах с тяжелыми климатическими условиями, на труднодоступных трассах и в горных местностях. Угловые и анкерные металлические опоры устанавливают на BJT 110—500 кВ совместно с промежуточными железобетонными, а также в качестве переходных на переходах большой протяженности.
Основные элементы. Стальные опоры могут быть одностоечными (башенными) и портальными, а по способу закрепления на фундаментах — свободностоящими и с оттяжками.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Основными элементами металлических опор являются: ствол (стойка), траверсы и тросостойка.
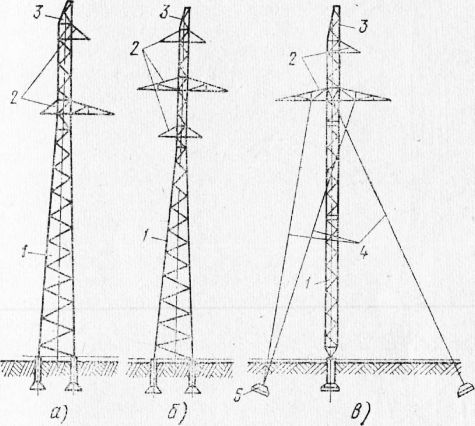
Рис. 1. Промежуточные металлические опоры:
а и б — свободностоящие одноцепная и двухдепная башенного типа, а — одноцепная с оттяжками; 1 — ствол, 2 — траверса, 3 — тросостойка, 4— оттяжки, 5 — анкерная плита
Некоторые опоры имеют оттяжки. Ствол металлических опор обычно представляет собой четырехгранную усеченную решетчатую пирамиду, выполненную из профилей стального проката — уголка, полосы и листа.
Основными элементами ствола опоры являются пояс, решетка и диафрагмы. Решетка, в свою очередь, состоит из стержней-раскосов и распорок, а также дополнительных связей. Соединения поясов между собой, диафрагм с поясами и стержней-раскосов с поясами, могут быть сварными, выполненными внахлест или встык, н болтовыми.
Сварные опоры изготовляют на заводах в виде нескольких пространственных секций, которые затем соединяют болтами при сборке на трассе. Болтовые опоры, как правило, имеют некоторые детали сварной конструкции.
Выбор вида соединения элементов решетки зависит от способа защиты металла от коррозии. До последнего времени основным средством защиты от коррозии являлась окраска, при которой можно было применять как болтовые, так и сварные соединения, в том числе и сварные соединения внахлест с приваркой элементов по двум сторонам. Внедряемая в настоящее время горячая оцинковка опор не допускает сварку деталей внахлест, так как кислота, применяемая для травления элементов перед оцинковкой, может затечь и остаться в зазорах между элемен-тами и впоследствии разрушить соединение. Поэтому цинкуемые опоры выполняют либо со сваркой соединяемых элементов встык, либо внахлест с обвари-v ванием по контуру плотным швом.
Наиболее удобными для оцинковки являются болтовые конструкции, которые позволяют оцинковывать отдельные стержни, собранные в пакеты. Траверсы опор башенного типа для небольших нагрузок имеют обычную плоскую рамную конструкцию и выполнены из швеллеров. При больших нагрузках траверсы изготовляют в виде пространственной конструкции.
В траверсах и тросостойках металлических опор, так же как и в таких же элементах железобетонных опор, имеются отверстия или установлены специальные детали для крепления сцепной арматуры. Для подвески грозозащитных тросов на вершине ствола опоры имеется тросостойка в виде решетчатой усеченной пирамиды, аналогичная тросостойкам железобетонных опор. Тросостойки портальных опор устанавливают, как правило, на траверсах.
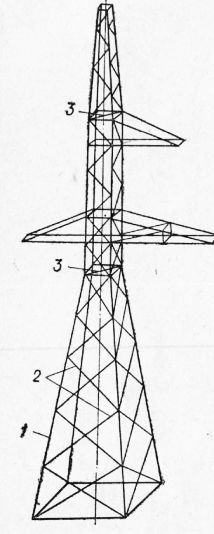
Рис. 2. Элементы ствола металлической опоры:
1 — пояс, 2 — решетка, 3 — диафрагмы
Пояса стволов свободностоящих опор оканчиваются внизу опорными башмаками — пятами, которые крепятся к фундаментам анкерными болтами. Стволы опор с оттяжками крепятся к фундаментам специальными шарнирными пятами. Оттяжки таких опор одной стороной крепятся к траверсам (или стволу), а другой — к анкерным плитам. Крепление оттяжек к анкерным плитам позволяет регулировать длину и натяжение оттяжек.
Конструкции металлических опор. Основными типами металлических опор ВЛ 35—500 кВ являются одностоечные (башенные) одноцепные и двухцепные опоры с вертикальным расположением проводов, а также портальные опоры с оттяжками.
Для одноцепных линий, проходящих по заболоченным и труднодоступным трассам, разработаны одностоечные опоры с оттяжками.
Промежуточные опоры ВЛ 35—110 кВ изготовляют одно- и двухцепными. Свободностоящие промежуточные опоры имеют сварную верхнюю часть прямоугольной конструкции с параллельными поясами. Нижние секции опор болтовые. Провода на одно-цепной опоре располагают треугольником, а на двух-цепной — бочкой. Траверсы двухцепных опор такого же типа, как и одноцепных. На тросовых участках ВЛ на вершине ствола монтируют тросостойки. Закрепляют опоры на фундаменте двумя анкерными болтами, имеющимися на каждом из четырех подножников.
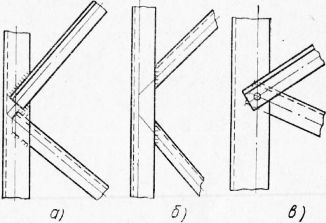
Рис. 3. Соединения стержней-раскосов с поясом опоры:
а и б — сварные внахлест и встык, в — болтовое
Промежуточные опоры с оттяжками выпускают только для одноцепных ВЛ 110 кВ. Эти опоры имеют три двойные расщепленные оттяжки. Нижние концы двух оттяжек крепят попарно к общему анкеру, а верхние — к серединам нижних траверс. Третью оттяжку, расположенную в плоскости траверс, крепят непосредственно к стволу со стороны, где расположены две траверсы (верхняя и нижняя). Оттяжки располагают под углом 120° одна к другой.
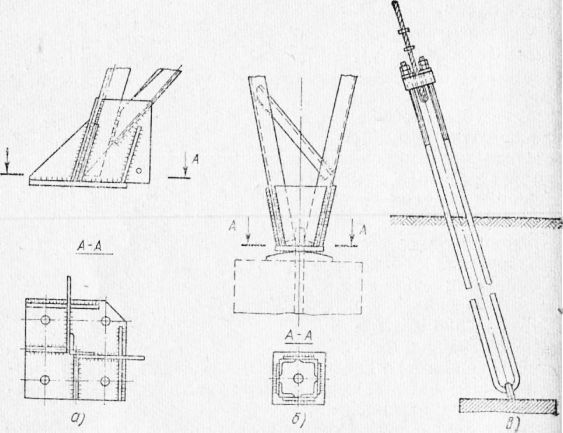
Рис. 4. Крепление башмаков (пят) металлических опор свободно-стоящих (а), с оттяжками (б) и оттяжки к анкерной плите (е)
Промежуточные опоры ВЛ 220 и 330 кВ аналогичны опорам 110 кВ, показанным на рис. 16, а и б, и обычно имеют болтовую конструкцию, за исключением некоторых сварных деталей (например, опорных башмаков, концов траверс), но отличаются от опор 110 кВ расстоянием между проводами и длиной траверс. Кроме того, на линиях 330 кВ используют портальные промежуточные опоры с оттяжками.
Анкерно-угловые опоры ВЛ 35—330 кВ изготовляют свободиостоящими башенного типа. Из-за больших нагрузок поперечные размеры ствола этих опор значительно увеличены, а высота подвески нижнего провода снижена.
Окраска и оцинковка опор. Для защиты от коррозии металлические опоры окрашивают на заводах-изготовителях, окуная готовые сваренные секции в ванну с краской. Реже краску наносят кистями или пневматическими распылителями — пистолетами. Иногда опоры окрашивают на месте установки. Для грунтовки и окраски опор применяют масляную краску, лаки с алюминиевой пудрой и эмали.
Более надежной защитой стальных опор от коррозии является горячая оцинковка. Конструкции, предназначенные для оцинковки, предварительно обезжиривают и очищают в травильной ванне с раствором серной кислоты, промывают проточной горячей водой, покрывают флюсом и опускают в вертикальную цилиндрическую ванну с расплавленным свинцом. В верхней части ванны на поверхности свинца плавает слой расплавленного цинка. При подъеме из ванны нагретая свинцом конструкция проходит через слой жидкого цинка, который образует на ее поверхности пленку толщиной 0,10— 0,12 мм.
Степень готовности металлических опор. Количество отправленных с завода деталей и частей определяет степень заводской готовности опоры и характеризует объем работ по ее сборке на трассе BЛ.
По степени готовности отгружаемые с заводов опоры разбиты на три группы:
I группа — с завода поступают отдельные элементы (россыпью) или отдельные части секций; на трассе ВЛ опоры собирают из элементов и частей на болтах.
II группа — с завода поступают отдельные пространственные секции и детали опор; на трассе ВЛ выполняется укрупнительная и общая сборка на болтах.
III группа — с завода поступают целые основные части, не требующие укрупнительной сборки на трассе; общая сборка выполняется на болтах.
Каждый элемент или часть опоры, отправляемые заводом, имеют условный шифр, называемый отправочной маркой.
При комплектовании и сборке опор на трассе пользуются так называемым отправочным альбомом, в котором собраны чертежи отправочных марок опор.
Рекламные предложения:
Главная → Справочник → Статьи → Форум
Механизация земляных работ
Механизация строительства
Механизация дорожных работ
Автоматизация строительства
→ Бетонные работы
→ Мини-тракторы
 Разделы
Разделы
Строительные машины и оборудование
→ Для специальных земляных работ
→ Дорожно-строительные машины
→ Строительное оборудование
→ Асфальтоукладчики и катки
→ Большегрузные машины
→ Строительные машины, часть 2,
→ Дорожные машины, часть 2
→ Ремонтные машины
→ Ковшовые машины
→ Автогрейдеры
→ Экскаваторы
→ Бульдозеры
→ Скреперы
→ Грейдеры
Эксплуатация строительных машин
→ Эксплуатация средств механизации
→ Эксплуатация погрузочных машин
→ Эксплуатация паровых машин
→ Эксплуатация экскаваторов
→ Эксплуатация подъемников
→ Эксплуатация кранов перегружателей
→ Эксплуатация кузовов машин
→ Крановщикам и стропальщикам
Ремонт строительных машин
Ремонт дорожных машин
Ремонт лесозаготовительных машин
Ремонт автомобилей КАмаЗ
Техническое обслуживание автомобилей
Очистка автомобилей при ремонте
Материалы и шины
Остались вопросы по теме:
"Металлические опоры"
— воспользуйтесь поиском.
→ Машины городского хозяйства
→ Естественная история машин
→ Транспортная психология
→ Пожарные автомобили
→ Автомобили-рефрижераторы
→ Монтаж и эксплуатация лифтов
→ Тракторы